

2.7. Горячая объемная штамповка
Объемная штамповка процесс изготовления поковок в штампах, при котором течение металла в стороны во время деформирования ограничено поверхностями отдельных частей штампа. Рабочая полость штампа при замыкании его составных частей в конце штамповки ручей соответствует форме поковки (рис. 44).
По сравнению со свободной ковкой объемная штамповка имеет в 50…100 раз большую производительность; большая однородность и точность поковок (припуски и допуски на поковку в 3…4 раза меньше, чем при ковке); возможность получения поковок сложной формы без напусков; высокое качество поверхности поковок.
Горячей объемной штамповкой изготовляют заготовки для ответственных деталей автомобилей, тракторов, сельскохозяйственных машин, самолетов, железнодорожных вагонов, станков и т.д.
В качестве заготовок для горячей штамповки применяют прокат круглого, квадратного, прямоугольного профилей, а также периодический.
Недостатки объемной штамповки: сложность и дороговизна инструмента-штампа, ограниченность массы поковок (0,3…100 кг, в отдельных случаях до 3 т), так как усилия деформирования при штамповке гораздо выше, чем при ковке.
Виды штампов и способы штамповки
Различают объемную штамповку в открытых и закрытых штампах.
Штамповка в открытых штампах. В открытых штампах (рис. 44, а) между подвижной 3 и неподвижной 4 частями штампа имеется зазор 8 заусенечная (или облойная) канавка, в которую вытекает избыточный объем 7 металла заготовки 2. Образующийся при этом заусенец (облой) затем обрезается в специальных штампах.
Ш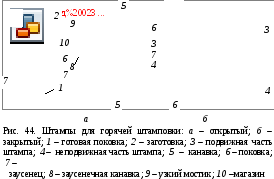 тамповка
в закрытых штампах
(рис. 44, б)
характеризуется тем, что полость штампа
в процессе деформирования остается
закрытой. Зазор между подвижной 3
и неподвижной 4
частями штампа при этом постоянный и
небольшой, так что образование заусенца
в нем не предусмотрено. При штамповке
в закрытых штампах необходимо соблюдать
равенство объемов заготовки и поковки,
иначе при недостатке металла
не
заполнятся углы полости штампа, а при
избытке металла размер поковки по высоте
будет больше требуемого. Как правило,
штамповкой в закрытых штампах получают
поковки, показанные на рис. 45.
тамповка
в закрытых штампах
(рис. 44, б)
характеризуется тем, что полость штампа
в процессе деформирования остается
закрытой. Зазор между подвижной 3
и неподвижной 4
частями штампа при этом постоянный и
небольшой, так что образование заусенца
в нем не предусмотрено. При штамповке
в закрытых штампах необходимо соблюдать
равенство объемов заготовки и поковки,
иначе при недостатке металла
не
заполнятся углы полости штампа, а при
избытке металла размер поковки по высоте
будет больше требуемого. Как правило,
штамповкой в закрытых штампах получают
поковки, показанные на рис. 45.
С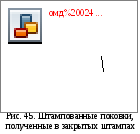 ущественное
преимущество штамповки в закрытых
штампах
уменьшение расхода металла, более
благоприятная макроструктура, так как
волокна обтекают контур поковки, а не
перерезаются в месте выхода металла в
заусенец. Металл деформируется в условиях
всестороннего неравномерного сжатия
при бóльших сжимающих напряжениях, чем
в открытых штампах. Это позволяет
получать большие степени деформации и
штамповать малопластичные сплавы.
ущественное
преимущество штамповки в закрытых
штампах
уменьшение расхода металла, более
благоприятная макроструктура, так как
волокна обтекают контур поковки, а не
перерезаются в месте выхода металла в
заусенец. Металл деформируется в условиях
всестороннего неравномерного сжатия
при бóльших сжимающих напряжениях, чем
в открытых штампах. Это позволяет
получать большие степени деформации и
штамповать малопластичные сплавы.
Поковки простой формы штампуют в одноручьевых штампах с одной полостью. Сложные поковки с резкими изменениями сечения по длине изготовляют в многоручьевых штампах с последовательным деформированием заготовки в нескольких ручьях с постепенным приближением ее к окончательной форме поковки.
