

9.2. Определение длительности изготовления партии деталей.
Длительность технологического цикла изготовления партии деталей зависит от способа передачи деталей с одной операции на другую.
Существует три способа:
-
последовательный;
-
параллельный;
-
параллельно-последовательный.
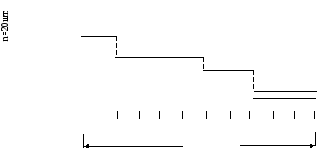
Последовательный способ характеризуется тем, что вся обработочная партия деталей передается на следующую операцию только после окончания обработки всей партии на предыдущей операции. На рис. 6 показано графическое изображение последовательного вида движения деталей.
|
№оп |
tшт |
w |
|
|
|
|
|
|
|
|
|
|
|
1
2
3
4
|
1
4
2
6 |
1
1
1
2 |
|
|
|
|
|
|||||
 0 20
40 60 80 100 120 140 160 180 200 220 Т
0 20
40 60 80 100 120 140 160 180 200 220 Т
Ттех. цик. пос.
Рис. 6. График последовательного движения деталей.
Где: n – размер обработачной партии деталей, шт.;
№оп – номер операции;
tшт. – штучное время на операцию, мин.;
w – количество рабочих мест на операции.
Тогда длительность технологического цикла партии деталей будет равна:
Ттех.
цик.пос.=![]() (мин.)
(мин.)
В общем виде формулу для определения длительности технологического цикла партии деталей (Ттех. цик. пос.) при последовательном способе можно представить в таком виде:
Ттех.
цик. пос.
=
![]()
где: m – число операций в технологическом процессе.
Этот способ используется при небольших партиях обрабатываемых деталей и невысокой трудоемкости операций.
Преимущества этого способа заключается в том, что передача партии осуществляется полностью без дробления, а это упрощает планирование, учет, контроль. Недостатком является то, что при этом способе самая большая длительность технологического цикла.
Параллельный способ характеризуется тем, что вся обработочная партия деталей разбивается на передаточные партии (р), которые передаются на последующие операции немедленно после окончания обработки на предыдущей операции.
При
этом технологический процесс строится
таким образом, чтобы обеспечить
непрерывную работу наиболее трудоемкой
операции по соотношению
![]() ,
все остальные операции выполняются с
перерывами.
,
все остальные операции выполняются с
перерывами.
Графическое изображение программного вида движения деталей показано на рис. 7.
|
№оп |
tшт |
w |
|
|
|
|
|
|
|
|
|
|
|
1
2
3
4
|
1
4
2
6 |
1
1
1
2 |
|
|
|
|||||||
0 20 40 60 80 100 120 140 160 180 200 220 Т
Ттех. цик. пар
Рис. 7. График параллельного вида движения деталей.
Ттех.
цик. пос
=
![]() (мин)
(мин)
В общем виде формулу для четырех операций можно записать так:
Ттех.
цик. пос
=
![]() +
+![]() +
+![]() +
+![]() ;
;
для m операций
Ттех.
цик. пос.
=
![]()
Преимущество этого способа заключается в том, что длительность технологического цикла изготовления партии деталей самая короткая. Недостатки этого способа состоят в следующем: имеют места перерывы на рабочих местах, осуществляется дробление обработочной партии на передаточные, а это усложняет планирование, учет и контроль.
Параллельно-последовательный
характеризуется
тем, что обработочная партия разбивается
на передаточные. Если последующая
операция по длительности
![]() больше предыдущей, то передаточная
партия передается немедленно по окончанию
предыдущей.
больше предыдущей, то передаточная
партия передается немедленно по окончанию
предыдущей.
Если
последующая операция по длительности
![]() меньше предыдущей, то передаточная
партия передается только после накопления
перед ней определенного запаса деталей,
позволяющего выполнить эту операцию
непрерывно, а для того чтобы определить
момент начала последующей операции,
необходимо от точки, соответствующей
окончанию предыдущей операции над всей
обработочной партией (n),
отложить вправо отрезок, равный времени
выполнения последующей операции над
одной передаточной партией (p),
а влево отрезок времени равный
продолжительности выполнения операции
над оставшимися (n-p)
деталями.
меньше предыдущей, то передаточная
партия передается только после накопления
перед ней определенного запаса деталей,
позволяющего выполнить эту операцию
непрерывно, а для того чтобы определить
момент начала последующей операции,
необходимо от точки, соответствующей
окончанию предыдущей операции над всей
обработочной партией (n),
отложить вправо отрезок, равный времени
выполнения последующей операции над
одной передаточной партией (p),
а влево отрезок времени равный
продолжительности выполнения операции
над оставшимися (n-p)
деталями.
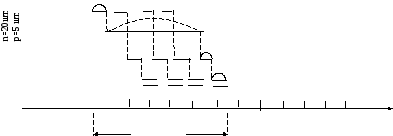
Производственный процесс, строится так, чтобы обеспечить непрерывную обработку всех передаточных партий на каждой операции. На рис. 8 показано графическое изображение параллельно-последовательного вида движения деталей.
|
№оп |
tшт |
w |
|
2 3 |
|
|
|
|
|
|
|
|
|
1
2
3
4
|
1
4
2
6 |
1
1
1
2 |
1 |
|
|
|
|
|||||















































 0
20 40 60 80 100 120 140 160 180 200
220 Т
0
20 40 60 80 100 120 140 160 180 200
220 Т



 Ттех.
цик.пар.пос.
Ттех.
цик.пар.пос.
Рис. 8. График параллельно-последовательного вида движения деталей.
На графике видно, что продолжительность технологического цикла при параллельно-последовательном способе передачи деталей меньше, чем при последовательном способе из-за наличия параллельности протекания каждой пары сложных операций на суммарное время совмещений. Таких совмещений столько, сколько операций в техническом процессе за минусом единицы.
1
= (n-p)
![]()
2
= (n-p)
![]()
3
= (n-p)
![]()
- время совмещения (параллельности) выполнения каждой пары смежных операций.
В общем виде определяется по формуле:
=
(n-p)
![]()
где:
![]() -
операции с наименьшим временем их
выполнения из каждой пары рассматриваемых
операций.
-
операции с наименьшим временем их
выполнения из каждой пары рассматриваемых
операций.
Ттех.
цик.пар. пос
=
![]() (мин)
(мин)
В общем виде формулу для четырех операций можно записать так:
Ттех.
цик. пос.
= Ттех.
цик. пос
-
![]()
Для m операций
Ттех.
цик. пос.
= Ттех.
цик. пос
-
![]()
Преимущества этого способа заключается в том, что длительность технологического цикла изготовления партии деталей значительно короче по сравнению с последовательным способом и нет перерывов на рабочих местах при обработке передаточных партий.
Недостатки этого способа заключаются в том, что происходит дробление обработочных партий деталей на передаточные, а это усложняет планирование, учет и контроль.