

3. Спеціальні види ливарства
Спеціальні види лиття застосовуються для усунення недоліків лиття в піщано-глинисті форми - низької точності розмірів і чистоти поверхні, що призводять до більших припусків на механічну обробку й втратам металу в стружку. Недоліками є також невисока продуктивність і погані санітарно-гігієнічні умови праці через велику забрудненість й шум на робочих місцях. Нижче описуються сутність і поняття про найпоширеніші спеціальні види ливарства.
При литті в металеві форми —форма виготовляється із чавуну або сталі. Основними перевагами є високі точність розмірів і чистота поверхні виливка, а також дрібне зерно металу виливка, що знижує металоємність виробів і підвищує міцність металу.
Відцентрове лиття — лиття в швидкообертальні металеві форми (мал. 2.2). Таким способом відливаються короткі (а) або довгі (б) тіла обертання — труби, втулки й інші аналогічні їм вироби.
При литті під тиском рідкий метал уводиться в замкнуту металеву прес-форму під значним тиском і кристалізується, залишаючись- під тиском (мал. 2.3), що, усуває пористість і рихлість, поліпшує металургійну якість виливка.
Н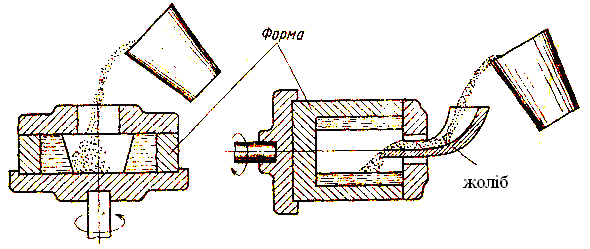 а
мал. 2.3 відповідно показані: подача
металу в передкамеру (а), нагнітання
металу в робочу порожнину (б) і вибивка
виливка (в). Зауважимо, що в одній
прес-формі може розташовуватися кілька
робочих порожнин, що живляться одночасно.
Таким чином, лиття під тиском є
найвисокоякіснішим, точним, чистим і
продуктивним видом лиття.
а
мал. 2.3 відповідно показані: подача
металу в передкамеру (а), нагнітання
металу в робочу порожнину (б) і вибивка
виливка (в). Зауважимо, що в одній
прес-формі може розташовуватися кілька
робочих порожнин, що живляться одночасно.
Таким чином, лиття під тиском є
найвисокоякіснішим, точним, чистим і
продуктивним видом лиття.
а) -6)
Мал. 2.2. Схема відцентрового лиття
При литті в оболонкові форми ливарна форма збирається із двох частин, виготовлених на спеціальній установці (мал. 2.4) із суміші, що складається із дрібного кварцового піску й синтетичної термореактивної смоли — пульвер-бакеліта.
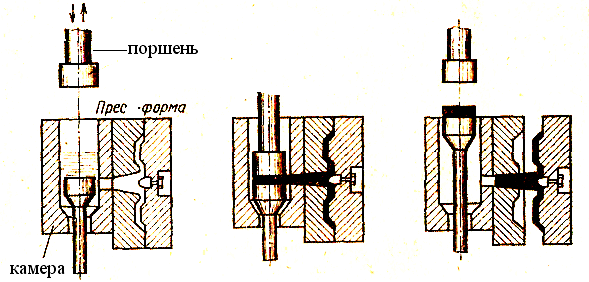
Мал. 2.3. Схема лиття під тиском
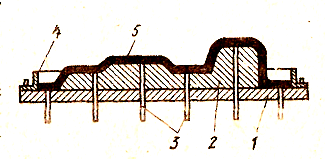
Мал. 2.4. Схема одержання оболонкової напівформи
Лиття за виплавлюваними моделями — один із самих точних видів лиття, що застосовується
для одержання складних по обрисах виробів зі звичайних матеріалів, а також інструмента й інших виробів із твердим, важкооброблюваним різальним інструментом матеріалів. Виготовлені даним способом вироби не вимагають механічної обробки. Розглянемо технологію даного виду лиття. Спочатку в спеціальній прес-формі (мал. 2.5, а) виготовляється від однієї до декругівькох десятків моделей виготовленої деталі-виливка (Мал. ' 5, б) із суміші парафіну зі стеарином (по 50 % кожного). У розмірах моделей враховуються тільки розміри деталей і ливарна усадка матеріалу виливка. Припуск на мехобробку не дається, оскіьки вона не здійснюється.
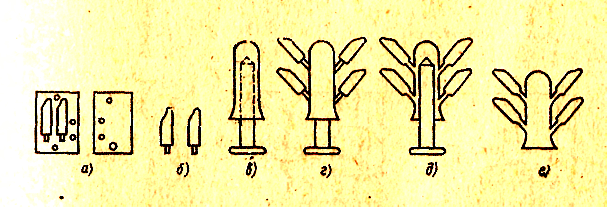
Мал. 2.5. Схема лиття по виплавлюваних моделях
Як правило, з моделей складається блок (мал. 2.5, г) з єдиною ливниковою системою (мал. 2.5, в), що дозволяє одночасно одержати кілька десятків виливків. Блок покривається шляхом занурення в сметаноподібну суспензію, що складається з маршаліту й гідроізольованого етилсілікату. Потім він посипається кварцовим піском і сушиться. Для того щоб навкруг модельного блоку вийшов досить міцний шар, занурення в суспензію й посипання піском з наступним сушінням повторюються 3-5 разів.
Надалі з покритого кіркою, що утворилася, модельного блоку одним зі способів виплавляється (видаляється) модельний склад. Кірка, що вийшла таким чином, (мал. 2.5, д) заформовується піском у якій-небудь ємності або опоці й прожарюється при температурі 850—900 °С. При цьому, кірка зміцнюється, стає газопроникною, тому що з неї вигорають залишки модельного складу.
Після цього, не очікуючи зниження температури, у кірку заливають підготовлений сплав. Блок, що закристалізувався й охолонув, (мал. 2.5, е) вибирається з опоки й звільняється від кірки. Потім кожна деталь-виливок відділяється від стояка.
Основна перевага лиття по виплавлюваних моделях - найвища точність розмірів і чистота поверхні виливків, а також висока продуктивність.