

2.2.5.1. Осаждение пленок в тлеющем разряде
Простейшее устройство для катодного распыления схематически изображено на рис. 2.10. Оно состоит из катода большой площади и анода, на котором подложки расположены в плоскости, параллельной катоду; все это находится под вакуумным колпаком. В систему вводят рабочий газ при давлении 10-2—10-1 мм рт. ст. Расстояние между электродами составляет обычно от 1 до 12 см, а диаметр электродов—от 5 до 50 см. Такая система обычно работает при напряжениях от 1 до 10 кв.

Скорость осаждения. Скорость осаждения материала на подложке пропорциональна скорости распыления катода и может быть выражена формулой
![]()
где Q — скорость осаждения; C—постоянная; I—ионный ток; γ—коэффициент распыления. Следует помнить, что коэффициент распыления зависит от напряжения разряда и от природы используемых ионов. В большинстве случаев желательно работать при максимально достижимой для данного осаждаемого вещества скорости распыления. При выборе газоразрядной среды следует учитывать коэффициент распыления. Из всех доступных газов наиболее подходящим с этой точки является инертный аргон. Из написанной выше формулы следует, что для достижения максимальной скорости осаждения надо увеличивать ток до максимально возможной величины. В общем случае это верно, однако в большинстве практических случаях ситуация значительно сложнее Допустимая мощность не беспредельна, и для того чтобы увеличивать ток, не повышая мощности, необходимо увеличивать давление плазмы. Однако чем выше давление плазмы, тем более вероятность того, что распыляемые атомы возвратятся к катоду посредством диффузии. Вследствие этого при давлениях около 10-1 мм рт.ст. лишь около 10% распыляемых атомов проникают за пределы круксова пространства. Такое кажущееся снижение коэффициента распыления (измеряемого по фактическому распылению катода) по мере повышения давления иллюстрируется на рис. 2.11.
 Рис.2.11
Рис.2.11
Вывод из этих наблюдений таков: для повышения скорости распыления следует выбирать давление газа по возможности высокое, но притом такое, чтобы коэффициент распыления был все еще близок к своему максимальному значению.
Скорость осаждения существенно зависит также от положения подложек относительно катода. Для того чтобы максимальное количество распыленного материала попало на подложку её следует размещать как можно ближе к катоду, не нарушая режима тлеющего разряда. Однако по мере приближения подложки к катоду сила тока резко падает, даже если подложка еще не достигла границы круксова пространства и скорость распыления снижается. Если это произошло, то пленка оказывается неоднородной по толщине (минимум толщины — в центре подложки, где экранирование катода максимально). Следует отметить, что эффект экранирования проявляется и в том случае, если потенциал подложки отличен от потенциала анода и равен потенциалу плазмы, в которой подложка расположена. Существует удобное эмпирическое правило, согласно которому расстояние от катода до подложки должно быть в 2 раза больше длины круксова темного пространства.
Любые тела или детали, которые приходится по ряду причин размещать в распылительной системе, влияют на характеристику тлеющего разряда, если они располагаются слишком близко к катоду, и это обстоятельство может существенно нарушать однородность осажденной пленки. Пример такого рода иллюстрирует рис. 2.12, где показано распределение ионного тока на поверхности катода для случая, когда на разных расстояниях от поверхности располагается вспомогательная трубка. Даже при относительно высоком давлении, при котором получены эти данные, влияние вспомогательной трубки существенно, если она не вынесена достаточно далеко за пределы круксова пространства.
 Рис.2.12
Рис.2.12
Другой важный эффект, которым нельзя пренебрегать, — концентрирование тока на краях катода или вблизи них. Он вызван усилением напряженности электрического поля у края и проявляется в соответственно повышенном распылении катода. Для того чтобы компенсировать этот неблагоприятный эффект, по периферии катода насаживают утолщение из полосок, как показано на рис. 2.13. Соответственно этому эффекту осаждение материала у периферии повышено, поэтому размеры катода должны значительно превосходить размеры подложек.
