

3 8 Система смены с магазином инструментов.
1 – станина;
2 – шпиндель;
3 – инструментальный магазин;
4 – автооператор;
5 – механизм захвата;
6 – механизм зажима.
Здесь возможны две системы смены инструментов.
1. отработавший инструмент и новый инструмент захватывается автооператором при его повороте. Механизм зажима отпускает инструмент, автооператор, выдвигаясь, меняет инструменты местами, далее срабатывает механизм захвата и зажима инструмента. Магазин встает в следующую позицию. В этом случае инструмент убирается в магазин согласно переходам в операции.
2. системы с кодированием инструментальных державок. Здесь инструментальные державки имеют кодовую часть, на которую в виде выступов и впадин записывается номер державки. С помощью путевых переключателей эта кодовая часть считывается. Каждый инструмент имеет свое гнездо в магазине.
В системах класса CNC возможно динамическое кодирование инструмента, т.е. ЭВМ запоминает в каком гнезде какой инструмент стоит.
По конструкции магазины могут быть дисковыми с радиальным расположением гнезд, барабанными с расположением инструмента по образующим барабана в несколько рядов. Кроме того, они могут быть цепными, прямоугольными, также пристаночными и приставными. Автооператор бывает одно и 2-х захватный.
Привод магазина может осуществляться 2 способами:
1. от общего распределительного вала с кулачками, это дает не дорогие, надежные, быстродействующие конструкции, но лишь при небольшом числе движений автооператора. При большом количестве конструкция становится слишком сложной.
2. может осуществляться от отдельного двигателя или гидроцилиндра. Ограничение по кинематике снимаются, но конструкция становится слишком сложной.
Подобные автооператоры работают медленнее кулачковых.
С уществуют
конструкции станков с магазином
инструментов, в которых функции
автооператора выполняет сам магазин.
уществуют
конструкции станков с магазином
инструментов, в которых функции
автооператора выполняет сам магазин.
Конструктивно такие станки проще, однако время смены инструмента больше.
1- инструмент в рабочей позиции;
2 – станина;
3 –стол станка;
4 – магазин инструментов.
Для смены инструментов магазин опускается вниз и захватывает отработавший инструмент, вытаскивает его, поворачивается, устанавливает новый, возвращается в исходное положение.
39 Механизмы захвата инструмента.
Их конструкция различна для токарных станков и станков с вращающимся инструментом.
Для токарных это, как правило, приспособление, имеющее Т-образный паз.
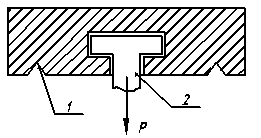
Сверху на приспособлении закрепляется либо резцедержатель, либо непосредственно резец с соответствующим приспособлением.
Пазы 1 требуются для точного базирования этого инструментального приспособления.
Т-образный захват 2 прижимает инструментальное приспособление к направляющим.
Для станков с вращающимся инструментом применяется оправка следующего вида.

Захват и зажим бывает, как правило, 2-х видов:
1. шариковый захват
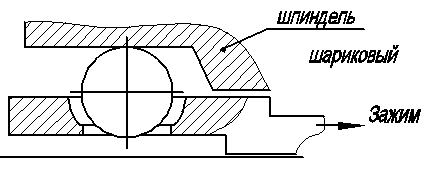
2. рычажный захват

Шариковые захваты имеют меньшие габариты, проще по конструкции, однако в них возникают большие контактные напряжения в местах касания шарика.
Рычажные захваты сложнее по конструкции, но могут обеспечивать существенно большую силу захвата.
В современных станках с ЧПУ предпочитают усилие зажима обеспечивать пружинами, чаще всего, тарельчатыми, а разжим оправок осуществляется, как правило, либо от электродвигателя, либо от приводов подач.
При этом исходят из того, что пружина надежнее, чем гидростанция. Усилие зажима сохраняется и после выключения станка. Обеспечивается более стабильное усилие зажима, а значит и более точные положения инструмента в шпинделе.
Преимущества систем с магазинами инструментов:
1. большое количество инструментов, иногда это 8-10, но, как правило, 24-32.
2. высокая точность получения межосевых расстояний.
3. высокая жесткость.
Недостатки:
1. большое время смены инструмента.
2. при смене инструмента он каждый раз встает с новой погрешностью, что, например, при расточке отверстия приводит к погрешности диаметра.
3. высокая сложность, а, следовательно, стоимость.
4. невысокая надежность. Однако для обрабатывающих центров такая конструкция системы смены инструмента является основной.