

5. Обробка металів різанням
Процес різання металів полягає в зрізанні з заготовки шару металу - припуску, спеціально залишеного на обробку, з метою одержання деталі із заданими кресленням формою, розмірами й шорсткістю поверхонь.
О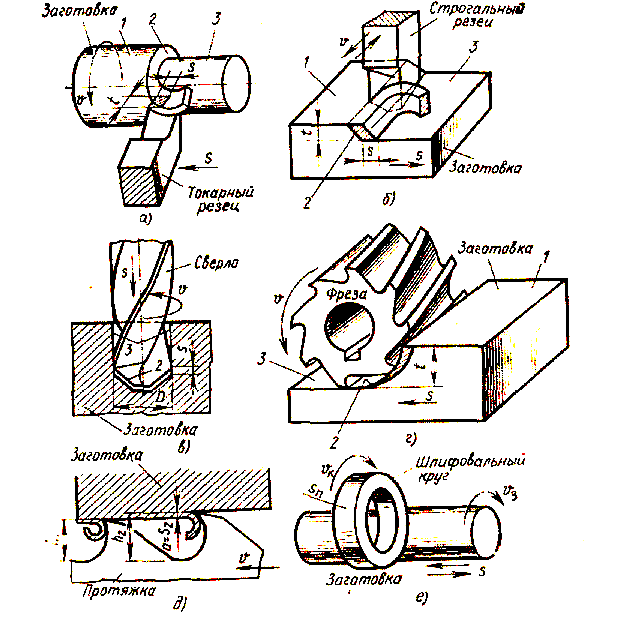 сновними
видами обробки різанням є точіння,
стругання,
свердління, фрезерування й шліфування.
Обробка металів різанням здійснюється
на металорізальних верстатах — токарних,
стругальних, свердлильних, фрезерних
і шліфувальних з
використанням різних різальних
інструментів - різців, свердл, фрез,
шліфувальних кругів.
сновними
видами обробки різанням є точіння,
стругання,
свердління, фрезерування й шліфування.
Обробка металів різанням здійснюється
на металорізальних верстатах — токарних,
стругальних, свердлильних, фрезерних
і шліфувальних з
використанням різних різальних
інструментів - різців, свердл, фрез,
шліфувальних кругів.
Видалений у процесі різання метал - припуск - перетворюється в стружку, при цьому наявність стружки є характерною ознакою всіх різновидів процесу різання металів.
Для здійснення процесу різання необхідно мати головний рух різання й рух подачі (мал. 2.19, а). Головний рух різання має найбільшу швидкість і називається швидкістю різання. Рух подачі має швидкість меншу, ніж швидкість головного руху різання, і призначений для зрізання припуску з усієї поверхні, що підлягає обробці. Цей рух називається подачею. Головний рух і рух подачі залежно від виду обробки можуть бути обертальними або прямолінійно поступальними й здійснюватися як заготовкою, так і різальним інструментом.
При точінні головний рух — обертовий рух заготовки, рух подачі — прямолінійний поступальний рух різального інструменту — різця (мал. 2.19,а). Переміщенням різця відносно заготовки зрізується її вихідна поверхня, що називається оброблюваною поверхнею 1, і утвориться нова поверхня, що називається обробленою поверхнею 3.
При струганні головний рух надається різцю, а рух подачі — заготовці (мал. 2.19, б) або як головний рух, так і рух подачі надаються тільки різцю.
При свердлінні (зенкеруванні й розгортанні) як головний рух, так і рух подачі звичайно надається різальному інструменту — свердлу (зенкеру, розгортці) (мал. 2.19, в), однак є схеми свердління, у яких головний рух надається заготовці.
При фрезеруванні головний рух надається різальному інструменту — фрезі, а рух подачі — заготовці (мал. 2.19, г), однак є схеми фрезерування, згідно з якими як головний рух, так і рух подачі надається фрезі.
При круглому (мал. 2.19, д) і плоскому (мал. 2.19, е) шліфуванні головний рух надається різальному інструменту — шліфувальному кругу, а рух подачі — заготовці.