Ручьи штампов в многоручьевых штампах разделяют на заготовительные и штамповочные.
З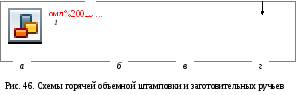 аготовительные
ручьи
предназначены для получения фасонной
заготовки, в них металл перераспределяется
для подготовки к окончательной штамповке.
В заготовительных ручьях производят:
осадку (обычно на плоской площадке
штампа); протяжку
удлинение части заготовки 1
(рис. 46, а);
подкатку
местное увеличение сечения заготовки
за счет утонения соседних участков
(рис. 46, б);
пережим
уширение заготовки поперек ее оси;
формовку
для придания заготовке формы, приближающейся
к форме поковки в плоскости разъема
(рис. 46, в);
гибку (рис. 46, г),
а также отрубку заготовок при штамповке
из прутка.
аготовительные
ручьи
предназначены для получения фасонной
заготовки, в них металл перераспределяется
для подготовки к окончательной штамповке.
В заготовительных ручьях производят:
осадку (обычно на плоской площадке
штампа); протяжку
удлинение части заготовки 1
(рис. 46, а);
подкатку
местное увеличение сечения заготовки
за счет утонения соседних участков
(рис. 46, б);
пережим
уширение заготовки поперек ее оси;
формовку
для придания заготовке формы, приближающейся
к форме поковки в плоскости разъема
(рис. 46, в);
гибку (рис. 46, г),
а также отрубку заготовок при штамповке
из прутка.
Штамповочные ручьи бывают черновые (предварительные) и чистовые (окончательные). Черновой ручей не имеет облойной канавки. Его назначение предохранить чистовой ручей от изнашивания. Форма чернового ручья такая же, как у чистового, но радиусы закруглений и штамповочные уклоны несколько больше. Чистовой ручей точное отображение поковки, но с размерами, бóльшими на величину усадки металла при остывании (около 1,5 %). По периметру чистового ручья располагается канавка для облоя. Она состоит из узкого мостика 9 (рис. 44, а) и магазина 10. Назначение мостика затруднить выход металла из ручья, чтобы создать в полости штампа высокое давление и облегчить обрезку облоя.
На рис. 47 показана последовательность получения поковки в многоручьевом штампе.
О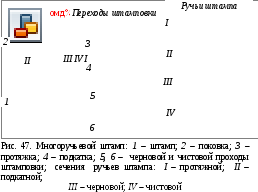 перации
в заготовительных ручьях.
Протяжной
ручей 1
увеличивает длины отдельных участков
заготовки за счет уменьшения площади
их поперечного сечения. Ручей выполняют
в форме бойков, образующих порог
протяжного ручья; деформация заготовок
в нем аналогична операции протяжки на
плоских бойках при ковке.
перации
в заготовительных ручьях.
Протяжной
ручей 1
увеличивает длины отдельных участков
заготовки за счет уменьшения площади
их поперечного сечения. Ручей выполняют
в форме бойков, образующих порог
протяжного ручья; деформация заготовок
в нем аналогична операции протяжки на
плоских бойках при ковке.
Подкатной ручей II служит для местного увеличения сечения заготовки (набора металла) за счет уменьшения сечения рядом лежащих участков. При обработке в подкатном ручье заготовку вращают вокруг оси после каждого удара.
Гибочный ручей придает заготовке форму, соответствующую форме поковки в плоскости разъема. Из гибочного ручья в следующий ручей заготовку передают с поворотом на 90.
При штамповке поковок, имеющих в плане форму окружности или близкую к ней, часто применяют осадку исходной заготовки до требуемых размеров по высоте и диаметру. Для этой цели на плоскости штампа предусматривают площадку для осадки.
Операции в штамповочных ручьях. Черновой ручей III снижает износ чистового. При наличии чернового ручья в нем происходит основное формообразование, в чистовом же ручье получают требуемые размеры поковки. Черновой ручей применяют при штамповке поковок сложной конфигурации. При штамповке в черновом ручье поперечные размеры в плоскости разъема устанавливают немного меньше размеров полости чистового ручья. При штамповке в открытых штампах черновой ручей заусенечной канавки не имеет.
В многоручьевом штампе чистовой ручей IV расположен в центре штампа, так как при штамповке наибольшее усилие возникает в нем.