

Расчёт режимов резания при обработке на токарном многорезцовом станке
Задача: На токарном многорезцовом одношпиндеольном полуавтомате 1Н713 производится окончательная (чистовая) обработка вала. Заготовка предварительно начерно обработана, материал сталь 40ХН (σв=850 МПа). Установка заготовки в центрах, закрепление в поводковом самозажимном патроне с плавающем центром. Размеры: D1=68,7мм, d1=65мм, L1=32,8мм, l1=30мм, D2=35,8мм, d2=33мм, L2=37,2мм, l2=40мм. Необходимо назначить режим резания (по норм.). Эскиз обработки приведен на рис. 6.
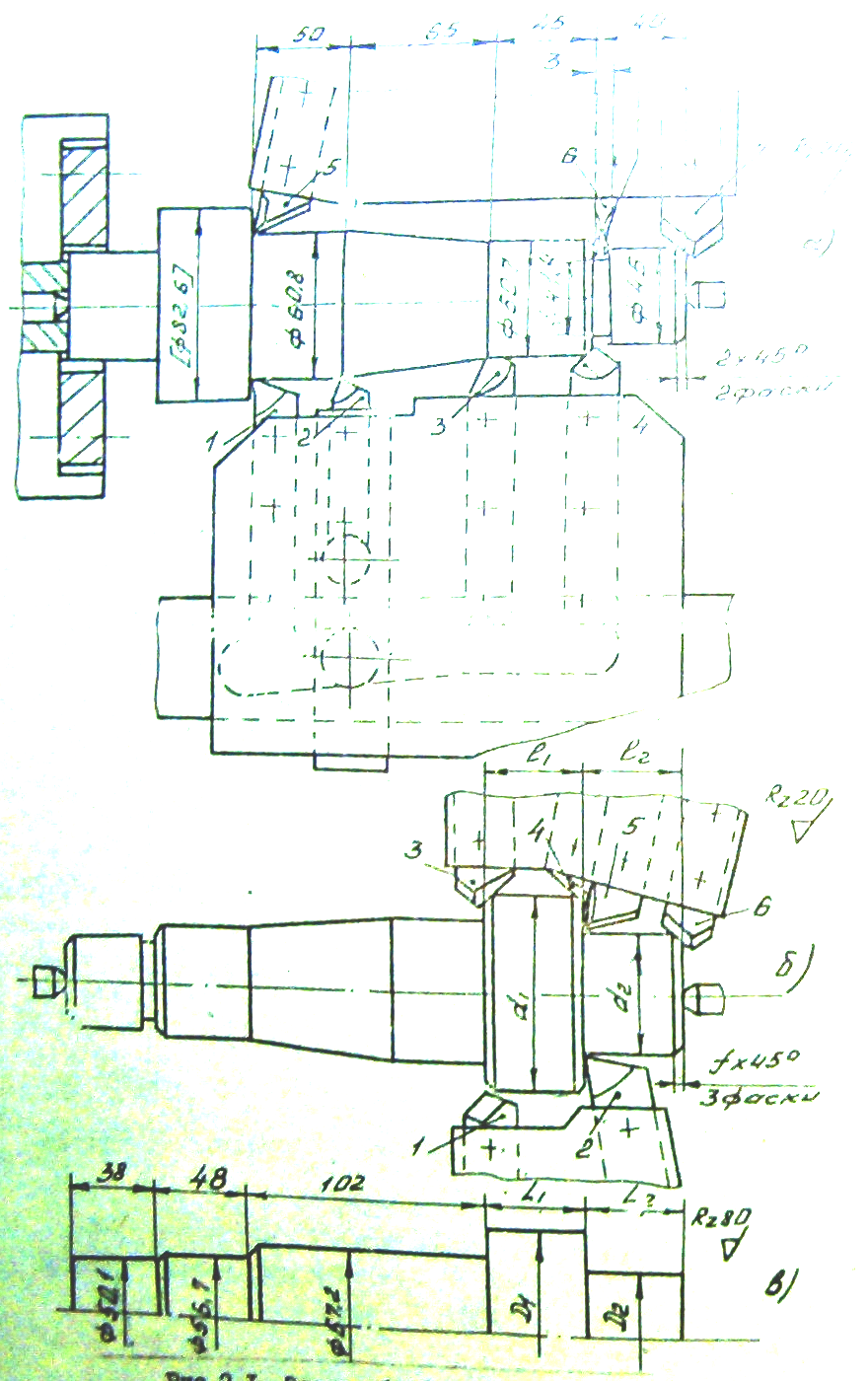
Рис. 6.Эскиз обработки при многоинструментальном точении
Расчёт:
1. Режущий инструмент – резцы с пластинами из твердого сплава Т15К6 с сечением державки 16х25. Резцы 1,4 и 6 – проходные прямые правые с углами φ = 45° и φ1 = 20°, резец 2 – проходной упорный правый, резец 3 – проходной прямой левый с углом φ = 45° и φ1 = 20°, резец 5 – подрезной правый.
