

3.4. Методи обробки основних поверхонь поршнів
Підготовка допоміжних баз. Більшу частину операцій при обробці поршнів виконують з встановленням на допоміжні бази, які готують заздалегідь. Розточування юбки, підрізання її торця і центрування дниша виконують на багаторізцьових токарних напівавтоматах або агрегатних свердлильно-розточувальних верстатах (рис. 3.2); поршень при цьому затискають у патрон за головку.
Поршні, заготовки яких мають велику різностінність, базують по внутрішній поверхні, встановлюючи на розтискальний пристрій з упором у внутрішню стінку днища.
Центрування днища в першому випадку виконують зі сторони шпинделя верстата, у другому – зі сторони задньої бабки, де розміщено спеціальний свердлильний шпиндель. Розточування пояска юбки і підрізання торця виконують зі сторони передньої бабки.
Для полегшених поршнів допоміжними базами є площини на бобишках отвору під палець і два просвердлених і розвірчених отвори в цих бобишках. Ці площини й отвори обробляють на агрегатних багатопозиційних верстатах за одну операцію.
Обробку поверхонь допоміжних баз завжди виконують з одного встановлення поршня - щоб забезпечити їхнє правильне взаємне розташування.

Рис. 3.2. Обробка встановлювальних баз при виготовленні поршня на двохсторонньому агрегатному верстаті: 1 – різцева головка, 2 – заготовка, 3 - патрон
Обробку зовнішніх поверхонь днища і канавок під кільця виконують звичайно на багатошпиндельних напівавтоматах, поєднуючи попередню і чистову обробку в одній операції. При незначній програмі випуску для повної токарної обробки поршня за одне встановлення в два переходи застосовують одношпиндельні багаторізцеві напівавтомати (рис.3.3).

Рис.3.3. Налагодження спеціалізованого токарного напівавтомата для обробки поршня: на передньому супорті встановлені: 1 - прохідний різець, 2 - лопаточний різець, 3 - фасочний різець; на задньому верхньому супорті встановлені: 4 - чорновий фасочний різець, 5 - чорнові канавочні різці; на задньому нижньому супорті встановлені: 7 - чистовий фасочний різець, 8 - чистові канавочні різці, 9 - радіусний різець, 10 - чистовий підрізний різець
На рис.3.4 наведено налагодження восьмишпиндельного напівавтомата для обточування поршня з овальною юбкою. Заготовки на верстат надходять з розточеними базовими поясками юбки К, обробленими опорними площинами М на приливах бобишок під палець і попередньо зенкерованими отворами пальця.
На першій позиції поршень встановлюють пояском К на оправку з упором до площини М для поздовжнього орієнтування, потім вводиться фальшивий палець Л, який служить для притискання поршня під час обробки і кутового орієнтування при копірному обточуванні юбки. На другій позиції підрізається днище, обточується головка і свердлиться центрувальний отвір у бобишці на днищі; у цей отвір на всіх інших позиціях обробки входить гідравлічно керований обертовий центр.
Восьмишпиндельний верстат є найпродуктивніший для обточування поршнів.
Овальні юбки поршнів шліфують на копіювальних напівавтоматичних верстатах, встановлюючи поршні по допоміжних базах з підтисканням центром задньої бабки і приводом в обертання фальшивим пальцем. Поршні з круглими юбками шліфують на безцентровошліфувальних верстатах з поздовжньою (наскрізне шліфування) чи радіальною подачею (врізне шліфування).
