

Обоснование режимов сушки, пропитки и
термоопрессования (отверждения)
Для получения высококачественной ТРИ (монолитной, отвержденной) необходимо: в случае технологии “пропитанных лент” обеспечить условия для своевременного начала образования в связующем пространственной структуры (начала отверждения), согласованного с моментом подачи давления и температурным режимом.
При изготовлении
изоляции вакуум-нагнетательным
способом из
сухих непропитанных лент (монолит)
ответственными операциями являются
подача в автоклав пропиточного компаунда
и пропитка в режиме «вакуум - давление».
Эти операции осуществляются при
температуре ниже Тн.о..
Запечка (отверждение) производится
после выемки стержней из автоклава в
специальных термостатах при температуре,
превышающей Тн.о..
Т.о. важными характеристиками кинетики
отверждения связующего являются Тн.о.
- температура начала интенсивного
отверждения и относительная скорость
процесса. Определить эти параметры
можно с помощью измерения
температурно-временной зависимости
полной проводимости изоляции Y
на низкой частоте (около 100 Гц), весьма
чувствительной к процессу отверждения,
сопровождающемуся изменением подвижности
и числа функциональных групп. Меньшей
погрешностью измерения обладает
относительная характеристика, позволяющая
сравнивать проводимость изоляции в
данный момент с проводимостью в
окончательно отвержденном состоянии.
Исследования частотно-временных
зависимостей полной проводимости
показали, что при 20
кГц величина практически не зависит от
момента измерения и оказывается близкой
к Y
изоляции полностью отвержденного
состояния. Измерение Y
при повышенной частоте (100 кГц) позволяет
даже в начале реакции отверждения
определить значение этого показателя
для отвержденного образца при низкой
частоте (100 Гц). Поэтому для изучения
процесса отверждения используется
коэффициент
![]() .
.
Н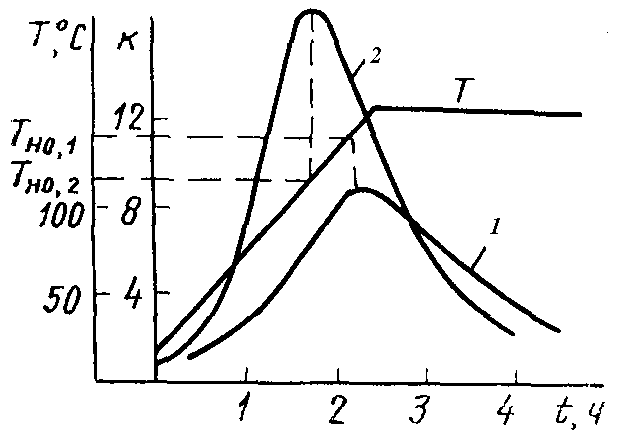 а
рис. 21 представлена зависимость
коэффициента полной проводимости k
от времени нагрева t
при линейном подъеме температуры до
160 0С
для различных систем (слюдотерм – 1,
монотерм – 2). Видно, что системы отличны
по процессу отверждения.
а
рис. 21 представлена зависимость
коэффициента полной проводимости k
от времени нагрева t
при линейном подъеме температуры до
160 0С
для различных систем (слюдотерм – 1,
монотерм – 2). Видно, что системы отличны
по процессу отверждения.
Т
Рис. 21 Зависимость
коэффициента полной проводимости k
от времени нагрева t
при линейном подъеме температуры до
160 0С для различных систем
слюдотерм – 1,
монотерм – 2