

ЛИТЬЕ
1 Общие -сведения о формовке и формовочных материалах
1. 1 Формовка

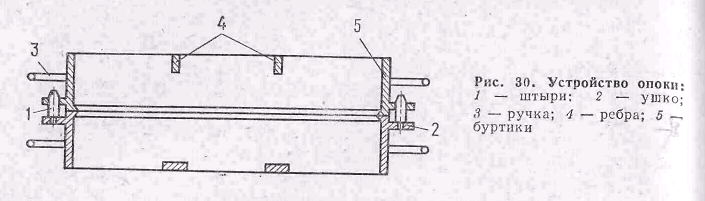
3.6 Опоки
По выплавляемым моделям
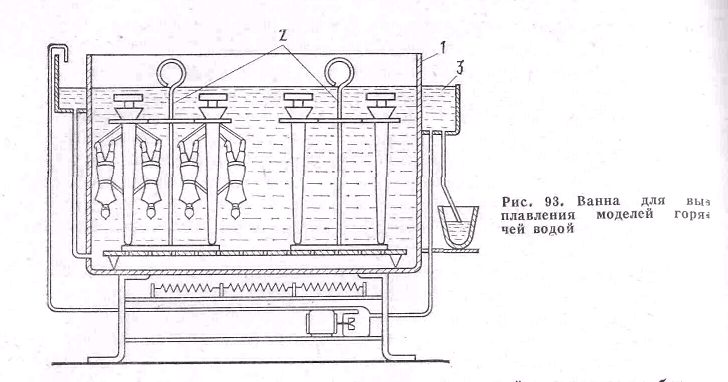
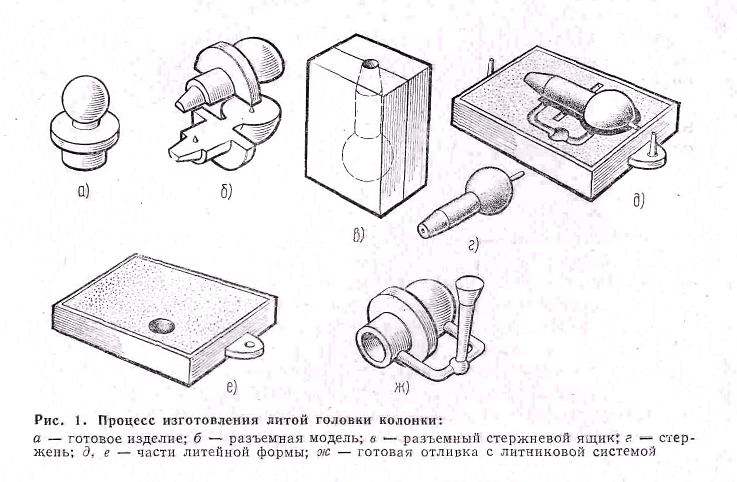
Для выплавления моделей горячей водой модельные блоки устанавливают в специальное приспо-собление — комплектодержатель 2 (рис. 93) литниковой чашей вверх и погружают в ванну 1 с температурой воды 85—90 °С. Через 1—2 мин после погружения модельного блока в ванну металлический стержень стояка прогревается и освобождается от слоя модельного состава; после чего стержень удаляют для дальнейшего использования, а модельный блок продолжают выдерживать до полного выплавления из формы модельного состава. При этом модельный состав, будучи легче воды, поднимается из формы на поверхность воды в ванне и по мере скопления в ней сливается в отделитель 3 модельного состава, расположенный сбоку ванны. После выплавления моделей комплектодержатель с формами вынимают из ванны. Керамические формы вынимают из приспособления, сливают из них воду и не менее двух раз промывают их внутреннюю поверхность горячей водой. Промытые керамические формы устанавливают на стеллажах для сушки. Сушку производят в течение 3 ч при температуре 20—25 °С. В керамических формах с расположенными внутри стержнями удаляют вставленные при чеканке модели шпильки, образующие каналы для выхода из стержня газов при заливке формы металлом.

