

2. Назначаем режимы резания
2.1.Устанавливаем глубину резания t=h=3,9мм, припуск снимаем за один проход.
2.2.По справочнику назначаем подачу на
зуб фрезы
![]() .
Принимаем
.
Принимаем
![]() ([1],
стр. 325).
([1],
стр. 325).
2.3.Назначаем период стойкости фрезы: Т=180мин ([2], стр. 290)
2.4.Определяем скорость резания:
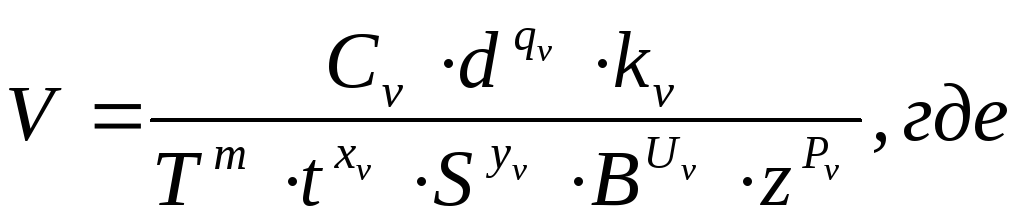
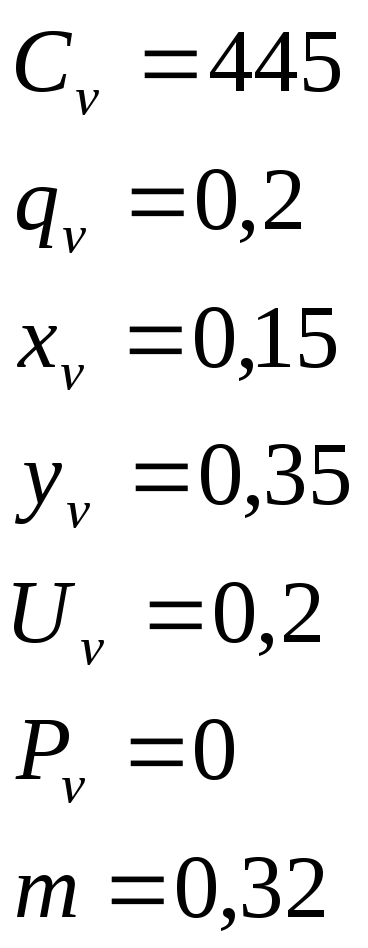
 ([2], стр. 288)
([2], стр. 288)
![]()
![]() ,
учитывает влияние физико-механических
свойств обрабатываемого материала
([2], стр. 261)
,
учитывает влияние физико-механических
свойств обрабатываемого материала
([2], стр. 261)
![]() ,
([2], стр. 264)
,
([2], стр. 264)
![]() ,
учитывает состояние поверхности
заготовки ([2], стр. 263)
,
учитывает состояние поверхности
заготовки ([2], стр. 263)
![]() ,
учитывает величину главного угла в
плане ([2], стр. 264)
,
учитывает величину главного угла в
плане ([2], стр. 264)
![]() 0,598
0,598
![]()
2.5.Находим число оборотов фрезы, соответствующее найденной скорости
![]() ,
по паспорту станка ([3],приложение
методички) принимаем n=200
об/мин. Это число оборотов реализуется
кинематикой станка.
,
по паспорту станка ([3],приложение
методички) принимаем n=200
об/мин. Это число оборотов реализуется
кинематикой станка.
2.6. Фактическая скорость будет равна:
![]()
2.7. Определяем действительную скорость движения подачи (минутную подачу):
![]() ,
по паспорту станка ([3], приложение
методички) S=500м/мин, эта
подача реализуется кинематикой данного
станка.
,
по паспорту станка ([3], приложение
методички) S=500м/мин, эта
подача реализуется кинематикой данного
станка.
2.8. Устанавливаем действительную подачу на зуб:
![]()
2.9. Определяем окружную силу резания:
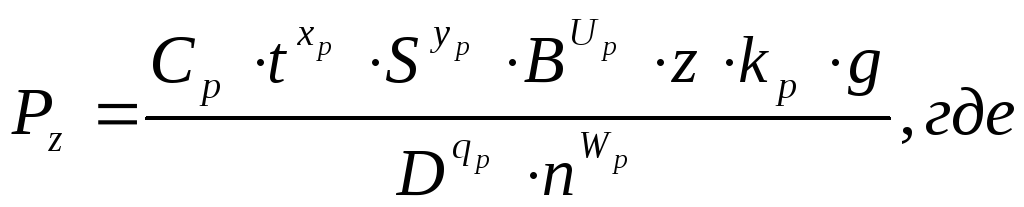
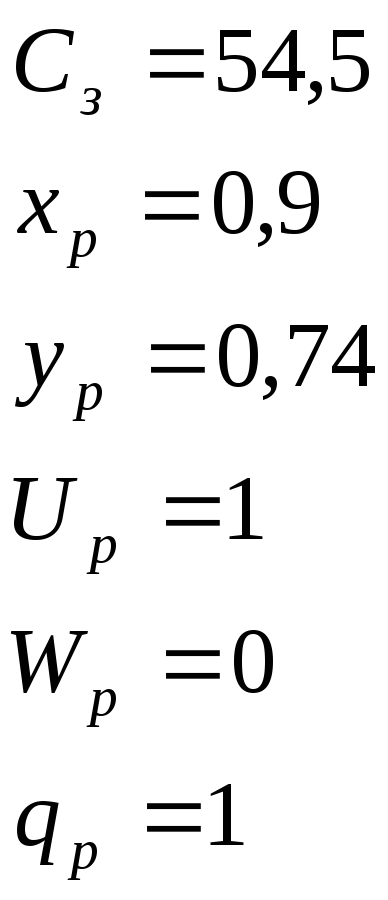
 ([2], стр. 287), и
([2], стр. 287), и
![]() ,
учитывает обрабатываемый материал
,
учитывает обрабатываемый материал
![]()
2.10. Мощность, затрачиваемая на резание равна:
![]()
2.11. Проверяем достаточна ли мощность
привода станка для реализации выбранного
режима резания:
![]() ,
где
,
где
![]() ([3],
приложение методички) мощность, значит
обработка на данном станке возможна.
([3],
приложение методички) мощность, значит
обработка на данном станке возможна.
3. Определяем основное время
![]()
![]() -
врезание инструмента
-
врезание инструмента
![]() =3мм
– перебег инструмента
=3мм
– перебег инструмента
Расчёт режимов резания при шлифовании
З
В![]() =0,32.
Припуск на сторону h=0,50мм.
Материал заготовки – сталь У7, закалённая
твёрдость
=0,32.
Припуск на сторону h=0,50мм.
Материал заготовки – сталь У7, закалённая
твёрдость
![]() 60.
Способ установки и крепления заготовки
– в центрах с поводковым патроном. Эскиз
обработки приведён на рис. 4.
60.
Способ установки и крепления заготовки
– в центрах с поводковым патроном. Эскиз
обработки приведён на рис. 4.
![]()




