

5 Классификация су по технологическому назначению.
См. рисунок 1. В числовых системах управления (СУ) на программоносителе задается как порядок цикла, так и величина перемещения.
В цикловых СУ величина перемещения задается с помощью установки путевых переключателей.
В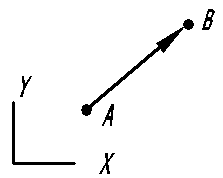 контурных системах движение может
осуществляться по нескольким координатам,
причем эти движения между собой
функционально связаны.
контурных системах движение может
осуществляться по нескольким координатам,
причем эти движения между собой
функционально связаны.
В контурных СУ в системе координат ХУ при
движении как на рабочей подаче, так и
на холостом ходу, мы, непосредственно
двигаясь по 2-м координатам, попадаем
из т.А в требуемую т.В. (рис.11)
контурных СУ в системе координат ХУ при
движении как на рабочей подаче, так и
на холостом ходу, мы, непосредственно
двигаясь по 2-м координатам, попадаем
из т.А в требуемую т.В. (рис.11)
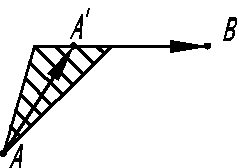
 Рис.11
Рис.11
В позиционных системах функциональной связи между движениями по координатам нет, поэтому траектория движения является неопределенной. Точно известна она лишь при движении по одной координате. В этих системах холостой ход может включаться одновременно по 2-м координатам, при этом движение осуществляется быстрее, чем в контурных. Однако траектория движения является неопределенной, т.к. зависит от настойки приводов. Для точного позиционирования необходим подвод на рабочей подаче
по одной из координат.(рис.12).
Рис.12
Иногда позиционные системы разделяют на 2 типа:
прямоугольные;
точечные.
В прямоугольных скорость перемещения, т.е. величина подачи, регулируется по программе. В точечных скорость определяется конструкцией станка.
Позиционные системы имеет то преимущество, что позволяют холостые хода производить с большей скоростью. Окончательное позиционирование происходит на рабочей подаче, поэтому они обеспечивают более высокую точность позиционирования.
2-ое преимущество – конструктивно они проще контурных.
Универсальные системы позволят работать системе ЧПУ как в контурном, так и в позиционном режимах (контурно-позиционные).
Задачи, поставленные при обработке деталей, определяют необходимый тип станка с системой управления.
Например, требуется профрезеровать в прямоугольной детали окно (Рис 13).
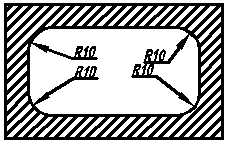
Рис.13
Выбираем либо горизонтально – фрезерный станок (6Р13РФ2), либо вертикально – фрезерный станок (6Н13РФ2) с позиционной системой. Также можно выбрать станок горизонтально – фрезерный станок (6Р13МФ3) с контурной системой управления.
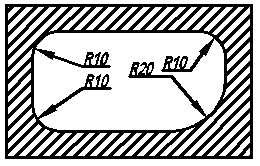
Рис.14
Для обработки такой детали, изображенной на рис. 14, однозначно требуется станок с контурной системой управления (6Р13МФ3, 6Н13МФ3). В маркировке станка отражается тип системы управления.
А – кулачковые или копировальные системы управления;
Ц – цикловые СУ;
Ф2 – с позиционной СУ;
Ф3 – с контурной СУ;
Ф4 – универсальные системы управления;
Ф1 – не станок с ЧПУ, а станок с цифровой индикацией положения инструмента.
Кроме того, в маркировке станка отражается тип системы смены инструмента.
Р – револьверная головка или поворотный резцедержатель;
М – магазин инструментов.
П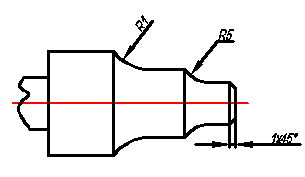 ример
токарной обработки детали, изображенной
на рис.15.
ример
токарной обработки детали, изображенной
на рис.15.
Поскольку деталь имеет различные радиусы R1 и R5, то требуется функционально связанное управление по 2-м координатам. Для этого необходимо выбрать токарный станок с контурной системой управления. На этом же станке удобно сделать фаску под углом 450, например, токарный станок с ЧПУ16К20РФ3. Рис.15
В контурных и позиционных системах резцы настраиваются и привязываются к детали по-разному.
В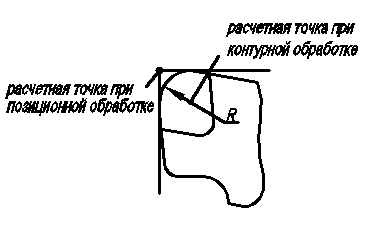 позиционных системах управления
расчетная точка траектории резца – это
точка пересечения касательных к вершине
резца.
позиционных системах управления
расчетная точка траектории резца – это
точка пересечения касательных к вершине
резца.
При контурной обработке может использоваться та же точка, однако, при обработке фассоных поверхностей координаты режущей кромки резца будут меняться, что будет приводить к погрешности обработки. Поэтому более правильно задавать координаты при контурной обработке для центра Рис.16
скругления вершины резца. Поэтому расчетная траектория движения резца будет представлять эквидистанту, отстоящую от поверхности детали на расстояние равное R.