2. Назначаем режимы резания
2.1. Устанавливаем глубину резания для каждого резца (припуски на обработку снимаются за один рабочий ход).
для резца 1:
![]() мм
мм
для резца 2:
![]() мм,
мм,
для резца 3,4 и 6: t3 = t4 = t6 = 2 мм (ширина фаски)
для резца 5: t5 = 3 мм (ширина паза).
2.2. Определяем длины рабочего хода продольного и поперечного суппортов по формуле:
![]() ,
,
где Lрез – длина резания; y – подвод, врезание и перебег инструмента; Lдоп – дополнительная длинна хода.
Lрх продольного суппорта: наибольшую длину резания из резцов продольного суппорта имеет резец 2 , у этого резца Lрез=37,2 мм (с учетом конусности). Величина у = 2 мм (угол φ = 45°, прямое врезание, t = 2,8 мм) [2]. Lдоп = 0 [2].
Тогда
![]()
Lрх поперечного
суппорта: наибольшую длину резания
имеет резец 5; у этого резца
![]() .
Величина у для резцов с радиальным
врезанием равна lподв
= 1…2 мм, принимаем y=2 мм,
Lдоп=0. Тогда
.
Величина у для резцов с радиальным
врезанием равна lподв
= 1…2 мм, принимаем y=2 мм,
Lдоп=0. Тогда
![]()
2.3. Устанавливаем суммарную глубину резания для обоих суппортов:
для продольного:
![]()
для поперечного:
![]()
2.4. Определяем подачу.
для продольного суппорта: S = 0,7 мм/об (Σt до 8 мм; D до 100 мм; сечение державки 1625 и обработки стали: S = 0,5 – 0,8 мм/об, ([1], стр. 418, табл. 2)
для поперечного суппорта: S = 0,6 мм/об (Σt до 12 мм; D до 100 мм; сечение державки 1625 и обработки стали: S = 0,4 – 0,8 мм/об, ([1], стр. 418, табл. 2)
Шероховатость обработанной поверхности RZ = 20 мкм. Для получения такой шероховатости максимальная подача может быть 0,3 – 0,4 мм/об ([1], стр. 420, табл. 4), выбираем S = 0,44 мм/об для обоих суппортов.
У станка модели 1Н713 механизм подачи кинематически не связан с механизмом главного движения, имеет самостоятельный привод. Поэтому в паспорте станка подачи суппортов приведены в мм/мин, а не в мм/об. Вследствие этого выбранную подачу S = 0,44 мм/об по станку не корректируют.
Так как время работы поперечного суппорта значительно меньше, чем продольного (подачи одинаковы, а длины отличаются в 2,5 раза), то можно уменьшить подачу поперечного суппорта до S0=0,1 мм/об.
Число оборотов шпинделя при рабочем ходе продольного и поперечного суппортов
![]()
![]()
2.5. Определяем период стойкости наладки Тми по формуле
![]() ,
где
,
где
Т=60 мин – стойкость лимитирующего инструмента;
кТи=2,5 – коэффициент изменения периода стойкости при МИО ([2],стр. 264, табл. 7).
2.6. Определим скорость резания по формуле:
![]()
 ,
где
,
где
Cv=350, m=0,2, x=0,15, y=0,35
![]() ,
где
,
где
kmv=0,64 – учитывает обрабатываемую сталь, ([2], стр. 269)
kфv=1,0 – учитывает вид обработки,
kφ1v=0,94 – учитывает геометрию резца.
![]()
2.7. Определяем частоту вращения шпинделя, соответствующая расчетной скорости резания
![]()
Принимаем по паспорту станка
![]() ,
это ближайшее наименьшее значение.
,
это ближайшее наименьшее значение.
2.8. Действительная скорость резания:
для резца 1
![]()
для резца 2
![]()
для резца 3 и 4
![]()
для резца 5 (максимальная)
![]() (
(![]() )
)
для резца 6
![]()
2.9. Определяем и корректируем минутную подачу:
продольного суппорта
![]()
поперечного суппорта
![]()
Принимаем по паспорту станка
![]() и
и
![]()
2.10. Действительная подача продольного суппорта на оборот шпинделя равна:
![]()
2.11. Определяем силу и мощность резания для каждого резца.
Сpz=300, xpz=1, ypz=0,75, n=-0,15, крz=kmp=1.33 ([2], стр. 262)
Для резца 1 (t=3,7; So=0,4; v=86,3)
![]()
![]()
Для резца 2 (t=2,8; So=0,4; v=44,96)
![]()
![]()
Для резца 3, 4 (t=2; So=0,1; v=81,64)
![]()
![]()
Для резца 5 (t=3; So=0,1; v=81,64)–максимальная
![]()
![]()
Для резца 6 (t=2; So=0,1; v=41,45)
![]()
![]()
2.12. Вычисляем суммарную мощность резания.
![]()
2.13. Проверяем достаточность мощности привода станка по условию Ne≤Nшп.
![]() кВт
кВт
Вывод: Станок можно использовать, так как условие Ne<Nшп выполняется 11,97<14.8
3. Определяем машинное время на обработку.
![]()