t





Rа0,32


















l=60мм
![]() =270мм
=270мм



S(Vпрод)



Рис. 4.Эскиз обработки при шлифовании
Расчёт:
1. Выбираем по справочнику [2] размеры и характеристику шлифовального круга.
Форму круга рекомендуется принять прямого профиля (ПП), (стр. 255). Размеры круга устанавливаем максимальные по станку(стр. 30): наружный диаметр D=600 мм, высота круга Н=100 мм, диаметр отверстия d=127 мм(стр. 253, табл. 170). В качестве шлифовального материала рекомендуется для приведенных выше условий обработки как нормальный, так и белый электрокорунд(стр. 242). Выбираем нормальный, более дешевый, марки 15А.
Зернистость и зерновой состав электрокорунда устанавливаем по табл. 166 (стр. 247) и по табл. 161 (стр. 245).
Для шлифования деталей с параметрами Ra=0,32 мкм выбираем зернистость шлифзерна 12 с нормальным (Н) содержанием основной фракции, т. е. 12-Н.
Выбираем керамическую связку К5.
Твердость круга для заданных условий: круглое шлифование углеродистых сталей – от С2 до СТ2(стр. 249). Принимаем твердость С1.
Из табл. 167 стр. 249 следует, что номер структуры для круга при круглом наружном шлифовании рекомендуется 5 или 6. Принимаем 6.
Класс точности шлифовального круга принимаем А, а класс неуравновешенности 1 (стр.250).
Рекомендуемая рабочая скорость шлифования – до 35 м/с.
Условные обозначения выбранного круга: ПП600х100х127 15А 12–Н С1К5 35 м/с А1 кл.
2. Назначаем режимы шлифования по справочнику [2],(стр. 301, табл. 55)
Скорость круга (резания) – vкр=30-35 м/с
Скорость заготовки – vз=20-30 м/мин
Глубина шлифования – t=0,015-0,05 мм
Продольная подача – S=(0,3–0,7)В мм/об. дет
2.1. Принимаем скорость круга по частоте
вращения шпинделя станка (![]() ).
).
Тогда
![]()
Действительная скорость круга больше допустимой (35 м/с), поэтому проводим корректировку размеров круга, т. к. частота вращения шпинделя постоянна.
Уменьшаем диаметр круг D до 400 мм, ширину (высоту) круга до Н=В=63 мм, диаметр отверстия оставляем тот же d=127 мм.
Теперь
![]()
2.2.Частота вращения шпинделя заготовкой при принятой скорости vз=30 м/мин.
![]()
Принимаем nз=170 об/мин, т.к. на станке модели 3М151 бесступенчатое регулирование частоты вращения шпинделя заготовки ([3],приложение).
2.3. Поперечную подачу (глубину шлифования) круга выбираем равной t=0,03 мм/дв.ход
2.4. Определяем продольную подачу. Выбираем
S=0.4B=0.463=25.2 мм/об.заг.
2.5. Определяем скорость движения продольной подачи (скорость продольного хода стола)
![]()
2.6. Определяем мощность, затрачиваемую на шлифование по формуле:
![]()
Из справочника [2],табл.
56 стр.303:
![]() ;
r=0.75; x=0.85;
y=0.7; q=0.
;
r=0.75; x=0.85;
y=0.7; q=0.
![]()
2.7. Проверим достаточность мощности привода станка по условию Ne≤Nшп.
![]()
Вывод: Станок можно использовать, так как перегрузка не превышает 5%.
3. Определим машинное время.
![]() ,
где
,
где
L=l+y+Δ=l+0.5B+0.5B=60+63=123 мм
k=1,2 – коэффициент точности, учитывает время на «выхаживание».
![]()