Рис. 2-13. Форма
катодов, используемых в установке
непрерывного действия.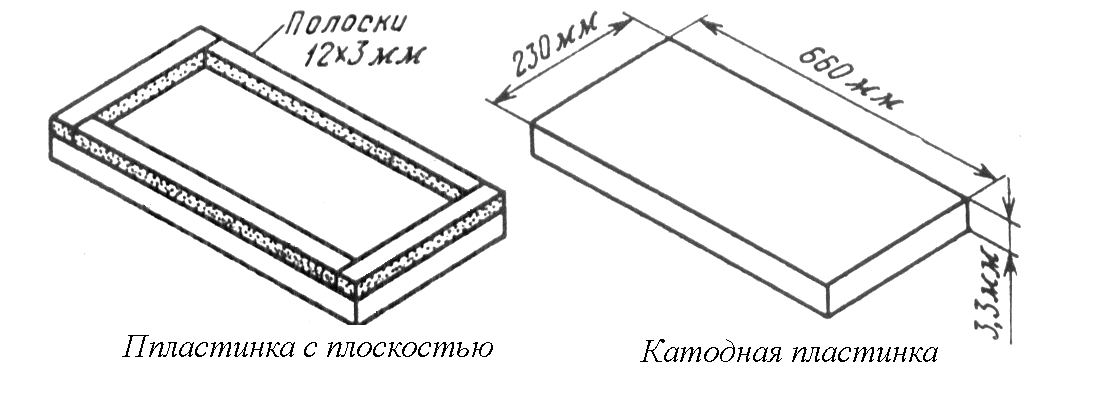
Пользуясь
плоскопараллельной конфигурацией
достаточно больших по площади электродов,
удается без значительных трудностей
осаждать пленки, однородные по толщине
на большой площади. Например, для катода
диаметром 35 см и расстоянии от катода
до подложек 7,5 см была достигнута
однородность по толщине лучше 1% на
системе подложек, занимающих квадрат
со стороной 17,5 см. Установка, в которой
были получены эти результаты, была
сконструирована таким образом, чтобы
катод был достаточно удален от каких-либо
посторонних (т. е. не участвующих
непосредственно в разряде) деталей, в
том числе от стенок вакуумного колпака.
В зависимости от условий распыления
были достигнуты скорости осаждения от
100 до 500
![]() мин,
в том числе для таких материалов, как
тантал, коэффициент распыления которого
мал.
мин,
в том числе для таких материалов, как
тантал, коэффициент распыления которого
мал.
Загрязнение пленок в процессе осаждения. Общепризнанно, что перед напуском рабочего газа в камеру необходимо создать в ней высокий вакуум (<10-6 мм рт.ст.). Однако даже в этом случае существует множество причин, способных вызвать загрязнение среды. Укажем важнейшие из них.
1. Стенки вакуумной камеры и поверхности других деталей распылительной системы могут быть покрыты адсорбированными газами, парами воды и углеводородами, которые десорбируются под действием бомбардировки ионами и электронами, присутствующими в тлеющем разряде. Поэтому все поверхности, доступные разрядной плазме, следует в достаточной степени охлаждать, а масса их должна быть столь малой, чтобы термическое равновесие устанавливалось уже за несколько минут (предполагается, что в течение этого времени заслонка прерывает путь между катодом и подложками). Другой вариант: эти поверхности отжигают при высокой температуре под откачкой.
2. При давлениях, обычно используемых для катодного распыления, эффективность диффузионных насосов невысока и обратный поток паров диффузионных масел может быть довольно ощутимым. Даже «оптически непрозрачные» ловушки неспособны предотвратить этот поток, поскольку их пластины разделены расстояниями, равными, при обычно используемых давлениях, нескольким длинам свободного пробега молекул. Поэтому обычно оказывается необходимым вводить дросселирование между разрядным объемом и ловушкой. Этого легче всего достичь, используя высоковакуумный вентиль как дросселирующий. Степень дросселирования должна быть такой, чтобы давление в ловушке не превосходило 10-3 мм рт. ст. Замена комбинации «диффузионный насос + ловушка» насосом турбомолекулярного типа должна устранить этот источник загрязнений.
3. В результате дросселирования скорость откачки системы значительно снижается, вследствие чего становится существенным даже небольшое натекание. Может оказаться, что требования вакуумной герметичности для распылительной системы даже более важны, чем для системы термического испарения. Поэтому любые измерения «фонового» давления перед напуском распыляющего газа следует проводить, когда высоковакуумный вентиль находится в дросселирующем положении.
4. Наиболее очевидным источником загрязнений является подложка. Предметом особых забот являются загрязнения посторонними частицами, вызывающими образование в пленке пор, а также общее загрязнение подложки. Если впоследствии из пленки необходимо изготовить схему, то поры особенно опасны. Для борьбы с этими порами, а также с общим загрязнением, необходимо перед осаждением пленок тщательно очищать подложки и принять все предосторожности для сохранения чистоты подложек.
