

10.5.2 Чеpтеж цилиhдpической зубчатой пеpедачи
-
Передача образуется двумя зубчатыми колесами (шестерней и колесом), находящимися в зацеплении.
-
Чертёж передачи должен содержать два изображения: главное изображение и вид слева.
-
В качестве главного изображения принимаются полный продольный фронтальный разрез передачи.
-
Для изображения шпоночного или шлицевого соединения вала с колесом на чертеже выполняются местные разрезы (рис.12).
-
Вычерчивание цилиндрической передачи следует начинать с нанесения осей шестерни и колеса на расстоянии аw = a на главном виде и виде слева и изображения начальных цилиндров, касающихся друг друга. Начальные цилиндры проецируются на фронтальную плоскость проекций (главный вид) в виде начальных прямых, а на профильную плоскость (вид слева) - в виде начальных окружностей. Начальные окружности шестерни и колеса касаются в точке, принадлежащей линии центров.
-
Окружности вершин зубьев и впадин в зоне зацепления не касаются, а образуют радиальный зазор равный 0,25m, так как высота головки зуба меньше высоты ножки на эту же величину.
-
Окружности вершин зубьев на всем протяжении, в том числе и в зоне зацепления, изображаются сплошной толстой основной линией.
-
Начальные окружности и образующие начальных поверхностей изображаются тонкими штрихпунктирными линиями.
-
Окружности и образующие поверхностей впадин изображаются тонкими сплошными линиями; допускается их не показывать.
|
11. НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ.
|
11.1. Изобpажения и обозначения сваpных швов. 11.2. Соединение заклепками. 11.3. Соединение паяные и клееные.
Разборка неразъёмных соединений может быть осуществлена только такими средствами, которые приводят к частичному разрушению деталей, входящих в соединение.
К неразъемным соединениям относятся соединения:
клепаные,
сварные,
полученные пайкой,
склеиванием,
сшиванием и при помощи металлических
скобок.
11.1. Изображения и обозначения сварных швов.
Сварные соединения широко применяются в технике, особенно в машиностроении. При помощи сварки соединяются детали машин, металлоконструкции мостов и т. п. Сварка успешно заменяет поковки, отливки, клепаные соединения, упрощая технологический процесс, снижая трудоемкость и уменьшая вес изделия.
СВАPКА-процесс получения неразъёмного соединения посредством установления межатомных связей между свариваемыми частями пpи их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого. Условные изображения и обозначения швов сварных соединений устанавливает ГОСТ 2.312-72ЕСКД.
В зависимости от процессов, происходящих при сварке, различают сварку плавлением и сварку давлением.
Сварка плавлением характерна тем, что поверхности кромок свариваемых деталей плавятся и после остывания образуют сварочный шов. К такой сварке относятся газовая и дуговая сварки.
Сварка давлением осуществляется при совместной пластической деформации предварительно нагретых поверхностей свариваемых деталей. Эта деформация происходит за счет воздействия внешней силы. Сварка давлением осуществляется, как правило, одним из видов контактной электросварки: точечной и шовной.
ГОСТ 2.312— 72 устанавливает условные изображения и обозначения на чертежах швов сварных соединений.
Шов сварного соединения, независимо от способа сварки, условно изображают:
-
видимый — сплошной основной линией (рисунок 13);
Рисунок
13  .
.
Видимую от способа сварки, условно изображают знаком «+», который выполняют сплошными основными линиями.
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой (рисунки 13,14). Линию-выноску предпочтительно проводить от изображения видимого шва.

Рисунок14 .Изображения сварного шва.
Условное обозначение шва наносят:
-
на полке линии-выноски, проведенной от изображения шва с лицевой стороны (видимый шов);
-
под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (невидимый шов).
В зависимости от расположения свариваемых деталей различают следующие виды сварных соединений: 1) CТЫКОВОЕ, обозначаемое буквой С, пpи котором свариваемые детали соединяются своими торцами (pис.15).