Р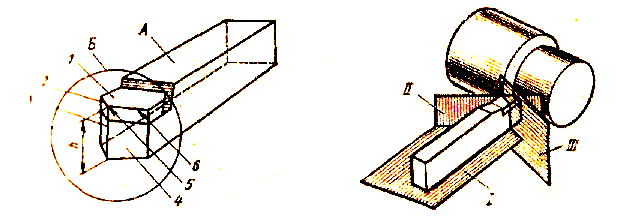 іжучим
інструментом називається
інструмент для обробки металів
різанням. Найпоширеніший різальний
інструмент
— різець — складається з ріжучої частини
Б і стержня А (мал. 2.20).
іжучим
інструментом називається
інструмент для обробки металів
різанням. Найпоширеніший різальний
інструмент
— різець — складається з ріжучої частини
Б і стержня А (мал. 2.20).
Мал. 2.20
Інструментальні матеріали. Металорізальний інструмент може робити зрізання шарами матеріалу з поверхні заготовки в тому випадку, якщо його ріжуча частина виготовлена або оснащена інструментальним матеріалом, що володіє високою твердістю, міцністю, температуростійкістю й зносостійкістю.
Під температуростійкістю інструментального матеріалу розуміється найбільша температура, при якій він зберігає високе значення твердості і міцності.
Зносостійкість матеріалу визначає його здатність опиратися стираючій дії матеріалу, з яким він перебуває в контакті.
 Як
інструментальні
матеріали для лезвійних інструментів
використовуються
швидкорізальні
сталі, тверді сплави
(металокераміка), мінералокерамічні
сплави
(кермети),
надтверді матеріали,
синтетичні алмази. Швидкорізальні
інструментальні
сталі є високолегованими
сталями з добавками
вольфраму (позначається
буквою Р). молібдену (М),
ванадію
(Ф), кобальту (К) при вмісті приблизно 4
% хрому й 1% вуглецю. Найбільше
Як
інструментальні
матеріали для лезвійних інструментів
використовуються
швидкорізальні
сталі, тверді сплави
(металокераміка), мінералокерамічні
сплави
(кермети),
надтверді матеріали,
синтетичні алмази. Швидкорізальні
інструментальні
сталі є високолегованими
сталями з добавками
вольфраму (позначається
буквою Р). молібдену (М),
ванадію
(Ф), кобальту (К) при вмісті приблизно 4
% хрому й 1% вуглецю. Найбільше
Мал. 2.19. Схема основних видів обробки металів різанням
поширення в цей час знаходять наступні марки цих сталей: Р18, Р9Ф5, Р6МЗ, Р6М5, Р9ДО5, Р9ДО5Ф5. Твердість сталей перебуває в межах HRA 62—64, температуростійкість 620—640 °С.
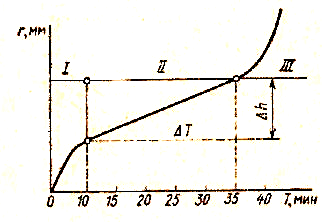
Мал.
2.24. Зношування різального інструменту
з часом
 верді
сплави діляться на три групи:
вольфрамокобальтову (ВК),
вольфрамотитанокобальтову (ТК) і
вольфрамотитанотанталокобальтову
(ТТК).
При позначенні марок твердих сплавів
процентний вміст карбідів титану (Т),
сумарний вміст карбідів титану й танталу
(ТТ) і металевого кобальту (К), рештою є
карбід вольфраму. У твердих сплавах
зазначені порошкоподібні карбіди
з'єднуються в моноліт металевим кобальтом.
Наприкінці позначення марки твердого
сплаву можуть стояти букви М, ОМ, Б, що
означає зернистість: дрібнозернистий,
особливо дрібнозернистий і грубозернистий.
верді
сплави діляться на три групи:
вольфрамокобальтову (ВК),
вольфрамотитанокобальтову (ТК) і
вольфрамотитанотанталокобальтову
(ТТК).
При позначенні марок твердих сплавів
процентний вміст карбідів титану (Т),
сумарний вміст карбідів титану й танталу
(ТТ) і металевого кобальту (К), рештою є
карбід вольфраму. У твердих сплавах
зазначені порошкоподібні карбіди
з'єднуються в моноліт металевим кобальтом.
Наприкінці позначення марки твердого
сплаву можуть стояти букви М, ОМ, Б, що
означає зернистість: дрібнозернистий,
особливо дрібнозернистий і грубозернистий.
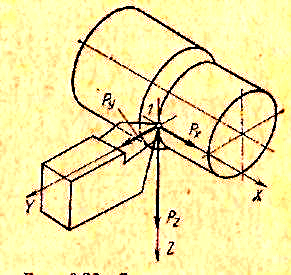
Мал.
