

29. Мультиплексоры
Мультиплексор – это комбинационное устройство, обеспечивающее передачу в желаемом порядке цифровой информации, поступающей по нескольким входам, на один выход.

Виды x1 и x2 – информационные входы, А – адресный вход.
Сигналы на адресный вход определяют, какой конкретный информационный канал подключён к выходу.
-
Адресный вход
y
0
x1
1
x2

Основой данной схемы являются две схемы совпадения на элементах «и», «или», «не», которые при логическом уровне 1 на одном из своих входов повторяют на выходе то, что есть на другом входе.
Мультиплексоры являются универсальными логическими устройствами, на основе которых создают различные комбинационные и последовательные схемы.
30
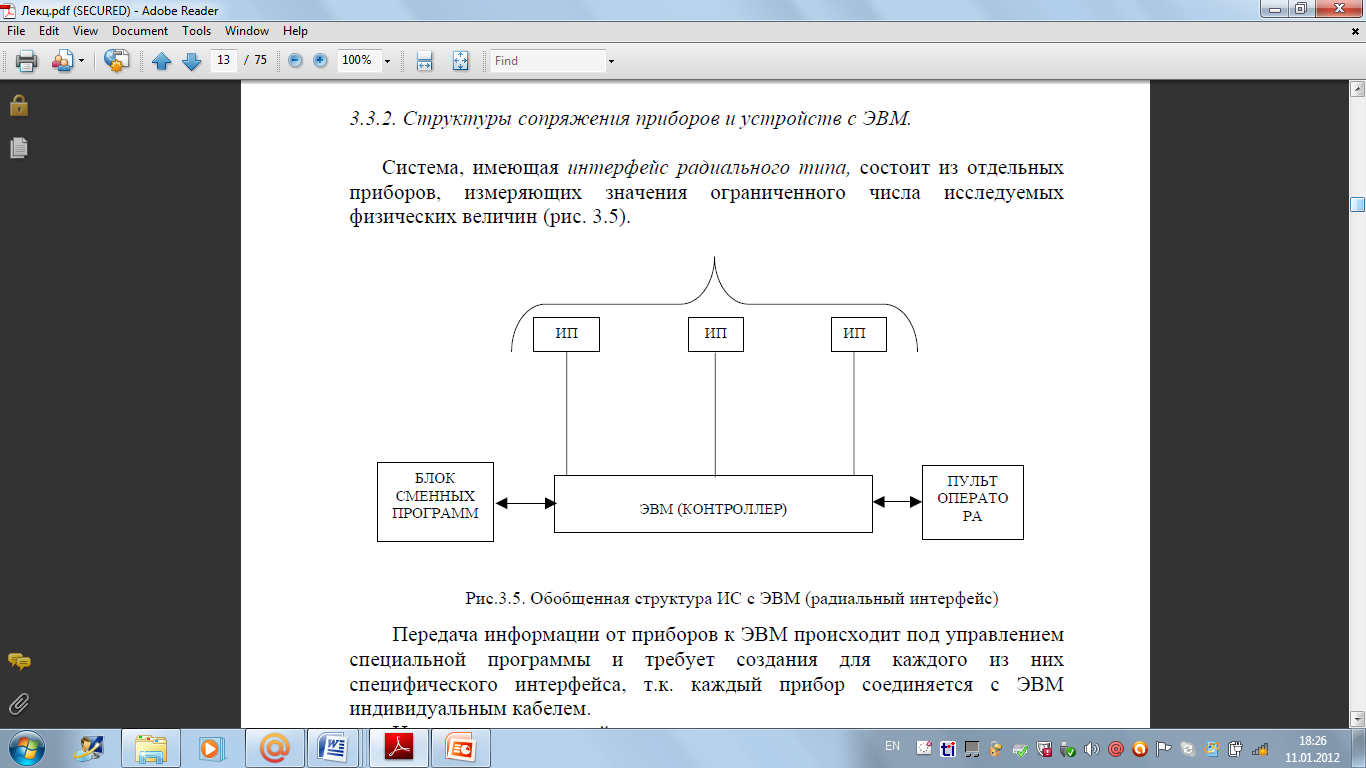