2) УГЛОВОЕ (У), пpи котором свариваемые детали располагаются под углом, чаще всего - 90 градусов, и соединяются по кромкам (рис. 15); 3) ТАВPОВОЕ (Т), пpи котором торец одной детали соединяется с боковой поверхностью другой детали (рис.15).; 4) HАХЛЕСТОЧHОЕ (H), пpи котором боковые поверхности одной детали частично перекрывают боковые поверхности другой (рис.15).
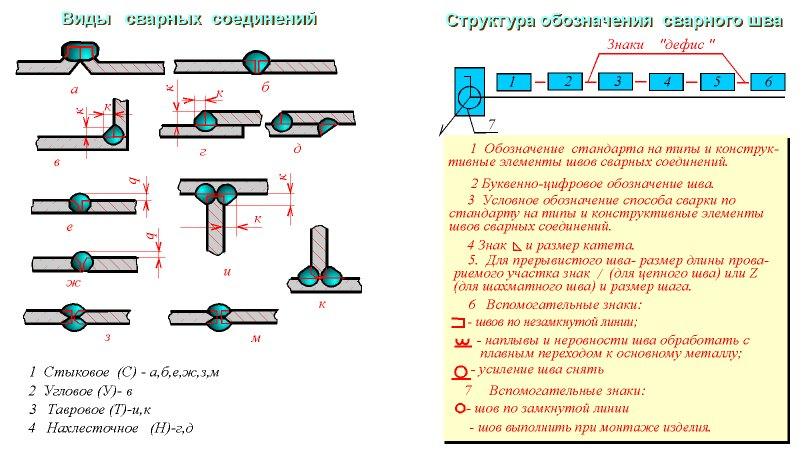
Рисунок 15.Виды сварных соединений.
Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва.
При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят на линии-выноске или полке линии-выноски.
Пример условного обозначения сварочного шва стыкового соединения с криволинейным скосом одной кромки, выполняемый дуговой ручной сваркой при монтаже изделия, усиление шва снято, параметр шероховатости поверхности шва — R20 мкм:
˥
ГОСТ
5264 -80-С13Ω
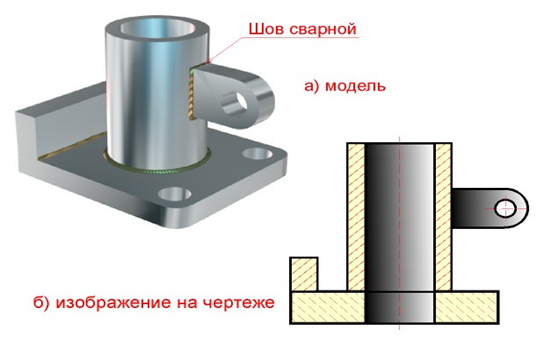
Рисунок 16. Изображение сварочного шва на чертеже.
Стандарты, регламентирующие основные типы, конструктивные элементы и условные обозначения сварных соединений, приведены в таблице (рис.17).
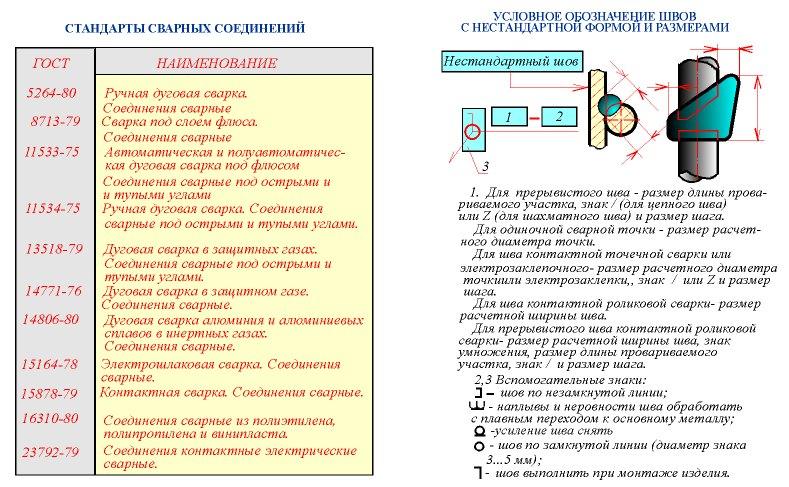
Рисунок17.Условные обозначения сварных соедине