

5. Листове штампування, технологія та устаткування.
Листове штампування призначене для одержання виробів з листового, стрічкового, штабового матеріалу без значної зміни товщини заготовки. При листовому штампуванні використовують усі технічні метали та сплави, які мають достатню пластичність. Деформація металів зазвичай відбувається в холодному стані і лише при обробці листів товщиною понад 100 мм та малопластичних сплавів - у гарячому або підігрітому вигляді.
Різноманіття форм та розмірів виробів, що одержуються листовим штампуванням, зумовлює значну кількість штампувальних операцій, що відрізняються за характером зміни форми заготовки та умовами напруженого стану. Їх можна розділити на дві категорії: роз'єднувальні (відрізка, вирубка, пробивання отворів) та формозмінні (гнуття, витяжка, обтиск, відбортовка, формування та ін.).
Операція відрізки полягає у відділенні частини заготовки по незамкненому контуру. Найчастіше відрізка є заготівельною операцією. Різання металу здійснюється на ножицях із рівнобіжними та похилими ножами, а також на дискових ножицях.
Відділення частини заготовки по замкненому контуру називається вирубкою. При цьому відокремлювана частина призначена для подальшої обробки. Якщо подальшій обробці піддається частина листа, що залишилася, така операція називається пробиванням. Операції вирубки та пробивання виконуються в штампах.
Формозмінні операції забезпечують одержання з листової заготовки просторової деталі необхідної форми та розмірів. Розглянемо деякі формозмінні операції, які зустрічаються найчастіше.
Гнуття за допомогою штампів широко застосовується при виготовленні різних виробів. Процес гнуття супроводжується розтяганням зовнішніх волокон матеріалу, що згинається, та стиском внутрішніх, причому, зі зменшенням радіуса вигину величина відносної деформації зростає.
Пружні властивості металу призводять до зміни величини вигину на кут пружинення, який для сталі при гнутті на 90° може складати 6... 12°.
Зусилля Р при гнутті можна визначити за формулою:
![]() (7.5)
(7.5)
де В, h - ширина і товщина заготовки, що згинається; r - радіус вигину по внутрішньому контуру.
Витяжка є операцією перетворення плоскої або порожньої заготовки на порожнє тіло (ковпачок, чашечку), яка виконується як без стоншення, так і зі стоншенням стінки. Процес витяжки може виконуватися за кілька послідовних операцій у ряді штампів із поступовим зменшенням діаметра чашечки. Витяжка (рис.5 , а) здійснюється в штампі під тиском пуансона 2 на середню частину заготовки 1, поміщену над отвором матриці 3. Проходячи крізь отвір матриці, середня частина заготовки тягне за собою іншу частину заготовки, що призводить до її згортання та зменшення в діаметрі. При цьому в кільцевому напрямку з'являються напруження стиску, що можуть призвести до втрати стійкості фланця та утворення складок. Щоб виключити це явище, застосовують кільцеві притиски різної конструкції (рис.4, б).

Рис. 5. Схема операції витяжки:
а - без притиску; б -з притиском;
1 - заготовка; 2 - пуансон; 3 - матриця; 4 - притиск
Як правило, витяжку виконують із застосуванням мащення контактних поверхонь матриці та притискного кільця. Як мастила використовують різні олії, у багатьох випадках з наповнювачами (графіт, крейда, тальк), а також мильними емульсіями.
Розбортовка застосовується в тих випадках, коли на певній ділянці плоскої заготовки з отвором потрібно одержати горловину (рис. 6).
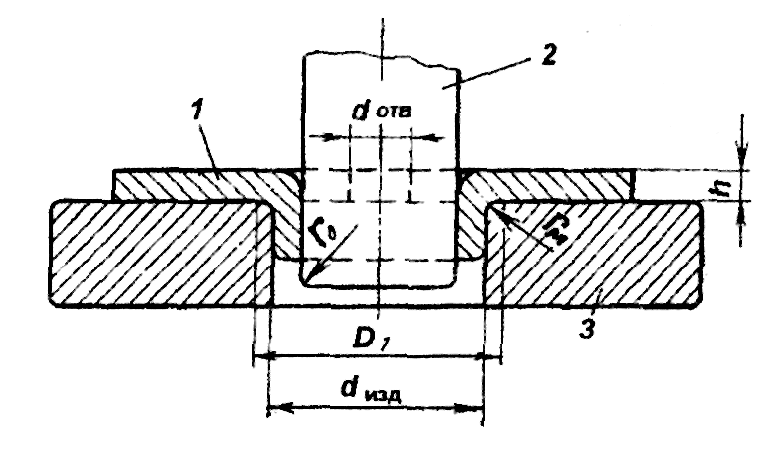
Рис. 6. Схема розбортовки:
1 - заготовка; 2 - пуансон; 3 - матриця
Щоб уникнути появи тріщин по краю отвору, не слід допускати збільшення діаметра отвору більш ніж у 1,4... 1,5 разу.
При виготовленні деталей методами листового штампування для підвищення продуктивності поєднують в одному штампі кілька операцій (роз'єднувальних, формозмінних у тому або іншому сполученні: відрізка та пробивання, відрізка та гнуття, вирубка та витяжка і т.п.) - так зване комбіноване штампування.