

60. Методи аналізу техніко-економічних і організаційно-технологічних показників дільниць, цехів в залежності від типу виробництва.
(ну не знайшов, sorry.)
61. Особливості виробничих процесів проведення заливки, просочування, обволікування та герметизації виробів реа. (стр 115, 123 Osnovy_konstruir_tehnologii_proizv_elektronn_el)
Заливка - технологічний процес заповнення електроізоляційними матеріалами та компаундами вільного проміжку між деталлю чи приладом, що заливається, та стінками герметичного або негерметичного корпусу.
Просочення – заповнення тріщин, пустот, пор та капілярів в ізоляційних матеріалах та проміжків між елементами негігроскопічних електроізоляційних матеріалів.
В залежності від в'язкості просочувальної сполуки, габаритів виробів, що просочуються, потрібної глибини просочення просочування може здійснюватись такими способами: Відкрите просочування ; Гаряче занурення ; Вакуумне просочування; Просочування під надлишковим тиском; Циклічне просочування ;
Обволікування - технологічний процес нанесення негігроскопічного або гігроскопічного покриття на поверхню деталі вузла або приладу. Проводять на звичайних виливальних машинах або гідропресах з вишивальними пристосуваннями. Метод доцільно використовувати При масовому виробництві радіодеталей.
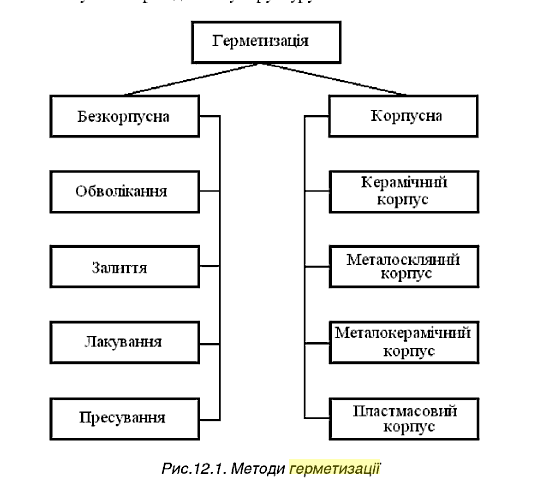
Герметизація ізоляція радіоелектронного виробу від впливу зовнішнього оточуючого середовища шляхом створення навколо нього вакуум-щільної оболонки що не пропускає повітря Ця оболонка захищає вироби від зовнішнього середовища, покращує умови експлуатації, робить роботу вузлів або виробів більш стабільною та довговічною.
Герметизація, як засіб вологозахисту особливо доцільна дм деталей та вузлів, що працюють в умовах різких змін температури, вологості та тиску.
Герметизації підлягають конденсатори постійної ємності, трансформатори, дроселі, контури, дротові резистори, кварцові резонатори, напівпровідникові прилади.
Способи герметизації:1 Помістити радіодеталі у вакуум-щільний кожух з металу, скла або кераміки.
2) Герметизація у кожух з поєднуванням заливки, просочування, обволакування.
3) Опресування термореактивними та термопластичними пластмасами.
Технічний контроль виконання та випробування просочувальних робіт: Для отримання високої якості просочувальних робіт необхідний постійний контроль:
-
виконання просочувальних робіт – контроль стану просочувальних матеріалів на кислотність, в'язкість, наявність сторонніх домішок.
-
контроль режимів виконання просочувальних робіт: t°, тиск, тривалість просочування.
-
контроль якості просочених виробів: якість сушення, глибина проникнення просочувальної сполуки.
62. Аналіз причин виникнення виробничих дефектів в процесі герметизації реа. Шляхи покращення якості продукції.
Причини: удари, вібрація, порушення умов виробництва, потрапляння сторонніх домішок.
Шляхи покращення якості: Виготовлення корпусу герметичного кожуху; Перевірка на герметичність ; Виготовлення деталей герметичного кожуху…
Удосконалення технології виробництва. Всі заходи в цій області опираються не лише на останні досягнення науки, а й в значній мірі на отриманий досвід у виробництві продукції. Боротьба за удосконалення техноогії вигоовлення проводиться з метою отримання однорідної (тобто більш надійної) продукції.
Автоматизація виробництва забезпечує високу степінь однорідності продукції, отже відповідно і високу надійність виробу. Наприклад при автоматизованому процесі герметизації імовірність пробілів при нанесенні герметика значно менша.
Технологічні (тренувальні) прогони проводяться з метою виявлення прихованих виробничих дефектів і причин їх виникнення. Крім тренувальнихпрогонів з умовами близькими до експлуатації, можуть використовуватись прискорені прогони з тяжкими умовами роботи. В таких випадках постає питання вибору правильного режиму прогону, щоб повністю виявити «слабкі» елементи і при цьому не погіршити якість «нормальних» елементів
Статистичне регулювання якості продукції.