

Посадки подшипников качения.
Для соединения подшипников качения с валами и корпусами разработана специальная система допусков и посадок, которая имеет ряд особенностей:
1 Так как кольца подшипника на этапе сборки устройства не обрабатываются, то подшипник является основной деталью при сопряжении как с отверстием в корпусе (система основного вала), так и при сопряжении с валом (система основного отверстия).
2 Величины допусков на посадочные размеры подшипников (диаметр D наружного кольца и диаметр d внутреннего кольца) зависят от интервала размеров и класса точности подшипников и не зависят от вида его сопряжения с валом или отверстием в корпусе.
3 Поле допуска наружного диаметра D подшипника направлено в тело наружного кольца, а внутреннего диаметра d – в отверстие, т.е. в обоих случаях поля допусков расположены ниже нулевой линии в области отрицательных значений отклонений размеров.
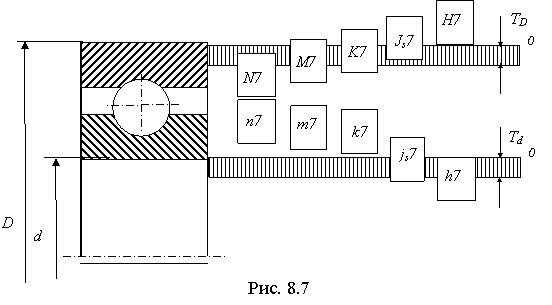
На рис.8.7 показано расположение рекомендуемых стандартом полей допусков размера отверстия корпуса (N, M, K, Js, H) и размера вала (n, m, k, js, h). Как видно из рисунка, преимущественной посадкой подшипника в отверстие корпуса является переходная посадка, а на вал – посадка с небольшим натягом. Причем расположение поля допуска внутреннего кольца в «минус» позволяет, используя для валов поля допусков переходных посадок (n, m, k, js), получать посадки с гарантированным натягом (первые две применяют при действии на опоры больших сил). Чем выше частота вращения и точность подшипника, тем меньше выбирается натяг.
Величины допусков размеров вала и отверстия назначаются в зависимости от класса точности подшипника: чем выше точность подшипника, тем меньше допуск. Для подшипников 0-го и 6-го классов точности стандарт рекомендует посадочные поверхности валов обрабатывать по IT6, а отверстий – по IT7; для подшипников 5-го и 4-го классов точности – соответственно IT5 и IT6, а для подшипников 2-го класса – IT4 и IT5.
Шероховатость поверхностей.
Микрорельеф поверхности детали представляет собой чередующиеся микровыступы и микровпадины, величина и периодичность которых зависит от материала детали, способа изготовления, режимов обработки, инструмента и других факторов. В зависимости от соотношения шага S неровностей и их величины H погрешность поверхности принято называть волнистостью (S/H>50) или шероховатостью (S/H< 50).
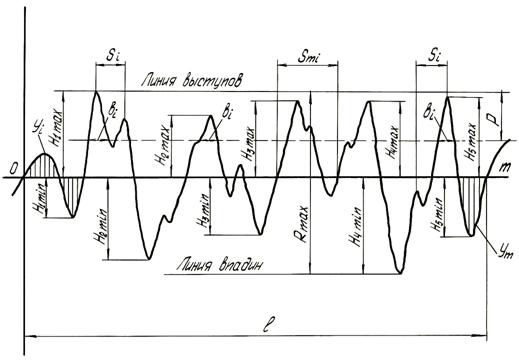
Для оценки шероховатости поверхности разработан ГОСТ 2789–73 «Шероховатость поверхностей. Параметры и характеристики». В соответствии со стандартом численные значения параметров, характеризующих шероховатость поверхности, определяются в пределах базовой длины l. Таких параметров установлено шесть: три высотных и три вдоль средней линии m профиля в нормальном сечении поверхности (рис. 8.11). Средняя линия m профиля – это линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины l среднее квадратичное отклонение профиля по этой линии минимально.
Главными параметрами шероховатости поверхности являются высотные, к которым относятся:
Ra – среднее арифметическое абсолютных
значений отклонений профиля yi от его
средней линии m в пределах базовой длины
l, равное
![]()
Rz – высота неровностей профиля по десяти точкам, определяемая как сумма средних арифметических абсолютных отклонений точек пяти наибольших выступов Hi max и пяти наибольших впадин Hi min профиля на базовой длине l, определяемая по формуле
![]() Rmax
– наибольшая высота неровностей профиля,
равная расстоянию между линией выступов
и линией впадин, которые проведены на
уровне наибольших отклонений профиля
в пределах базовой длины l (рис.8.11).
Rmax
– наибольшая высота неровностей профиля,
равная расстоянию между линией выступов
и линией впадин, которые проведены на
уровне наибольших отклонений профиля
в пределах базовой длины l (рис.8.11).
Выбор параметров для нормирования шероховатости должен производиться с учетом назначения и эксплуатационных свойств поверхности. Предпочтительно нормировать параметр Ra , который более точно, по сравнению с Rz и Rmax , отражает отклонения профиля, поскольку определяется по значительному числу точек.
Численное значение параметра шероховатости с указанием его условного обозначения (например, Ra 3,2) располагают под полкой знака (рис.8.12,а). Над полкой знака указывают способ обработки, если этот способ является единственным для получения требуемой шероховатости, например, Полировать. При необходимости под полкой знака располагают условное обозначение направления неровностей контролируемой поверхности.
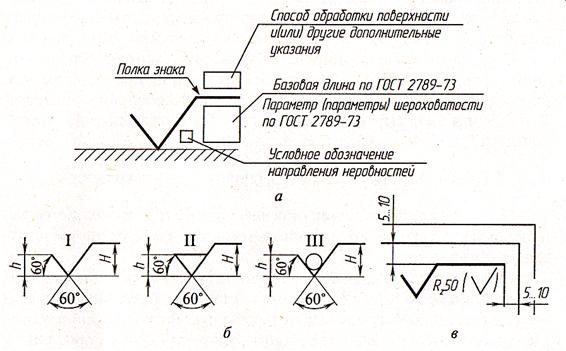
Если для всех поверхностей детали установлены одинаковые требования к шероховатости, то общий знак шероховатости ставится в правом верхнем углу чертежа. В правом верхнем углу чертежа указывается также преобладающая шероховатость поверхностей детали (поверхностей, шероховатость которых не указана на чертеже). В этом случае за численным значением шероховатости в круглых скобках помещается несколько уменьшенный, по сравнению с основным, знак шероховатости I без полки (рис.8.12,в).