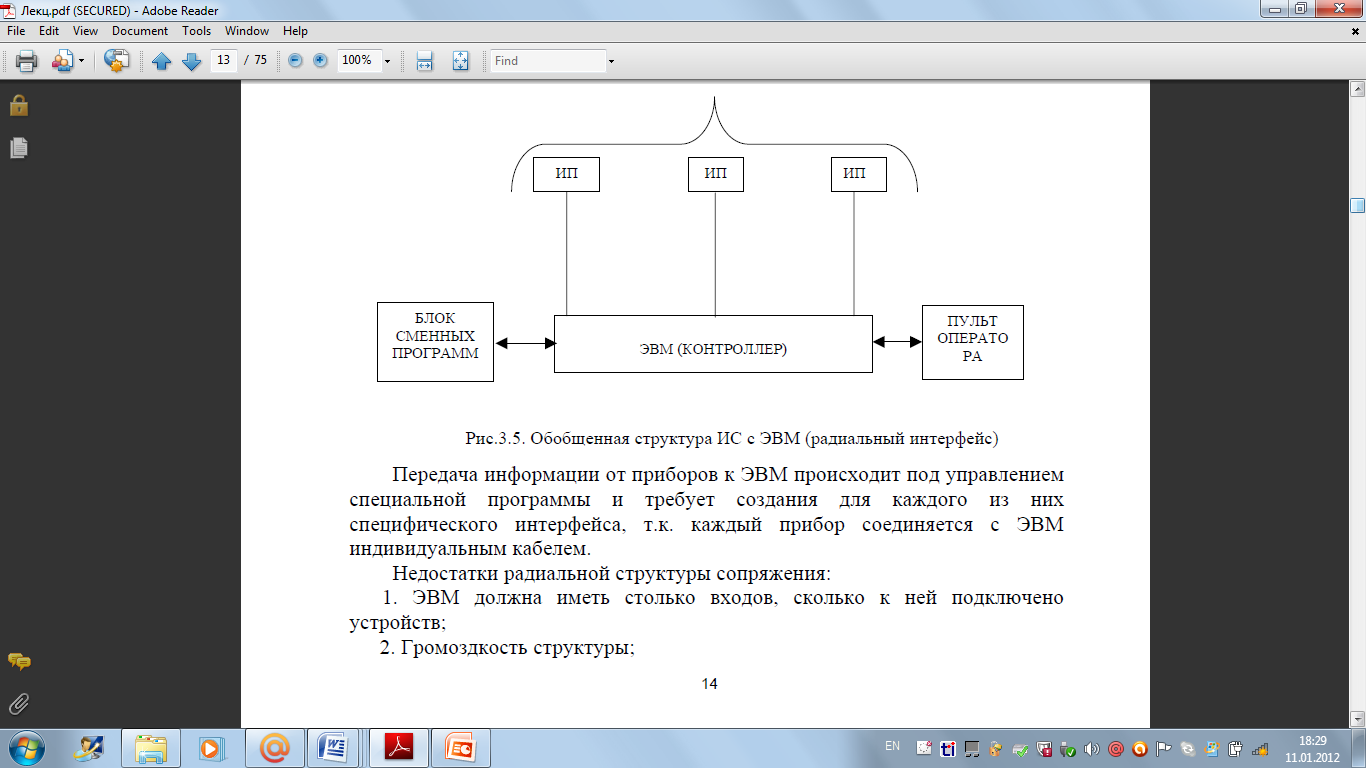

31) ИС – называется ИИС, предназначенная для измерения и хранения информации. ИС могут быть ближнего и дальнего действия.
Характеристика измерительных систем:
эффективность;
полнота выполнения функций;
достоверность;
надёжность;
быстродействие;
характеристики входов и выходов;
метрологические характеристики.
Эффективность – улучшение работы объекта при использовании системы.
Достоверность – относится к обобщённым характеристикам. Наиболее существенный фактор достоверности – точность измерения контролируемых параметров, глубина контроля, надёжность и помехоустойчивость в работе всех устройств.
С уменьшением достоверности возрастает вероятность неработоспособного состояния объекта контроля, измерения, управления.
