

Замена части детали
Детали машин имеют иногда несколько рабочих поверхностей, из которых одни изнашиваются незначительно, а другие — сильно. Такие детали ремонтируют, заменяя их части. Примером замены части детали при ремонте швейных машин может быть восстановление паза для ролика игловодителя в передней части головки швейной машины (рис. 183).
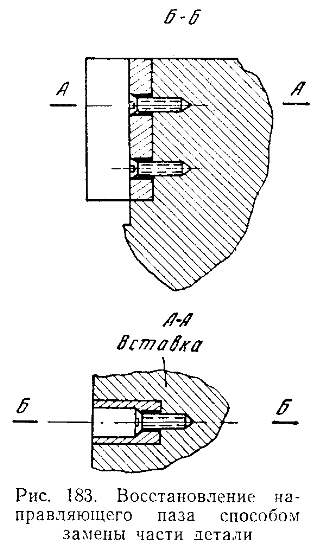
Этим же способом восстанавливают выступы платформы головки швейной машины, в которых крепятся на резьбе центровые винты. Замена части детали широко применяется при восстановлении зубчатых колес, когда заменяют один или несколько изношенных смежных зубьев.
2. ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СЛЕСАРНОЙ ОБРАБОТКОЙ
В связи с тем, что основным видом ремонта швейного оборудования является средний ремонт, проводимый механиками-наладчиками на своих рабочих местах в пошивочных цехах швейных фабрик, большое значение имеет слесарная обработка. При слесарной обработке проводятся следующие работы.
Припиловка — обработка драчевыми, личными, бархатными напильниками и надфилями применяется в процессе ремонта при подгонке запасных частей, изготовленных со специальным припуском, при обработке изношенных деталей и т. д.
Шабровка (обработка шаберами) применяется при ремонте для получения ровной и гладкой поверхности и для точной подгонки деталей одной к другой.
Притирка с помощью твердых шлифующих порошков и смазывающе-охлаждающих жидкостей применяется для подгонки сопряженных деталей.
В качестве притирочных порошков используют естественный и искусственный корунд, мелкий наждак, толченое стекло и другие абразивные материалы с зернистостью 80—200; в качестве смазывающе-охлаждающих жидкостей — керосин, машинное масло, свиное сало, стеарин, бензин, скипидар, содовую воду и др.
Смазывающе-охлаждающие жидкости выбирают в зависимости от материалов, притираемых деталей. Для притирки стальных, медных деталей рекомендуется машинное масло, свиное сало; для чугунных — керосин. В ремонтной практике часто применяется способ притирки деталей с помощью паст. К числу наиболее широко применяемых притирочных паст относятся пасты ГОИ, разработанные Государственным оптическим институтом. Пасты ГОИ изготовляются трех сортов: грубая, средняя и тонкая (табл. 4). Грубая паста оставляет штрих и матовость, средняя сглаживает поверхность, а тонкая может дать зеркальную поверхность.
|
Состав пасты ГОИ |
Таблица 4 |
||
|
Наименование составляющих пасты |
Содержание в% |
|
|
|
|
Грубая |
Средняя |
Тонкая |
|
Окись хрома Силикагель (кремнезем) Стеарин Расщепленный жир Олеиновая кислота Сода двууглекислая Керосин |
81 2 10 5 - - 2 |
76 2 10 10 - - 2 |
74 1,8 10 10 2 0,2 2
|
|
|
|||
|
|
|
|
|
Пасту наносят на притираемую поверхность одним из следующих способов: а) поверхность металла слегка смачивают керосином, а затем наносят пасту; б) пасту растворяют в керосине до сметанообразного состояния и затем кисточкой наносят на поверхность. После того, как смыт отработанный слой пасты, наносят новый слой и операцию притирки повторяют.
В ряде случаев притирку деталей производят с помощью специально изготовленных материалов из чугуна, меди, латуни, свинца, дерева или непосредственно притирая детали одну к другой.
Притирку деталей швейных машин чаще всего выполняют, притирая их одну к другой.
После притирки необходимо очень тщательно промыть и протереть детали, так как в противном
случае они будут очень быстро изнашиваться при работе машины.
Ручная шлифовка поверхностей деталей применяется после чистовой опиловки для получения гладкой блестящей поверхности, а также для зачистки поверхностей, имеющих небольшие царапины и заусенцы. Шлифующим материалом являются шкурки из полотна или бумаги, с нанесенными на них абразивными материалами, или шлифовальные бруски.
В зависимости от степени точности и чистоты применяются шкурки и бруски разной зернистости, а в зависимости от твердости обрабатываемого металла — абразивные материалы разной твердости. Ручная шлифовка для удаления за; царапин имеет особое значение в тех когда деталь в процессе работы соприкасается с движущейся ниткой и может вызвать прочности и обрыв ее. В зависимости oт царапин применяется бумага различных номеров: крупные царапины удаляются бумагой № 1, 2 мелкие (носик крючка детали 789) – шкуркой № 00.
Шлифование труднодоступных мест (ушко нитепритягивателя, ушко иглы и т. д.) производится узкой полоской шкурки или ниткой, с маслом и обсыпанной абразивным порошком.
Полировка служит для придания блестящей поверхности. При изготовлен новых деталей их полируют во вращающихся барабанах (мелкие детали) или на полировочных кругах.
При ремонте детали полируют обычно на полировальных кругах, на поверхность которых наносят полирующие порошки из пемзы, окиси венской извести или глинозема, приготовленных в виде пасты или мази.
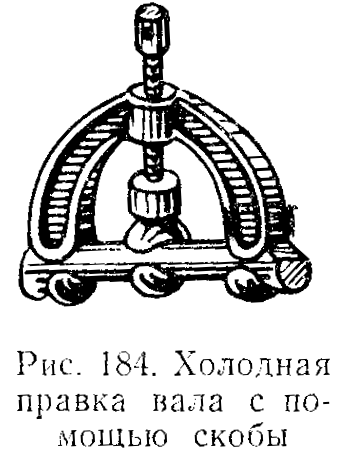
Правка и выравнивание (рихтовка) чаще всего применяются при ремонте изогнутых валов, игольных стержней и т. п. Холодная правка валов производится большей частью с помощью скобы (рис. 184) или под прессом.
Игольные стержни, имеющие изгиб, правят на гладкой металлической плите легкими ударами деревянного или медного молотка.