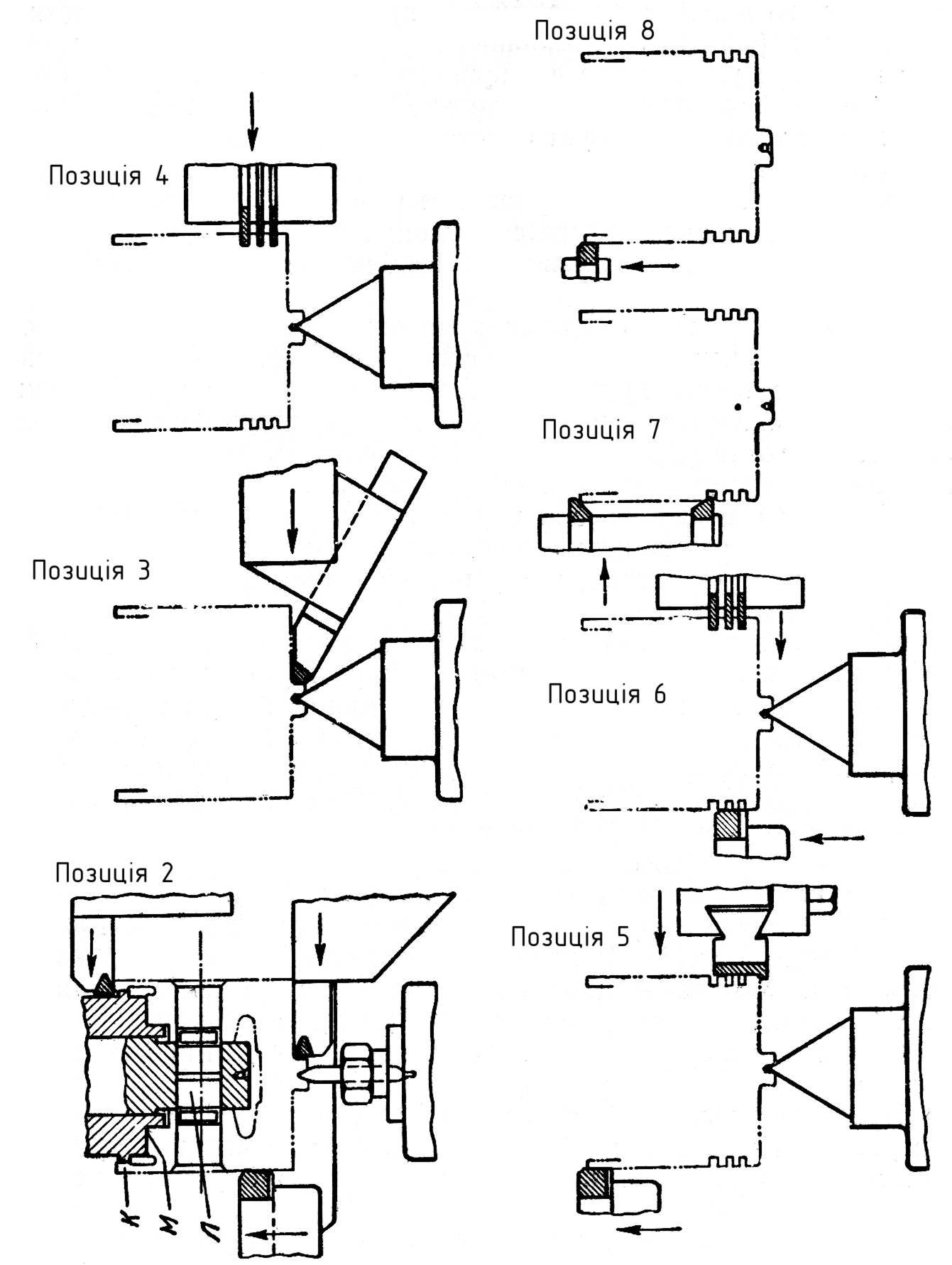
Рис.3.4. Схема налагодження восьмишпиндельного напівавтомата для обточування поршня: позиція 2 - центрування, попереднє підрізання днища, обточування головки поршня і підрізання відкритого торця юбки; позиція 3 - чистове підрізання днища; позиція 4 - попереднє проточування трьох канавок під кільця; позиція 5 - точіння фасок і попереднє обточування юбки; позиція 6 - чистова обробка головки і канавок під кільця; позиція 7 - точіння фасок канавки нижнього кільця і відкритгого торця юбки; позиція 8 - обточування овальної юбки поршня по копіру
Іноді замість шліфування юбок використовують тонке копірне обточування на спеціальних верстатах, при якому досягають приблизно таку ж точність, як і при шліфуванні; при цьому радіальний тиск інструмента (різця) на оброблювану поверхню значно менший, ніж при шліфуванні, відсутня небезпека шаржування абразивних зерен у робочу поверхню легкосплавного поршня, забезпечується висока стійкість різців із пластинками з твердих сплавів і стабільність одержаних розмірів.
Для тонкого обточування застосовують високопродуктивні багатошпиндельні прецизійні верстати, на яких встановлюють різці з пластинками з високоякісного твердого сплаву. При цьому за один установ точно обробляють і суміжні поверхні поршня (міжкільцеві пояски, днище тощо).
Обробка отворів під пальці. У заготовках алюмінієвих поршнів отвори під палець утворюють при литті в кокіль. Їх форма - конічна (2..3°), що полегшує виймання стержнів. Попередня обробка цих отворів полягає у зенкеруванні і наступному напівчистовому розточуванні чи розвірчуванні (точність – 9...10 квалітети).
Попередню обробку отвору під палець звичайно виконують після токарної обробки поршня, а остаточну (тонке розточування) - наприкінці обробки після покриття оловом. В отворах під палець виконують канавки під стопорні кільця.
Попередню обробку отворів під палець і прорізання канавок під стопорні кільця виконують на двосторонніх багатопозиційних агрегатних верстатах.
Типова послідовність обробки на таких верстатах така:
позиція 1 - встановлення і зняття заготовки (однієї чи двох);
позиція 2 - зенкерування чи розточування різцем і зняття фасок;
позиція 3 – розвірчування чи розточування отворів у лінію;
позиція 4 – прорізання стопорних канавок.