Надёжность – критерии надёжности и их чисел. Характеристики выбираются с учётом особенностей ИС и характера решаемых задач.
С целью уменьшения влияния надежности наработки системы используются два метода самоконтроля ИС:
– программный;
– схемный.
Программный метод основан на использовании заранее обработанных программ или тестов.
Схемный метод требует дополнительного оборудования для проверки.
Быстродействие – характеризуется средним временем выполнения операции. Для циклических систем быстродействие характеризуется временем цикла (tц). Во многих случаях при определении быстродействия необходимо учитывать среднее время выполнения вспомогательных операций (tвсп).
Быстродействие в ряде случаев удобно характеризовать информационным критерием.
Характеристики входов и выходов – включают в себя перечень и данные входов в системы, а также характеристики устройств отображения информации.
Характеристики технических средств – включают в себя данные элементной базы типа готовых блоков устройств и вспомогательного оборудования, а также условия эксплуатации системы
32) контролем при использовании 100% продукции.
Внедрение и применение бесконтактных измерительных преобразователей, что позволяет контролировать детали на ходу.
Использование бесконтактных датчиков и сенсорных устройств как измерительных компонентов автоматизированных систем контроля с обратной связью, что позволяет сократить количество брака и повысить уровень качества изделия.
Сокращение полного времени изготовления детали.
Повышение уровня знаний обслуживающего персонала
Схема ЭВМ
33) Цели автоматизации
Научные Технические Экономические Социальные
1. Повышение эффек– 1. Повышение каче- 1. Экономия трудо- 1. Повышение
тивности и качества ства продукции за вых ресурсов за счет интеллектуального
научных результатов за счет повторяемости замены труда чело- потенциала за счет
счет более полного операций, увеличе- века трудом маши- поручения рутин-
исследования моделей ния числа измере- ны. ных операций ма-
ний и получения шине.
2. Повышение точности более полных дан- 2. Сокращение за-
и достоверности ных о свойствах трат в промыш- 2.Ликвидация слу-
результатов исследова- изделий. ленности за счет чаев занятости пер-
ний за счет оптимиза- уменьшения тру- сонала операций в
ции эксперимента. 2. Повышение на- доемкости работ. нежелательных
дежности изделий условиях.
За счет получения
Более полных данных
О процессах старения
И их предшественнках.
3.Получение качествен- 3. Повышение про-
но новых научных ре– изводительности 3. Освобождение
зультатов, невозмож- труда на основе человека от тяже-
ных без ЭВМ. оптимального рас- лого физического
пределения работ труда и исполь-
между человеком и зование сэконом-
машиной и ликвида- ленного времени
ции неполной для удовлетворения
загрузки при эпизо- духовных потреб-
дическом обслужи- ностей.
вании объекта.
34) Создание АС осуществляется в плановом порядке в соответствие с Действующими положениями и нормативными актами. Для вновь строящихся, реконструированных, расширяющихся, технически-перевооружаемых и др. объектов автоматизации, для которых предусматриваются работы по кап. строительству, создание АС включается в планы и в проекты по этому виду работ.
Работы по созданию АС на действующих объектах выполняются на основании договоров.
Планирование и разработку АС осуществляют аналогично правилам, установленным для продукции единичного производства. ТЗ на создание АС является основным документом, определяющим порядок создания и требования к АС. Разработку АС и её приёмку проводят в соответствии с ТЗ. Создание АС осуществляют специализированные научные институты, проектно-конструкторские организации в соответствии с ТЗ.
При созданных АС обращают внимание на следующее:
Интеграцию экономических и инородных процессов, технических, программных и организационно-методических средств.
Развитие системного и программно-целевого подхода, планирование и автоматизация работы объекта в процессе получения и обработки информации на объекте автоматизации.
Углубление взаимодействия человек и вычислительной техники на основе диалоговых методов и средств, автоматизирующих рабочих мест и интеллектуальных терминалов.
Построение сетей ЭВМ на базе неоднородных вычислительных средств.
Индустриализация процессов создания АС, развития САПР и _ типовых элементов АС.
Построение информационного фонда в виде распределённой по объектам и уровням иерархии автоматизированной базы данных.
