

606162636465Абразивная обработка
Шлифование представляет собой операцию обработки поверхности заготовки абразивным инструментом.Под абразивными понимаются материалы естественного или искусственного происхождения, зерна которых обладают высокой твердостью и способностью резания. Абразивные инструменты могут быть изготовлены со связанными зернами (шлифовальные круги, головки, сегменты, бруски, шкурки) и в виде несвязанных, свободных зерен (пасты, суспензии, порошки). Абразивные инструменты характеризуются материалом зерен и их величиной, видом связки, твердостью, структурой, формой и размерами.Алмазные круги и бруски дополнительно характеризуются конструкцией и маркой алмазов.19.1. Абразивные материалы и инструментыАбразивные материалы делятся на искусственные (синтетические) и естественные (природные). Более широкое применение в промышленности в настоящее время имеют искусственные абразивные материалы: электрокорунд, карбид кремния (карборунд), карбид бора, синтетические алмазы, кубический нитрид бора (эльбор).Связующие вещества (связки): неорганические (керамическая, магнезиальная и силикатная); органические (бакелитовая, глифталие-вая, вулканитовая); металлические (порошки меди, алюминия, олова и др.).19.3, Виды шлифования. Элементы режима резания при шлифованииНаиболее распространенными видами шлифования являются круглое наружное и внутреннее, плоское, бесцентровые наружное и внутреннее, фасонное, зубошлифованис и резьбошлифование. Процесс шлифования обычно осуществляется при помощи трех движений: вращения шлифовального круга, вращении или возвратно-поступательного движения обрабатываемой детали и движения подачи, осуществляемого кругом или обрабатываемой деталью.Скоростью резания при шлифовании является скорость вращения шлифовального круга ¥кСуществуют три способа наружного круглого шлифования: с продольной подачей, шлифование за один проход - глубинное; методом врезания (рис. \9Л,а,б,в).
![]()
Шлифование с продольной подачей (рис. 19.1,д) применяют при обработке относительно длинных (нежестких) деталей. Глубина реза-н№ равная поперечной подаче, измеряется за время двойного продольного хода детали. При черновом шлифовании стали ;^0.01 -0.07мм/дв.ход; при чистовом t = 0.005-0.02мм/д<исод. Величина продольной подачи выбирается в зависимости от ширины круга 3. Для чернового шлифования s = (0.3 - 0.85)в, для чистового s = (0.2 - ОЗ)В, мм/об.
Шлифование глубинное применяется при обработке жестких относительно коротких деталей. Припуск в данном случае снимается за один проход. Подачам = 1...6мм/об. Чем больше диаметр обработки,-. тем больше подача.
Шлифование методом врезания применяется при обработке деталей относительно малой длины, особенно при шлифовании фасонных поверхностей. Поперечную подачу / принимают 0,02 - 0,07 мм /об. >Внутреннее шлифование (рис. 19.2)При внутреннем шлифовании круг и деталь вращаются в разные стороны.
Скорость резания определяется так же, как скорость вращения круга, хотя действительная скорость резания больше скорости круга на величину V д вращения детали. Учитывая, что скорость вращения детали во много раз меньше скорости круга, ее в расчет не принимают.
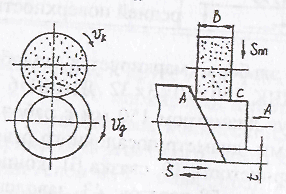
Плоское шлифование {рис. 19.3)

Плоское шлифование осуществляется периферией круга и торцом.Применяется при обработке нежестких и массивных деталей.
Для плоского шлифования t выбирается в зависимости от толщины обрабатываемой детали в пределах 0,05 - 0,1 мм.Бесцентровое шлифование (рис. 19.4)
Бесцентровое шлифование может применяться для обработки как внутренних, так и наружных поверхностей, осуществляться на проход и до упора [3]. Рассмотрим некоторые основные принципиальные особенности процесса бесцентрового шлифования на примере обработки наружной поверхности гладкого цилиндрического валика

