39Остаточные поверхностные напряжения
Остаточными напряжениями называют такие внутренние напряжения, которые сохраняются в детали при снятии внешней нагрузки. Различают напряжения I, П, Ш рода.
Напряжения i рода имеют макроскопический характер, уравновешиваются они в пределах всего объема детали или большей части его. По своему действию напряжения 1 рода приравниваются к рабочим напряжениям и оказывают благоприятное или вредное влияние на работоспособность детали.
Напряжения II рода представляют собой местные кристаллические напряжения, охватывающие объем одного или нескольких зерен металла (межкристаллические напряжения).
Напряжения Ш рода уравновешиваются в пределах субмикроскопических объемов данного зерна, т.е. охватывают объем нескольких кристаллических ячеек.
Наиболее интересными с точки зрения долговечности детали, т.е. с точки зрения влияния состояния поверхностного слоя детали на долговечность, являются напряжения I рода, о которых и пойдет далее речь (которые и рассмотрим подробнее).
Напряжения I рода могут быть технологическими и конструкционными.
Конструкционные - при клепке, сборке.
Технологические - от литья, ковки, сварки, резки, механической обработки и т.д.
126
Напряжения I рода делятся на растягивающие + и сжимающие -, кроме того, могут быть тангенциальные и осевые (о~т и о0).
С физической точки зрения возникновение напряжений связано с необратимыми изменениями объема металла в зоне деформации, нагрева и т.д.
При пластическом деформировании уменьшается плотность и возрастает объем поверхностного слоя металла, а поскольку он связан с нижележащими недеформированными слоями металла, то в процессе обработки в наружном слое будут возникать сжимающие, а б нижележащих - растягивающие остаточные напряжения.
Следовательно, одной из причин возникновения остаточных напряжений в поверхностном слое деталей является пластическое де- -формирование. ' .
Другими причинами возникновения остаточных напряжений могут быть:
• неравномерность пластической деформации поверхностных^ слоев и формирования в них остаточных напряжений сжатия; ■
• локализованный нагрев тонких поверхностных слоев в зове резания и формирование в них остаточных поверхностных напряжений
растяжения;
• фазовые превращения различных слоев металла, приводящих к образованию в них различных структур, обладающих различной плотностью и формирующих в этих слоях неодинаковые остаточные поверхностные напряжения различного знака.
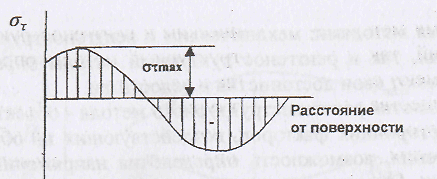
41Образование остаточных напряжений от температурного фактора. Выделяющиеся в зоне резания тепло мгновенно нагревает тонкие поверхностные слои металла до высоких температур. Металл в верхних нагретых слоях, стремясь к увеличению своего объема, встречает противодействие со стороны окружающего металла нижележащих слоев, это приводит к образованию напряжений сжатия. При охлаждении объем верхних нагретых слоев металла стремится уменьшиться, однако сжатию препятствуют нижележащие слои холод шго металла. Вследствие этого, под воздействием тепла, выделяющегося в зоне резания, в поверхностном слое образуются остаточные напряжения растяжения, а в нижнем - сжатия (рис.14.11). Однако следует отметить, что формирование растягивающих напряжений под действием температуры может быть только в том случае, если внутренние напряжения, возникающие при нагреве, превзойдут по своей величине предел текучести данного материала.