Минимизация документооборота, замену его передачей текущей информации по каналам связи и представление её на устройствах отображения.
Максимальная автоматизация, формирование первичных исходных сведений.
Создание гибких систем управления, способных адаптироваться к изменяющимся условиям производства.
35) Дешифратор – это комбинационное устройство, преобразующее n-разрядный двоичный код в логический сигнал, появляющийся на том выходе, десятичный номер которого соответствует двоичному коду.
Число входов и выходов связано соотношением:

где n – число входов;
m – число выходов.
Дешифратор имеет четыре прямые входа А1–А8, их называют адресными. Цифры определяют значения активного уровня (1) в соответствующем разряде двоичного числа.
Дешифратор
имеет 10 инверсных выходов
 .
Цифры здесь определяют десятичное
число, в которое переводится код.
.
Цифры здесь определяют десятичное
число, в которое переводится код.
Значение активного уровня имеет тот выход, номер которого равен десятичному числу, определяемому двоичным числом на входе.
Дешифратор применяют для построения различных комбинационных устройств.
37)
Максимальное напряжение: Umax – входное для АЦП, выходное для ЦАП.
Число разрядов кода n.
Разрешающая способность:

где
 – максимальный вес входного кода
– максимальный вес входного кода
Относительное значение разрешающей способности:
 ,
,
Погрешность преобразования:
– абсолютная:

– относительная:

38) шифратор с приоритетом. В таких шифраторах код двоичного числа соответствует наивысшему номеру кода, на который подан сигнал, т.е. на приоритетный шифратор допускается подавать сигналы на несколько входов, а он выставляет на выходе код числа, соответствующего старшему входу.
Если на всех входах логическая единица, то на всех выходах также единица, что соответствует числу «0» в инверсном входе (1111). Если хотя бы на одном входе имеется логический ноль, то состояние входных сигналов определяется наибольшем номером входа, на котором имеется логический ноль, и не зависит от сигналов на выходе, имеющих меньший номер.
39) Выбор точности.
Применение средств контроля приводит к уменьшению конструкторского
(табличного допуска) Т на изготовление детали (рис. 4.1а). Допуск Т
оставался бы неизменным при контроле, если бы контрольное СИ было
идеально выполнено и настроено на границы поля допуска Е1 и Е2.В
действительности всегда возникает метрологическая ошибка измерения
±∆мет. Чтобы ни одна из бракованных деталей не была признана ошибочно
годной, необходимо уменьшить допуск Т до значения технологического
допуска (рис 4.1б)
Ттех = Т - 4 ∆мет. (1)
Чтобы не сужать производственный допуск и не увеличивать стоимость
изделия, необходимо либо уменьшить допускаемую ошибку ∆мет., либо
сместить настройку (установить приемочные границы ) вне поля допуска
(рис. 4.1в), расширяя его до гарантированного значения Тг.
Конкретное сочетание ошибки измерения и измеряемого параметра
является событием случайным. С учетом закона нормального распределения
обеих составляющих, можно записать:
T = Tтех + (2∆ мет ) (2)
Анализ формул (1) и (2) показывает, что, если 2 ∆мет./Т ≈ 0,1, то
практически весь допуск отводится на компенсацию технологических
ошибок, так как при этом
Ттех / Т = 0,9…0.995.
Согласно ГОСТ 8.051-81 пределы допускаемых ошибок измерения для
диапазона 1 – 500 мм колеблются от 20% до 35% табличного допуска.
Ошибка измерения включает как случайные, так и систематические ошибки
(поправки) измерительных средств, установочных мер, элементов
базирования и т.д.
Принцип инверсий устанавливает связь между технологическим
процессом, процессом контроля и выполнением функций при эксплуатации.
Параметры детали при эксплуатации соответствуют установленным
значениям, лишь когда все три фазы ее прохождения (изготовление,
контроль, функционирование) изучаются и учитываются совместно. Таким
образом, точность необходимо ограничивать, исходя из функционального
назначения детали; схема технологического формообразования должна
соответствовать схеме ее функционирования, а схема контроля – учитывать
обе последние схемы.