Деталь 2 помещается на опорном ноже 4 между двумя кругами / и 3, вращающимися с разными скоростями. Рабочий круг 1 осуществляет процесс резания, а ведущий круг 3 обеспечивает вращательное и поступательное движение детали за счёт разворота его оси относительно оси рабочего круга на угол а= 1...5". Ось детали устанавливается выше осей кругов на h - (ОД...0,3) d, где d- диаметр детали. Большее значение h берётся при обработке деталей меньшего диаметра.Рабочий круг вращается со скоростью 30...35 м/с, ведущий -15...30 м/мин. В результате разных скоростей вращения кругов тре-^ ние между ведущим кругом и деталью значительно больше окружной силы резания, что обеспечивает вращательное движение детали. Для увеличения силы трения ведущий круг изготовляется на вулканито-вой связке зернистостыо 10... 12 и твёрдостью СТ2-Т1.19.4. Процесс резания при шлифованииПри шлифовании толщина среза измеряется сотыми и тысячными долями мм. Процесс стружкообразования при снятии тонких стружекв значительной мере определяется отношением К = —, где а - толщина среза; р - радиус округления лезвия.Чем больше К, тем в более благоприятных условиях протекает процесс стружкообразования и становится сходным с процессом стружкообразования при снятии толстых стружек. Наибольшее влияние на процесс стружкообразования оказывает толщина среза, т.к она опред удельную силовую нагрузку на абразивное зерно и износ круга. В круге режущие зерна расположены хаотически.При шлифов абразивные зерна выступ на разную величину, поэтому чем больше t тем большее кол-во зерен участвует в работе и большее число царапин происходит в 1 времени.19.6. Износ и стойкость абразивного инструментаВ зависимости от условий шлифования круг может работать как в режиме затупления^ так и в режиме самозатачивания. Под самозатачиванием понимается способность круга обновлять свою рабочую поверхность под влиянием сил резания. Если поры круга в процессе шлифования забиваются стружкой и частицами износа, то круг теряет, свои режущие свойства еще до того, как его зерна затупятся, и пределом стойкости круга является процесс «засаливания» круга, т.е. забивание пор стружкой. Когда же круг не «засаливается», то его стойкость лимитируется затуплением зерен. Самозатачивание круга наступает тогда, когда нагрузка и другие условия работы становятся такими, что зерна раскалываются, образуя новые острые выступы. В дальнейшем силы, действующие на зерно, увеличиваются .и зерно удаляется.В различных условиях обработки абразивный инструмент подвергается следующим видам износа: хрупкому, адгезионному, диффузионному и абразивному. В зависимости от конкретных условий шлифования могут происходить все виды износа инструмента или один вид является преобладающим.
При работе изношенным кругом возрастают усилие и температура резания, появляются вибрации, что ухудшает качество обработанной поверхности.Для исправления геометрической формы круга и восстановления его режущей способности применяют правку, чаще всего алмазным инструментом (карандаши, ролики и т.д.). При правках удаляется более 60 - 70% рабочего объема круга. Время работы абразивного инструмента между двумя правками характеризует его стойкость.В зависимости от точности, чистоты обрабатанной поверхности и режима резания стойкость кругов колеблется от 300 - 2400 с.
19.7. Назначение режимов резания при шлифовании1. Выбирают характеристику шлифовального круга в зависимости от данных условий шлифования.2. Находят глубину резания (поперечную подачу).3. Определяют скорость вращения обрабатываемой детали с учетом твердости обрабатываемого материала, точности обработки, твердости шлифовального круга и т.д.
4. Подсчитанное число оборотов детали корректируют по станку и затем определяют действительную скорость вращения детали.
5. Определяют продольную и минутную подачи.
6. Выбирают скорость вращения шлифовального круга (скорость резания) с учетом жесткости станка и прочности шлифовального круга. По выбранной скорости определяют число оборотов шпинделя и корректируют по станку.
7. Определяют силу Рг и мощность, потребную на шлифование. Шлифовальные круги перед установкой на станок должны быть
отбалансированы и испытаны на прочность при окружной скорости, в 1,5 раза превышающей рабочую скорость. 8. Определяют машинное время
где L ~ длина шлифования; h - пршгуск на сторону; пг - число оборотов заготовки; sg - долевая подача;
В - ширина круга;