2.23. Складові сили різання
 верді
сплави групи ВК (ВКЗМ, ВК4, ВК6М, ВК 6-ОМ,
ВК8. :ВК
10-ОМ), групи ТК (Т5КЮ, Т15ДО6, Т30ДО4) і групи
ТТ (ТТ7ДО12, ТТ8ДО6, ТТ10ДО 8-Б).
верді
сплави групи ВК (ВКЗМ, ВК4, ВК6М, ВК 6-ОМ,
ВК8. :ВК
10-ОМ), групи ТК (Т5КЮ, Т15ДО6, Т30ДО4) і групи
ТТ (ТТ7ДО12, ТТ8ДО6, ТТ10ДО 8-Б).
Твердість зазначених марок твердих сплавів становить HRA 87—91, температуростійкість 800—1250°С.
Покриття твердих сплавів тонким шаром (5-15 мкм) карбідів i піана, ніобію, боридів, нітридів дозволяє підвищити їх зносостійкість в 5-6 разів.
Механічна робота, затрачувана на пластичну деформацію й руйнування металу в процесі стружкоутворення й утворення нової поверхні, а також робота сил тертя по передній і задній поверхнях інструмента майже повністю перетворюється в теплоту. Теплота, що виділяється в зоні різання, нагріває стружку, оброблювану заготовку й різальний інструмент, у яких утворяться температурні поля. Найбільша температура, що виникає в процесі різання, не повинна перевищувати температуростійкості інструментального матеріалу.
У процесі різання відбувається безперервне зношування різального інструменту по передній і задній поверхнях.
Обробка
на токарських верстатах.
Точіння здійснюється на токарських
верстатах і застосовується для обробки
зовнішніх і внутрішніх тіл обертання:
циліндричних, конічних, сферичних і
фасонних. При
точінні заготовка закріплюється у
встановленому на ш пинделі
верстата патроні й обертається, а
закріплений у різцетримачі різець
робить поступальний рух у поздовжньому
і поперечному
напрямках. Токарно-гвинторізний верстат
загального призначення показаний на
мал. 2.25. На основі 1 закріплена станина
11і корито 12
для
збирання стружки. На станині розміщена
передня бабка 3
з
коробкою
швидкостей для обертання заготовки з
різною частотою й коробка
подач 2
для
переміщення різального інструменту з
різними подачами. По напрямних станини
переміщається
супорт 6
із
закріпленим у різцетримачі різцем і
фартухом
9,
а
також задня бабка 7, призначена для
підтримки кінця довгої заготовки. Привід
верстата - електродвигун - установлений
у основі і закритий кожухом. Рух
від коробки швидкостей 2
передається
механізмам фартуха 9
через
ходовий вал 8
(при
точінні) або через ходовий гвинт 10
(при
нарізуванні різьблення різцем). На
передніх стінках передньої бабки
3,
коробки
передач 2
і
фартуха 9
розташовані
рукоятки керування
верстатом. Екран 4
і
щиток 5 забезпечують безпеку роботи на
верстаті. Електроустаткування
верстата зосереджене в електрошафі
13.
пинделі
верстата патроні й обертається, а
закріплений у різцетримачі різець
робить поступальний рух у поздовжньому
і поперечному
напрямках. Токарно-гвинторізний верстат
загального призначення показаний на
мал. 2.25. На основі 1 закріплена станина
11і корито 12
для
збирання стружки. На станині розміщена
передня бабка 3
з
коробкою
швидкостей для обертання заготовки з
різною частотою й коробка
подач 2
для
переміщення різального інструменту з
різними подачами. По напрямних станини
переміщається
супорт 6
із
закріпленим у різцетримачі різцем і
фартухом
9,
а
також задня бабка 7, призначена для
підтримки кінця довгої заготовки. Привід
верстата - електродвигун - установлений
у основі і закритий кожухом. Рух
від коробки швидкостей 2
передається
механізмам фартуха 9
через
ходовий вал 8
(при
точінні) або через ходовий гвинт 10
(при
нарізуванні різьблення різцем). На
передніх стінках передньої бабки
3,
коробки
передач 2
і
фартуха 9
розташовані
рукоятки керування
верстатом. Екран 4
і
щиток 5 забезпечують безпеку роботи на
верстаті. Електроустаткування
верстата зосереджене в електрошафі
13.
