

454849Сверление
Сверление - один из старейших и наиболее распространенных методов получения сквозных и глухих отверстий. Точность обработки отверстий соответствует примерно (JTll ~ JTJ2). На заводах массового производства сверлильные станки составляют примерно 20 -25% общего станочного парка[5].
Процесс сверления совершается при двух совместных движениях: вращении сверла (или детали) вокруг оси отверстия - главное движение и поступательном движении сверла вдоль оси - движение подачи. При работе на сверлильном станке сверло совершает оба движения: вращательное вокруг своей оси и поступательное вдоль оси; заготовка при этом закрепляется на столе неподвижно.
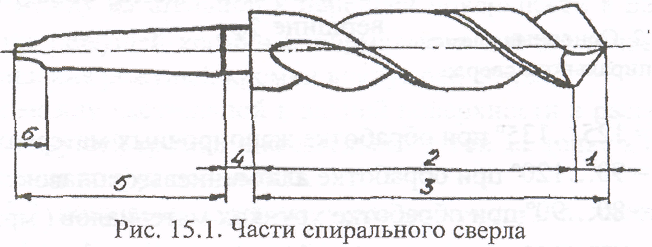
Конструкция и элементы спирального сверла. У спирального сверла различают следующие части (рис. 15.1);
1 - режущую часть сверла, заточенную на конус;
2 - направляющую часть сверла, обеспечивающую направление в процессе сверления;
3 - рабочую часть сверла, состоящую из режущей и направляющей частей сверла;
4 - шейку;
5 - хвостовик - для закрепления и передачи крутящего момента;
6 - лапку - для выбивания из отверстия шпинделя;
О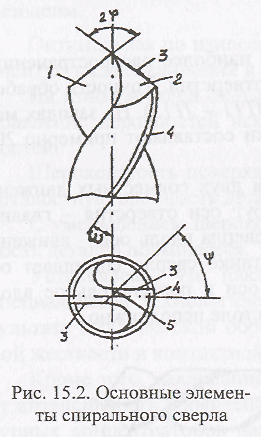 сновными
элементами спирального сверла являются:
сновными
элементами спирального сверла являются:
1 - передняя поверхность - винтовая поверхность, по которой сходит стружка (рис. 15.2);
2 - задняя поверхность, обращенная к поверхности резания;
3 - режущая кромка - линия, образованная пересечением передней и задней поверхностей; главных режущих кромок у сверла - две;
4 - ленточка - обеспечивает сверлу направление при резании;
5 — поперечная кромка (перемычка). Две режущие кромки, расположенные
на режущей части, образуют угол при вершине 2<р;
1<р = 125...135° при обработке жаропрочных материалов;
2<р =90... 120° при обработке алюминиевых сплавов;
2(0 =80...90° при обработке хрупких материалов (мрамор и т.д.);
у/ - угол наклона поперечной кромки; при правильной заточке
у/ = 50. ..55°.
w - угол наклона стружечной канавки (от 18" до 30°).
С увеличением еа уменьшается прочность сверла. Обычно
w=30".
15.1.2, Геометрические параметры режущей части сверла.
Углы режущих кромок сверла можно рассматривать двояко: в статическом положении и в процессе резания. На рис.15.3 показаны для произвольной точки А углы режущей кромки сверла в двух сечениях в плоскости N-N, нормальной к режущей кромке, и в плоскости О -О, касательной к цилиндрической поверхности, на которой лежит рассматриваемая точка. Передний угол у сверла рассматривается в плоскости N — N,a задний угол а и угол со - в плоскости О —О.

у - угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла.
а — угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла.
15.1.5. Деформации, износ сверла и тепловые явления при сверлении. В результате увеличения угла резания от периферии к центру деформация стружки вдоль лезвия по направлению к центру увеличивается. На перемычке деформации еще значительнее, так как углы резания становятся отрицательными (тупыми). Скорость резания на основных лезвиях возрастает от перемычки к периферии в несколько раз. Все это приводит к различным условиям резания: деформации, усадке, износу, трению, тепловыделению и т.д. При сверлении наблюдается и наростообразование, так как при сверлении на быстроходных станках (лри диаметре сверла в среднем 10 - 20 мм) V * 30 - 50 м/мин (0,5 - I м/с).
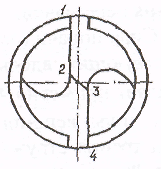
Наибольшее напряжение, теплообразование и температура концентрируются в местах перемычки (2,3) и на периферии (1,4) (рис. ] 5.7). Эти четыре места наименее износостойкие.
