

2425Влияние различных факторов на среднюю температуру контакта. Второй закон резания
При рассмотрении вопроса о влиянии различных факторов на среднюю температуру контакта речь будет идти о температуре, измеренной естественной термопарой. Как правило, температура на передней поверхности резца выше, нежели на задней (рис. 8.3). Однако температура изношенного резца часто выше, чем на передней.

Рис. 8.3. Эпюры распределения температуры на передней и задней
поверхности инструмента: h, - величина износа по задней поверхности; с — длина контакта стружки с передней поверхностью резца
Температура, осреднённая для передней и задней поверхности, называется средней температурой контакта. Если через ^n.cF и ^з.ср обозначить средние температуры на площадках контакта, то средняя температура резания (контакта) определится по формуле
где с и h3 соответственно площадки контакта резца со стружкой (с) и деталью (h3.
На температуру резания оказывают влияние следующие факторы:
• обрабатываемый материал;
• инструментальный материал;
• элементы режима резания;
• геометрия режущей части инструмента;
• сечение тела резца;
• СОТС;
• габариты детали.
![]()
Причём х > у > z, а переменная х никогда не равна 1, х < 1. Коэффициент Св - зависит от физико-механических свойств обрабатываемого материала, геометрических параметров инструмента, применяемых СОТС.
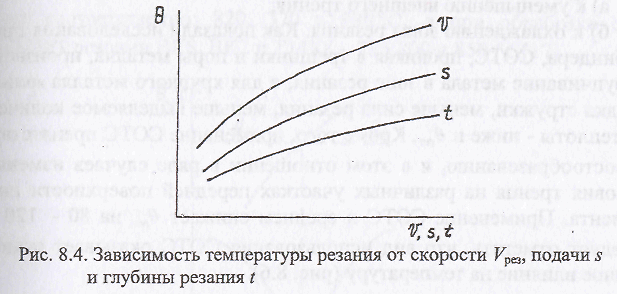
Из элементов режима резания наибольшее влияние оказывает VXi (рис. S.4), Однако температура резания повышается с увеличением У^ непропорционально, поскольку с ростом *v, уменьшается пластическая деформация, а следовательно, и количество тепла, образующегося в результате деформации.
Температура резания повышается так же непропорционально глубине резания t и подаче s.
С увеличением t увеличивается работа резания, а следовательно, й количество тепла, но одновременно с этим увеличивается активная длина режущей кромки инструмента, что улучшает теплоотвод.
С увеличением .? увеличивается количество тепла, но рост силы отстает от роста подачи. Кроме того, с увеличением s увеличивается ширина контакта с передней поверхностью, что улучшает условия теллоотвода. Следует отметить, что s в большей мере влияет на температуру, чем г.Это объясняется тем, что с увеличением t теплоотвод лучше, чем с увеличением s. Этот факт лежит в основе II закона резания.
"С точки зрения температурного режима работать нужно но больших глубинах, даже за счет снижения подачи" (Второй закон резания).
Физические причины износа инструмента.
В настоящее время большинство исследователей считают, что режущий инструмент подвергается различным по природе видам износа -абразивному, адгезионному, диффузионному, химическому, термическому, электрическому и прочим. В зависимости от условий резания превалирующим может;- быть один вид износа или же инструмент подвергается одновременно действию различных видов изно-са. Абразивный износ (абразивно-механический)Одним из видов износа режущего инструмента является абразивный износ, который в отдельных случаях может иметь основное значение. Механизм абразивного износа состоит в том, что твердые включения обрабатываемого материала ( NijTi; Ni3(Al,Ti) и др.), внедряясь в контактные поверхности инструмента, царапают эти поверхности, действуя как микроскопические резцы. Наиболее сильно абразивный износ проявляется в том случае, когда твердость режущей части инструмента в процессе резания невелика.Термический износ
Этому износу больше всего подвергаются быстрорежущие инструменты. При температуре в зоне резания выше температуры красностойкости происходит термический износ.Окислительные процессыГипотеза окислительного изнашивания основывается на известном факте коррозии твердых сплавов при нагреве их в среде кислорода и отсутствии изменения свойств поверхностных слоев сплавов при нагреве их в инертных газах (аргон, азот, гелий). Окисление может служип. как защитой интенсивного износа, так и причиной интенсивного износа; все зависит от того, какие образуются окислы. В ряде случаев окислы приводят к довольно сильному повышению стойкости инструмента. Хрупкий износ
Хрупкому износу подвергаются твердосплавные инструменты, алмазы, минералокерамика, керметы. Вследствие неравномерного строения, твердости, зернистости; вследствие вибраций в процессе резания часто происходит выкрашивание, осыпание лезвия. Хрупкому износу может способствовать истирание связки. Он проявляется главным образом в зоне низких скоростей резания.
Адгезионный износАдгезия - схватывание (слипание, сваривание ).В процессе резания между инструментом и деталью имеются условия для образования адгезионного схватывания. Для этого необходимо, чтобы поверхности были ювенильно чистыми и были приведены в очень плотный контакт, т.е. чтобы начали действовать межмолекулярные силы. Таким образом, силы адгезии возникают как результат межмолекулярного взаимодействия между твердыми телами.
Вследствие высоких контактных давлений в точках соприкосновения выступов фактических площадок контакта инструментов, стружки и поверхности резания, развиваются локальные пластические деформации с высокой температурой. В результате этого происходит соприкосновение химически чистых участков обрабатываемого и инструментального материалов и их взаимное схватывание с образованием очагов мостиков схватывания. Разрушение происходит под поверхностью контакта в обрабатываемом металле детали, как менее прочном из материалов контактируемой пары. По мнению профессора Зорена Н.Н., периодически повторяющиеся схватывание и разрушение адгезионных соединений вызывают циклическое нагружение поверхностного слоя инструментального материала. По сравнению с обрабатываемым металлом материал режущей части инструмента является более хрупким и указанный характер нагружения (т.е. циклический) приводит к его локальному разрушению. Вырванные с контактных поверхностей инструмента объемы инструментального материала уносятся стружкой, а на контактных поверхностях образуются кратеры и борозды. Масса инструментального материала, удаленного с контактных поверхностей инструмента на единицу пути резания, зависит от прочности и твердости обрабатываемого металла.
Адгезионный износ инструмента можно уменьшить, применяя жидкости, создающие на контактных поверхностях защитные пленки, уменьшающие силы адгезии и препятствующие схватыванию обрабатываемого и инструментального материалов.Диффузионный износИсследования, проведенные проф. Лоладзе Т.Н., Казаковым Н.Ф., Талантовым Ы.В. и др. исследователями, показали, что интенсивность износа твердосплавного инструмента может происходить из-за взаимной диффузии инструментального и обрабатываемого материалов, т.е. при высоких температурах (более 800°С) происходит диффузионное растворение инструментального материала в обрабатываемом. Исследования диффузии в твердых телах показал, что в металлах способны диффундировать те элементы, которые в них растворяются.
L ^. компоненты твердого сплава диффундируют в обрабаты-
ваемый металл с различной скоростью.