Обробку (крім позиції 3) здійснюють з двох сторін поршня. Базування виконують по пояску юбки, її торцю і зовнішніх поверхонь бобишок чи по площинах приливів бобишок і отворах у них.
Остаточну обробку отворів під палець виконують тонким розточуванням на багатошпиндельних одно- чи двосторонніх верстатах.
При використанні односторонніх верстатів обробку здійснюють за один робочий хід одним різцем, який розточує послідовно отвори в обох бобишках (у лінію).
При використанні двосторонніх верстатів отвори під палець обробляють у два проходи. Спочатку з однієї сторони два різці попередньо розточують отвори в обох бобишках (припуск 0,2...0,5 мм), потім з іншої сторони одним різцем виконується остаточне розточування обох отворів послідовно (припуск 0,08...0,1 мм). Шпинделі верстата обертаються з різними швидкостями (для попередньої й остаточної обробки), а стіл верстата має різні подачі при обробці з правої та лівої сторін. Двосторонні верстати дають можливість виправляти похибки попередньої обробки і менш чутливі до відхилень від точності розмірів і розташування осей отворів.
В обох випадках на верстатах одночасно обробляють кілька поршнів.
Свердління малих отворів і фрезерування прорізів. Малі отвори свердлять у канавках маслознімних кілець, у маслознімних канавках, у бобишках і на юбках поршнів (допоміжні отвори для входу прорізних фрез при розрізуванні юбки).
Для свердління малих отворів використовують агрегатні свердлильні верстати невеликої потужності з декількома відповідно розташованими автономними головками. Вертикально розташовані базові отвори в припливах поршнів свердлять і розвірчують у більшості випадків на двосторонніх агрегатних верстатах, поєднуючи цю операцію з центруванням днища і фрезеруванням опорної площини на бобишках під палець. Базування поршня відбувається по зовнішній циліндричній поверхні; кутове положення фіксується по торцях чи зовнішній поверхні бобишок.
Свердління радіально розташованих маслознімних отворів найчастіше виконують окремо від інших, за допомогою радіально розташованих на столі верстата головок. Ці отвори свердлять всі одночасно чи в декількох позиціях з поворотом столу.
Встановлення поршнів при цьому виконують по допоміжних базах - пояску юбки і її торці з кутовим фіксуванням деталі по отвору під палець (чи по двох отворах у бобишках).
Фрезерування прорізів в алюмінієвих поршнях виконують після токарної обробки переважно на спеціалізованих агрегатних верстатах, поєднуючи в одній операції свердління допоміжних отворів для входу фрез і фрезерування прорізів.
На рис. 3.5 показано налагодження агрегатного п’ятипозиційного свердлильно-фрезерного верстата з горизонтальним розташуванням шпинделів, на якому виконують свердління шести допоміжних отворів і фрезерування двох похилих і одного горизонтального прорізу.

Рис.3.5. Схема налагодження агрегатного п’ятипозиційного свердлильно-фрезерного верстата з горизонтальним розташуванням шпинделів
Верстат працює за таким циклом:
позиція 1 - зняття деталі й встановлення нової;
позиція 2 - свердління у юбці отворів діаметром 5 мм;
позиція 3 - фрезерування першого похилого прорізу шириною 1,5 мм у юбці між отворами діаметром 5 мм;
позиція 4 - фрезерування горизонтального прорізу шириною 2,5 мм між двома отворами діаметром 5 мм у п'ятій кільцевій канавці;
позиція 5 - фрезерування другого похилого прорізу в юбці.
Припасування поршнів по масі. Коливання у масі поршнів різних циліндрів двигуна негативно позначаються на його зрівноваженості. Оскільки внутрішню поверхню не обробляють, то можливі коливання у масі оброблених деталей. Ці розбіжності зменшують видаленням металу з таких поверхонь (компенсаторів):
а) внутрішнього пояска юбки, який розточується;
б) спеціального приливу на внутрішній стінці юбки;
в) з нижньої площини приливів у бобишок під палець (у полегшених поршнях).
При припасовуванні іноді доводиться видаляти значну кількість металу. Це треба робити, не порушуючи міцності поршня, геометричні форми і розміри робочих поверхонь.
Іноді поршні не підганяють за вагою, а сортують після обробки на чотири-п'ять груп з інтервалом у 5..8 г. Але цей метод не забезпечує повної взаємозамінності поршнів при складанні двигуна.
На спеціальних напівавтоматичних верстатах поршень, у залежності від маси, сам установлюється на певній висоті, де фіксується призмами. Шпиндель верстата має подачу знизу вгору на постійну висоту. Чим важчий поршень, тим нижче він буде розташовуватися і тим більшу довжину пояска розточує зенкер, знявши більшу кількість металу.
При такій обробці можлива деформація поршнів під дією сил різання і затискання, тому припасування виконують перед шліфуванням юбки і розточуванням отвору під палець.