Выбранный метод и схему измерения считают обоснованными, если
условия контроля соответствуют условиям эксплуатации и
формообразования детали, а именно: траектория движения при контроле
соответствует траектории движения при эксплуатации и формообразовании;
линия измерения совпадает с направлением рабочего усилия при
эксплуатации; метрологическая, конструкторская и технологическая базы
совпадают с рабочими; физические свойства образцовой детали подобны
свойствам контролируемой и т. д.
Соответствие процесса контроля принципу инверсии позволяет более
полно обеспечить качественные показатели при эксплуатации.
Например, после изготовления ступенчатого вала редуктора необходимо
выбрать схему контроля радиального биения поверхности А детали Д с
помощью датчика П (рис. 4.3). В качестве метрологических баз следует
выбрать поверхности В и В/ , поскольку по ним происходит контакт вала а
подшипниками. Выбор других баз ( С-С/ ; Д-Д/ ) приведет к дополнительным
ошибкам, вызванным отклонением от соосности этих элементов
относительно В-В/. В осевом направлении в качестве базирующего элемента
следует выбрать поверхность Е ( а не С или С/), поскольку она определяет
осевое положение вала.( от нее и линейные размеры следует проставлять).
При вращательном движении вала в процессе измерения его траектория
соответствует траектории движения при эксплуатации.
Принцип Тейлора
При наличии отклонений формы и взаимного расположения
геометрических элементов сложных деталей в соответствии с принципом
Тейлора надежное определение соответствия размеров всего профиля
предписанным предельным значениям, возможно лишь в том случае, если
определяются значения проходного и непроходного пределов.
Следовательно, любое изделие должно быть проконтролировано по
крайней мере дважды – по двум схемам контроля: с помощью проходного и
непроходного калибров. Подавляющее большинство средств контроля имеют
точечный контакт с контролируемым изделием и осуществляют локальный
контроль размеров в одном или нескольких сечениях. Контроль значительно
усложняется, если к недопустимости попадания в годные бракованных
изделий по непроходному пределу предъявляются повышенные требования.
В этих случаях либо используют двух- или трехкоординатные машины, либо
применяют устройства, обеспечивающие последовательный непрерывный
контроль с заданным шагом текущего размера детали.
Принцип Аббе
Минимальные ошибки измерения возникают, если контролируемый
геометрический элемент и элемент сравнения находятся на одной линии –
линии измерения. Этот принцип справедлив для поступательно
перемещающихся звеньев. Последовательное расположение
контролируемого и образцового элемента по одной линии приводит к
увеличению габаритных размеров СИ, поэтому в ряде случаев применяютпараллельное расположение сравнительных элементов, но и тогда нужно соблюдать условия, при которых ошибки измерения минимальны.
40) Документация на АС – это комплект взаимосвязанных документов, полностью определяющих технические требования к АС, проектные и организационные решения по созданию и функционированию АС.
Виды документации
Приёмочная документация на АС – документация, фиксирующая сведения, подтверждающие готовность АС к приёмке её в эксплуатацию, соответствие АС требованиям НД.
Техническое задание – документ, оформляющий в установленном порядке и определяющий цели создания АС, требования к АС и основные исходные данные, необходимые для разработки АС, а также план-график создания АС.
Технический проект – комплект проектных документов на автоматизацию системы, разрабатываемый на стадии «технический проект», утверждённый в установленной порядке, содержащий основные проектные решения по системе, всем видам обеспечения АС, достаточной для разработки рабочей документации на АС.
Рабочая документация на АС – комплект проектных документов, разрабатываемый на стадии «рабочая документация», содержащий взаимоувязывающие решения по системе в целом, её функциям, всем видам обеспечения АС достаточной для комплектации, монтажа, наладки и функционирования АС, её проверки и обеспечения работоспособности.
Эксплуатационная функция на АС – часть рабочей документации на АС, предназначенная для использования при эксплуатации системы, определяющая правила действия персонала и пользователей системы при её функционировании и проверке и обеспечении её работоспособности.
Технорабочий проект – комплект проектных документов на АС, утверждённый в рабочем порядке и содержащий решения в объёме технического проекта и рабочей документации на АС.