Так как при сверлении скорость резания и подача невелики (ограничены станком), температура вообще ниже, чем при точении. Те-плоотводящие же контуры больше, чем при точении. Несмотря на это, роль СОТС огромна. СОТС уменьшает трение, предотвращает налипание частиц металла к передней и задней поверхностям сверла и т.д.
15.1.6- Силы резания и крутящий момент при сверлении. Процесс резания при сверлении имеет много общего с процессом точения. Сверление сопровождается теми же физическими явлениями: тепловыделением, усадкой стружки, паростообразованием и т.д. Вместе с тем процесс сверления имеет свои особенности. Так, образование стружки происходит в более тяжелых условиях, чем при точении. При сверлении затруднен выход стружки и подвод СОТС. Кроме того, угол и скорость резания являются переменными по длине лезвия величинами. Это создает неодинаковые условия работы для различных точек лезвия.
Процесс стружкообразования при сверлении осуществляется в результате двух движений: вращения сверла и перемещения сверла. Рассмотрим силы, действующие на сверло. Предположим, что равнодействующие сил резания, приложенные к главным лезвиям, находятся в точках О (рис. 15.8).
Разлагая эти равнодействующие по трем направлениям (как и при точении), получим составляющие силы Р., Ру, Рх, Крутящий момент, необходимый для осуществления сверления, равен сумме моментов тангенциальных сия, действующих на все лезвия сверла. Установлено, что 80% от суммарного момента составляет момент сил Р2, 12% -момент тангенциальных сия вспомогательных лезвий в 8% - момент тангенциальной силы лезвия перемычки.
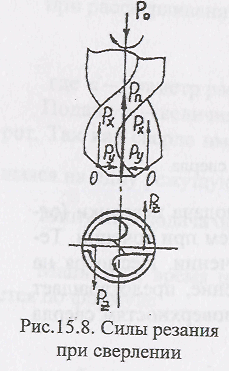
Сила подачи (осевая сила) равна сумме сил, действующих вдоль оси сверла. Сила Рх составляет примерно 40% силы подачи, сила Рп — 57%, силы вспомогательных лезвий, а также силы трения стружки о канавки сверла составляют 3% от силы подачи.
Радиальные силы Ру при правильной заточке сверла (симметричной), как равные по величине и противоположные по направлению, взаимно уравновешиваются.
Крутящий момент и осевое усилие определяются по формулам
Величина коэффициентов Ст и Сп зависит от свойств обрабатываемого материала, геометрии сверла, СОТС и других параметров
резания. Значения коэффициентов Ст и Со и показателей степени хт, ут, Хр, ур приводятся в соответствующей справочной литературе (справочники и нормативы по режимам резания).
Действующие на сверло в процессе работы осевая сила и крутящий момент являются исходными для расчета сверла и частей станка на прочность и деформацию, а также для определения мощности.
Мощность, затрачиваемую на сверление, подсчитывают по формуле
![]()
где п - число оборотов сверла;
Мкр - суммарный крутящий момент.
Для определения Ро и Мкр используются динамометры - электрические, гидравлические и механические.
15.1.8. Износ и стойкость сверл. В процессе сверления режущая часть сверла с течением времени изнашивается. Сверла изнашиваются в результате трения задних поверхностей о поверхность резания, стружки о переднюю поверхность, направляющих ленточек об обработанную поверхность и смятия поперечной кромки.
Типичные виды износа сверла (рис.15.9):
- износ по задней поверхности - къ;
- износ по передней поверхности- Н„;
- износ по уголкам - S;
- износ по направляющим ленточкам - S,,.
И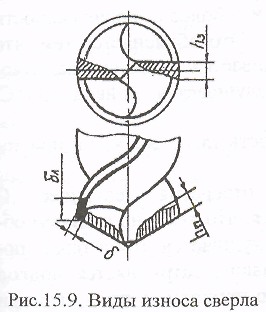 знос
сверла по задней поверхности происходит
неравномерно: на поперечной кромке
износ меньше, чем у периферии. Наиболее
опасным видом износа у сверл является
износ по уголкам, образуемым главными
режущими кромками и ленточками. Эти
места являются наиболее напряженными,
так как скорость резания в этих местах
наибольшая, наибольшее здесь и
выделение тепла и соответственно
наблюдается и самый интенсивный
износ.
знос
сверла по задней поверхности происходит
неравномерно: на поперечной кромке
износ меньше, чем у периферии. Наиболее
опасным видом износа у сверл является
износ по уголкам, образуемым главными
режущими кромками и ленточками. Эти
места являются наиболее напряженными,
так как скорость резания в этих местах
наибольшая, наибольшее здесь и
выделение тепла и соответственно
наблюдается и самый интенсивный
износ.