5.2 Формовка по неразъемной модели
Примером формовки по-сырому по неразъемной модели является формовка детской игрушки «плитка» (рис. 40, а). Литейную форму приготовляют в двух опоках на гладкой подмодельной плите, с прорезью для подъема, припаянного на обратной стороне модели. Модель плитки делают из чугуна или бронзы. Обычно стараются начать изготовление формы с нижнеи полуформы. При этом, как будет видно ниже, удается исключить одну операцию — переворачивание формы. В процессе изготовления литейной формы выполняют следующие операции:
1.
Установка
модели и опоки.
Хорошо очищенную модель кладут лицевой
стороной вверх, на подмодельную плиту,
так чтобы подъем модели входил в прорезь
подмодельной плиты (рис. 40 б). Вплотную
к модели на плиту устанавливают модель
питателей. Затем у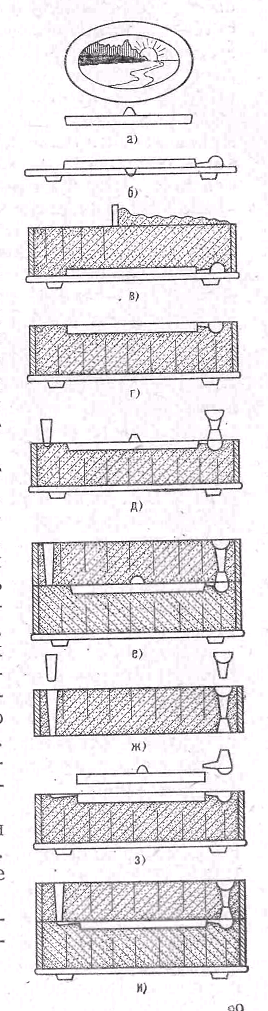 станавливают
на плиту нижнюю опоку так, чтобы между
ее стенками и моделью было одинаковое
расстояние. После установки опоки модель
припыливают древесно-угольным порошком,
чтобы формовочная смесь лучше отделялась
от поверхности модели при извлечении
ее из формы.
станавливают
на плиту нижнюю опоку так, чтобы между
ее стенками и моделью было одинаковое
расстояние. После установки опоки модель
припыливают древесно-угольным порошком,
чтобы формовочная смесь лучше отделялась
от поверхности модели при извлечении
ее из формы.
2. Нанесение облицовочной смеси на модель. Для получения и внутренней поверхности литейной формы, а следовательно, и отливки первый слой формовочной (облицовочной) смеси на модель насеивают через сито. Слой облицовочной смеси на модели должен оыть 25-30 мм.
3. Уплотнение стенки в нижней опоке. На облицовочную смесь в опоке лопатой наносят слой наполнительной смеси. Слой смеси уплотняют плоским концом тромбовки так, чтобы плотность его у стенки опоки и модели была равномерной.
После этого в опоку насыпают новый слой формовочной смеси и снова ее уплотняют и так до тех пор, пока вся полость опоки не будет заполнена уплотненной формовочной смесью. Излишек смеси верхнего слоя в опоке срезается линейкой (рис. 40, в).
4. Выполнение вентиляционных каналов. Для получения хорошего отпечатка сложной поверхности модели, на стенках формы необходимо иметь мелкозернистую формовочную смесь с достаточным содержанием глины и плотную ее набивку в опоке. Все эти факторы уменьшают газопроницаемость формы. Для увеличения газопроницаемости формы в ней вентиляционными иглами накалывают каналы (Вентилирование формы). Каналы нельзя накалывать до поверхности модели, так как острым концом иглы можно испортить поверхность модели, а в каналы при заливке формы будет затекать жидкий металл. При этом каналы потеряют свое назначение как газопроводы, а на поверхности отливки останутся их следы, ухудшающие ее внешний вид. Делают от 3 до 5 наколов на 1 дм2 площади опоки.
5. Перевертывание опоки. Заформованную нижнюю опоку вместе с модельной плитой перевертывают и устанавливают на прежнее место (рис. 40, г). Поднимать опоку без плиты нельзя, так-как при этом тяжелая металлическая модель может выпасть и полуформа будет разрушена.
6. Отделка поверхности разъема формы. В перевернутой нижней опоке поверхность формовочной смеси и заформованной в ней модели, после снятия модельной плиты, должна представлять поверхность разъема формы. На ней устраняют возможную рыхлость, поверхность смеси у краев модели хорошо заглаживают и посыпают тонким слоем разделительного песка. Роль разделительного песка — препятствовать возможному прилипанию смеси верхней опоки к смеси в нижней. С поверхности модели и питателя разделительный песок удаляют (можно сдуть мехом), так как оставшиеся на модели крупные песчинки его могут испортить отпечаток поверхности модели в форме, что отразится на качестве отливки.
7. Изготовление верхней полуформы. На основание модели питателей устанавливают модели шлакоуловителя и стояка, на противоположном конце модели «плитки» — выпор (рис. 40, д). Модель припыливают и засыпают через сито слоем облицовочной смеси, затем насыпают и уплотняют слоями наполнительную смесь, как и в нижней опоке. Излишки формовочной смеси срезают вровень с краями опоки, на поверхности накалывают вентиляционные каналы (рис. 40, е). Затем модели выпора и стояка осторожно-расталкивают и вынимают из формы (рис. 40, ж).
8. Разборка формы и удаление модели. Для удаления модели верхнюю полуформу осторожно без рывков и перекосов снимают с нижней, перевертывают и ставят на гладкий стол или модельную плиту.
В нижней полуформе на поверхности разъема удаляют модели шлакоуловителя и питателей. Затем стенки формы, вокруг модели, для увеличения прочности слегка смачивают водой. Легкими ударами по подъему модели осторожно расталкивают ее и, постукивая по модели деревянным молотком, извлекают ее из формы (рис. 40, з).
9. Отделка формы. Отделку формы удобнее начинать с верхней полуформы, так как повреждение или поломка ее при исправлении не повлечет за собой переделку всей формы. В этом случае поврежденную верхнюю полуформу можно выбить и, установив опоку на готовую нижнюю полуформу, набить вновь. Поломка нижней полуформы обычно вызывает необходимость вновь изготовлять всю форму.
Небольшие дефекты в форме можно исправить. Поврежденное место в форме смачивают водой, заполняют формовочной смесью и уплотняют ее и заглаживают до получения требуемой конфигурации поверхности. Наиболее тщательно исправляют в форме повреждения на поверхности разъема. Неправильное восстановление повреждений на поверхности разъема влечет за собой поломку формы или брак отливки.
10. Подчеканка формы. После удаления модели полость формы нижней опоки припыливают древесноугольным порошком. Модель хорошо очищают щеткой и укладывают обратно в отпечаток полости нижней полуформы.
Такую операцию выполняют для увеличения ясности отпечатка поверхности модели в форме и называют подчеканкой формы. В процессе выполнения подчеканки поверхность формы покрывают слоем древесноугольного порошка, который проникает в рельеф поверхности модели лучше, чем зерна формовочной смеси, которые значительно большие по размерам, что обеспечивает более четкий отпечаток поверхности модели на стенке формы. Затем модель удаляют и собирают форму для заливки (рис. 40, и).