Обробка на свердлильних верстатах. Свердлильні верстати Мал. 2.25. Токарно-гвинторізний верстат
призначені для виготовлення отворів у деталях. Для підвищення точності і якості отворів після їхньої обробки використовуються зенкери й розгортки.
Свердла, зенкери й розгортки застосовуються для виготовлення наскрізних, глухих, східчастих і глибоких отворів з відношенням глибини отвору до його діаметра більше п'яти.
На мал. 2.26 показані основні частини свердла (а), зенкера (б) розгортки (в). Ріжуча частина 1 у свердлів має дві ріжучі й поперечну крайки, у зенкерів - кілька ріжучих крайок (3-4), у розгорток ріжуча частина може мати початковий 1 і забірний конус 2 з більшим числом ріжучих крайок.
Робоча частина 3 у свердлів і зенкерів включає ріжучу 1 і напрямну 2 частини, а в розгорток робоча частина 5 додатково має зворотний конус 4 з кутом 44-5°.
Ш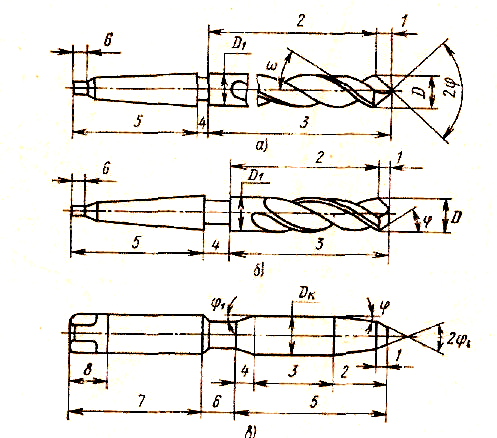 ийка
4
у
свердлів і зенкерів і шийка 6
у
розгорток є перехідною
частиною від робочої частини інструмента
до його Мал. 2.26. Основні частини й
конструкції свердла (а),
зенкера
(б), розгортки (в)
ийка
4
у
свердлів і зенкерів і шийка 6
у
розгорток є перехідною
частиною від робочої частини інструмента
до його Мал. 2.26. Основні частини й
конструкції свердла (а),
зенкера
(б), розгортки (в)
хвостика 5 (7 у розгорток). Лапка 6 призначена для вибивання інструмента з патрона.
У свердлів і зенкерів кут нахилу гвинтових канавок 8 для виходу стружки з оброблюваного отвору становить відповідно 52—40 і 20—30°.
Кут при вершині свердла перебуває в межах 60—140° кут у зенкерів - у межах 90—120°, кут розгорток — 90° .
Обробку отворів, як правило, роблять на вертикально - і радіально - свердлильних верстатах з вертикальним розташуванням шпинделя.
В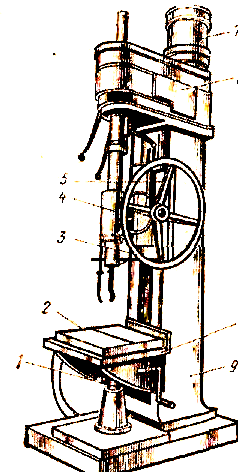 ертикально-свердлильний
верстат показаний на мал. 2.27.
ертикально-свердлильний
верстат показаний на мал. 2.27.
Мал. 2.27
Оброблювана деталь закріплюється на столі 2, що за допомогою гвинта 1 установлюється на певну висоту залежно від висоти заготовки й закріплюється рукояткою 8 відносно станини 9. Різальний інструмент закріплюється в шпинделі 3, що одержує обертовий рух від електродвигуна 7 через коробку швидкостей 6 і рух подачі від коробки подач 5. Вертикальне переміщення шпинделя 3 також може здійснюватися вручну за допомогою маховика 3. Радіально-свердлильні верстати призначені для обробки важких і великогабаритних заготовок, які складно
і неможливо обробити на вертикально-свердлильних верстатах.
Обробка на фрезерних верстатах. Фрезерні верстати призначені для обробки плоских і фасонних поверхонь, пазів, канавок, виступів, зубних коліс. Фрезерування здійснюється різальним інструментом-фрезою, яка являє собою тіло обертання, на торцевій поверхні якого розташовані ріжучі зуби.