Состав распылительной среды был проанализирован масс-спектрометрически до, в процессе и после распыления тантала. Был отмечен важный факт: с момента зажигания разряда мгновенно и очень сильно снижалась концентрация реакционноспособных газов (азота, кислорода, паров воды). Увеличивалась только концентрация водорода, что объясняется восстановлением паров воды или крекингом углеводородов под действием тлеющего разряда. Снижение концентрации реакционноспособных газов обусловлено, несомненно, быстрым откачивающим действием свежеосажденного металла. Тантал — материал с сильным геттерирующим действием.
Реактивное распыление. Преднамеренное введение реакционноспособного газа в распылительную среду с целью изменения или управления свойствами пленок называют реактивным распылением. Этим методом были получены пленки изолирующих и полупроводниковых соединений различных металлов. Большинство исследований в этом направлении преследовало цель осаждения окислов путем введения в распылительную среду кислорода или использования чистого кислорода. Кроме того, были получены нитриды, карбиды и сульфиды с помощью соответственно азота, метана или окиси углерода и сернистого водорода. В принципе активный газ можно не разбавлять, однако чаще всего используют смесь инертного газа с относительно небольшой добавкой активного газа. Можно утверждать, что для осаждения диэлектриков предпочтительнее применять разбавленную смесь, поскольку при высокой концентрации активного газа поверхность катода также покрывается диэлектриком, значительно снижающим скорость распыления.
В зависимости от давления активного газа реакция образования соединения может протекать либо на катоде (и тогда к подложке переносится готовое соединение), либо на подложке в процессе образования пленки. При низких давлениях более вероятен второй из указанных механизмов, при высоких — первый. Полагают также, что реакция может протекать и в паровой фазе между атомами распыляемого материала и атомами газа, однако такой процесс маловероятен, поскольку должны выполняться определенные условия относительно выделяющейся теплоты реакции и кинетической энергии атомов; в противном случае молекула соединения будет самопроизвольно распадаться.
Во многих случаях составом пленки можно управлять непрерывно (от состава, соответствующего металлу, через полуметалл и полупроводник до диэлектрика путем изменения отношения концентраций активного и инертного газов в разрядной среде). Фактически во многих случаях активный компонент входит как межузельный атом в металлическую пленку, не образуя соединения до тех пор, пока не достигается высокая концентрация газа в металле. Например, было установлено, что в случае танталовых пленок, полученных распылением ионами кислорода или азота, отсутствуют какие-либо признаки образования соединения вплоть до концентраций, превышающих растворимость этих элементов в объемном тантале почти в 2 раза. Метод реактивного распыления — один из важнейших в тонкопленочной технологии микроэлектроники, поскольку он позволяет управляемо изменять свойства пленок. Конкретные концентрации активных составляющих в инертном газе, обеспечивающие изготовление пленок с заданными свойствами, зависят от многих факторов. Укажем важнейшие из них:
-
Скорость осаждения должна быть согласована с подачей активного газа. При прочих равных условиях, чем больше заданная скорость осаждения, тем больше требуется активного газа для поддержания неизменными нужных свойств пленки.
2. Общий расход газа в системе. Вследствие того, что активные газы в процессе распыления очень сильно генерируются, концентрацию их при постоянном давлении системы следует повышать по мере увеличения расхода.
3. Общее давление в процессе распыления. Количество реагентов, затрачиваемое для осаждения, необходимо контролировать. Если изменяют общее давление, то для сохранения свойств плёнок неизменными следует менять и относительную концентрацию реагентов. В общем случае по мере увеличения давления в системе концентрацию реагентов следует понижать.
Из проведенного здесь анализа следует, что очень важно поддерживать постоянным отношение скорости поступления распыляемого материала к скорости подачи активного газа.
Параметры осаждения и влияние их на свойства пленок. Выбором конкретных условий распыления можно существенно изменять свойства пленок даже в тех случаях, когда все упомянутые выше факторы оптимальны. Свойства пленок могут зависеть от напряжения распыления и от потенциала подложки (т. е. от того, заземлена ли она, имеет «плавающий» потенциал или находится под смещением), а также от примесей. Напряжение распыления помимо того, что оно влияет на скорость осаждения, может сильно изменять структуру осажденных пленок. Было установлено, что размеры кристаллитов танталовых пленок, полученных распылением, довольно заметно зависят от напряжения распыления, особенно ниже 3кВ. Кроме того, осажденные при низких ( 3кВ) напряжениях пленки тантала могут иметь значительную пористость.
