

17. Динамика (механика) процесса резания
6.1. Силы, действующие на резец (свободное резание)
Известно, что возникающие в процессе обработки силы резания определяют нагружу системы СПИД, температуру резания, стойкость режущего инструмента, точность обработки, производительность и потребную мощность[5,8,11].
На переднюю поверхность действуют силы стружкообразования нормальная ;V, и касательная Ft к передней поверхности инструмента (рис. 6.1).
Силы на передней поверхности при снятии толстых стружек значительны и зависят в большей степени от свойств материала и геометрии инструмента. Силы на задней поверхности при обработке острым резцом невелики. В случае снятия тонких стружек силы на задней поверхности могут превосходить силы на передней поверхности. Силы на задней поверхности сильно зависят от площадки износа.
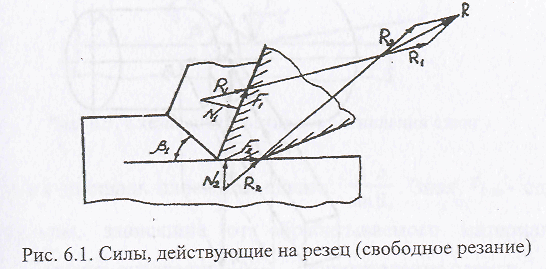
Зная нормальные и касательные силы, можно определить величин}' и направление равнодействующих сил Л, и R2 ■
Причём
F^Nrft; (6-1)
F2=N2~M], (6.2)
где и и цх - соответственно коэффициенты трения стружки о переднюю поверхность инструмента ц и обрабатываемой детали о заднюю поверхность резца щ.
Зная величины и направления равнодействующих Я} и R2. можно
определить суммарную равнодействующую R (рис. 6.1).
6.2. Равнодействующая сил резания (несвободное резание)
Условно принимаем за равнодействующую силу R, которую раскладываем на три составляющие (рис. 6.2):
■ -Р.-тангенциальная составляющая силы резания. Она определяет
крутящий момент.
■ Ру -радиальная составляющая, она стремится изогнуть заготовку,
а резец оттолкнуть от заготовки (источник вибраций).
■ Рх -осевая составляющая. Действует против подачи и служит для расчета механизма подачи станка, так как механизм подачи должен Преодолеть ее вместе с силами трения на направляющих станка.
При обработке конструкционных сталей (сталь 45) существует такая зависимость, что Рг:Ру:Рх='\' 0,4 : 0,25

Поэтому, имея в виду соотношения ft и Л и учитывая, что изменение силы резания вследствие неоднородности обрабатываемого материала и режущих свойств инструмента часто превышает 5-10%, то силу резания можно принимать приближенно равной Р,.
Однако соотношение между силами не остается постоянным и зависит от условий резания (геометрии резца и его износа, элементов режима резания, свойств обрабатываемого материала и т.д.). Например, при обработке сплава ХН70ВМТЮ резцом ВК6М (/=0,5; SH),1G мм/об) Рг: Ру: Рх = 1:2,06:0,72[16].
19,Формулы для определения сил резания. Первый закон резания
В настоящее время для практических расчетов сил резания рекомендуются следующие формулы:

![]() постоянные,
зависящие от обрабатываемого
постоянные,
зависящие от обрабатываемого
материала;
хР и уР - показатели степени, зависящие от условий работы.
![]()
При всей простоте формула (6.18) даё'т принципиально правильную зависимость силы Рг от величины среза. Сила резания Р. растет пропорционально ширине Ъ или глубине резания ( и в меньшей (мере) степени с увеличением, толщины среза а или подачи s. Тонкая стружка лучше прогревается и деформируется и поэтому усадка ее выше по сравнению с толстой стружкой; здесь также сказывается большой угол резания самой режущей кромки при наличии достаточного по величине ее радиуса закругления [5].
Следовательно, с точки зрения нагрузки на режущий инструмент и удельного расхода энергии выгоднее работать с большей подачей (Первый закон резания).
На основе первого закона резания в осуществляется силовое резание- точение с максимально возможными подачами, даже за счет снижения глубины резания (по методу Колесова).
В самом деле, удельная сила резания
![]()
С повышением подачи происходит уменьшение удельной силы резания.