Основний рух при фрезеруванні— обертання фрези; рух подачі здійснює заготовка (іноді фреза). Фрези (мал. 2.28) можуть бути найрізноманітніших конструкцій, з яких найпоширенішими є циліндричні (а), дискові (б),шпонові (в), торцеві (г) і фасонні.
С еред
фрезерних верстатів найбільш поширені
є
горизонтально-фрезерні, вертикально-фрезерні
й поздовжньо-фрезерні.
еред
фрезерних верстатів найбільш поширені
є
горизонтально-фрезерні, вертикально-фрезерні
й поздовжньо-фрезерні.
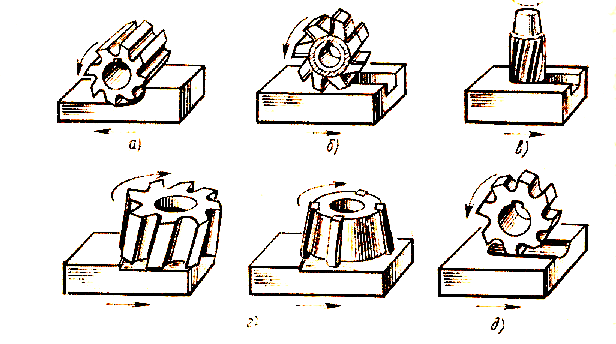
Рис2.28. Основні види фрез
Обробка шліфуванням. Шліфуванням називається спосіб обробки матеріалів різанням, здійснюваний швидкісним мікрорізанням (дряпанням) поверхневих шарів твердих тіл великою кількістю найдрібніших зерен, зцементованих в інструмент за допомогою зв'язки.
Процес шліфування використовується як завершальна чистова обробка металів.
Шліфування здійснюється особливим видом інструментів — шліфувальними кругами.
Шліфувальний круг являє собою геометрично правильне тіло, що складається зі шліфувальних (абразивних) зерен, зв'язки й проміжків (пер) між ними. Залежно від процентного вмісту абразивних зерен в об’ємі шліфувальних кругів їхня структура може бути щільною (62-56 %), середньою (54-46%)- відкритою (44-38%) і дуже відкритою (36-22%). Структура круги позначається номером: відповідно 0-3, 4-8, 9-12, 13-20.
Шліфувальні круги мають різну форму й зображені на мал. 2.30.
Д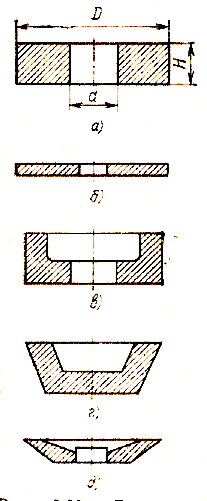 ля
виготовлення шліфувальних кругів
використовують наступні штучні абразивні
матеріали: электрокорунд (кристалі
оксиду алюмінію AI2O3 з добавками),
нормальний корунд (умовна позначка 12А,
13А, ..., 16А), білий корунд , хромистий корунд
(з добавками з'єднань хрому), монокорунд
(кристали А1203
ля
виготовлення шліфувальних кругів
використовують наступні штучні абразивні
матеріали: электрокорунд (кристалі
оксиду алюмінію AI2O3 з добавками),
нормальний корунд (умовна позначка 12А,
13А, ..., 16А), білий корунд , хромистий корунд
(з добавками з'єднань хрому), монокорунд
(кристали А1203
Мал. 2.30
правильної форми), карбіди кремнію (Si) чорний (53С, ..., 55С) і зелений (63С, 64С), алмази природні (А) і синтетичні (АС), нітриди бору (эльбор.).
Абразивні зерна залежно від розмірів діляться на наступні групи: шліфзерна, шліфпорошки, мікропорошки .
Зв'язки шліфувальних кругів діляться на неорганічні й органічні. Найпоширеніша з неорганічних зв'язок керамічна, що складається з вогнетривкої глини, ріддкого скла, польового шпату й інших компонентів, а з органічних - бакелітова (Б) і вулканітова, основою яких відповідно є бакеліт і каучук.
По твердості шліфувальні круги діляться на м’які (М), середньом’які (СМ), середні (З), середньотверді (СТ), тверді (Т), високотверді (ВТ) і надзвичайно тверді (НТ), причому чим м'якше круг, тим легше можуть бути вирвані зі зв'язки абразивні зерна, і навпаки. Шліфувальні верстати підрозділяються на верстати для круглого й для плоского шліфування.