Возникающий на подложках потенциал также влияет на свойства осаждаемых пленок, поскольку он изменяет поток ионов и электронов, попадающих на подложку в процессе осаждения. Возьмем опять-таки для примера тантал: кристаллическая структура зависит от потенциала подложки. Если подложки электрически изолированы от других деталей распылительной камеры, то они примут потенциал плазмы, с которой соприкасаются. В этом случае не будет заметного притяжения ни электронов, ни ионов и случайная бомбардировка подложек заряженными частицами практически будет сведена к минимуму. Если к подложкам приложен потёнциал анода (обычно заземленного), то они будут бомбардироваться электронами с такой же интенсивностью, что и анод. Если к подложкам приложить смещение, то тогда в зависимости от полярности смещения их будут бомбардировать либо электроны, либо ионы. Если приложенное к подложкам смещение таково, что их бомбардируют значительные потоки электронов или ионов, то кристаллиты пленки обнаруживают нормальную кристаллическую структуру объемного тантала (объемно-центрированная кубическая решетка). Если, однако, бомбардировку свести к минимуму, то кристаллиты обнаруживают иную структуру (вероятно, тетрагональную, приписываемую β-Та) с совершенно иными электрическими свойствами. Хотя эти различия могут осложнить управление процессом, свойства пленок вполне воспроизводимы, если параметры процесса выдерживаются в заданных пределах. Фактически управление этими, а также другими, упомянутыми ранее, факторами позволяет получать пленки со свойствами, удовлетворяющими конкретным приложениям.Взаимодействие инородных частиц с частицами осаждаемого вещества оказывает значительное влияние на образование зароды и рост пленки, а следовательно, и на структуру пленки.
Осаждение сплавов. Для осаждения пленок сплавов метод катодного распыления имеет ряд преимуществ перед методом термического испарения. Химический состав напыленных пленок обычно соответствует составу катода-источника, по крайней мере, спустя некоторый короткий период установления равновесия. Это верно даже в том случае, если компоненты сплава характеризуются совершенно различными коэффициентами распыления. Это объясняется тем, что спустя некоторое время после того, как компонент с наибольшей скоростью распыления покинет катод, поверхность обогащается другим компонентом до тех пор, пока не установится «стационарный» состав поверхности. По достижении - этого состояния напыленная пленка будет иметь тот же состав, что и катод. Иначе обстоит дело при испарении: из-за высокой температуры источника вещество из внутренних участков быстро диффундирует к поверхности. Если бы при катодном распылении температура катода повысилась настолько, что диффузия из объема стала бы значительной, то напыленные пленки по составу отличались бы от катода.
Другой метод получения пленок сплавов состоит в том, что их синтезируют непосредственно из отдельных компонент, распыляя несколько катодов при одном и том же потенциале разряда. Относительные площади катодов можно подобрать так, чтобы обеспечить получение пленок почти любого состава.
Простой прием для получения сплавов с малым содержанием одного из компонент состоит в том, что катод из основного металла обвивают проволокой из лигатуры. Для увеличения доли второго металла к катоду присоединяют ленту или диск из этого металла либо осаждают нужную добавку электролитически. Для такого метода осаждения сплавов состав пленки можно оценить, зная отношение площадей разных металлов на поверхности катода и их коэффициенты распыления (если они известны для данных распылительной среды и напряжения). Для двухкомпонентного сплава справедливо
где N—число
атомов; А —площадь катода;
![]() —коэффициент
распыления; индексы относятся к разным
компонентам сплава.
—коэффициент
распыления; индексы относятся к разным
компонентам сплава.
В другом методе катоды питают независимо друг от друга. Меняя напряжение, приложенное к каждому катоду, в процессе распыления получают пленки разного
состава.
Комбинируя эти методы с реактивным распылением в среде кислорода можно осаждать многокомпонентные стекла распылением катодов из алюминия и кремния.
Неоднократно отмечалось, что распылённые пленки обладают более - высокой адгезией, нежели пленки, полученные испарением в сходных условиях, однако надежных экспериментов, подтверждающих этот факт до сих пор не проводилось.