

1.3.6. Изготовление отливок электрошлаковым литьем
В охлаждаемый водой медный кристаллизатор 6 (рис. 20) заливается расплавленный шлак. Электрический ток подводится к расходуемым электродам 7 и затравке 1. Из-за малой электропроводности шлаковая ванна нагревается до высокой температуры и оплавляет погруженные в ванну электроды. Капли металла, проходя через шлаковую ванну 4, собираются в металлическую ванну 3. Электроды поднимаются вверх. Для оформления полости в отливке 2 перемещается металлический водоохлаждаемый стержень 5.
П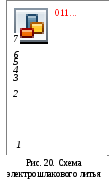 олучаемые
отливки имеют механические свойства
более высокие, чем поковки.
олучаемые
отливки имеют механические свойства
более высокие, чем поковки.
Расплавленный шлак очищает металл от серы и фосфора, защищает его от кислорода и азота воздуха, является тепловой надставкой, что устраняет усадочные раковины и необходимость в прибылях и, образуя на поверхности отливки пленку, обеспечивает чистую поверхность. Кристаллизация отливки происходит снизу вверх с участием малых объемов жидкого металла, что исключает ликвацию и осевую рыхлоту в отливке.
ЭШЛ применяют в энергетическом машиностроении (задвижки паропроводов сверхвысоких давлений, парогенераторы, корпуса атомных реакторов); литье труб из труднообрабатываемой аустенитной стали в атомной энергетике; в судостроении (коленчатые валы мощных дизелей); в металлургии (прокатные валки, калибры трубопрокатных станов, кузнечные штампы, кокили для литья и др.).
1.4. Технологические требования к конструкции отливки
При конструировании отливки должны быть соблюдены основные требования: равностенность отливки; отсутствие поднутрений и большого скопления металла в отдельных ее частях; наличие формовочных уклонов на вертикальных стенках (перпендикулярных к плоскости разъема формы), плавные переходы при сопряжении стенок; наличие галтелей и др.
Форма отливки должна быть простой для облегчения изготовления модельного комплекта и литейной формы.
Формовочные уклоны облегчают удаление модели из готовой формы без ее разрушения. На рис. 21, а, б показаны формовочные уклоны (закрашены) при горизонтальном и вертикальном положениях отливки в форме.
О хлаждение
отливки в форме сопровождается
возникновением внутренних напряжений.
Напряжения, образование раковин и
пористости зависят от правильного
сопряжения стенок и оформления углов
отливки. Недопустимое сопряжение двух
стенок различной толщины показано
на
рис. 21, в.
При сопряжении стенок выполняют
закругления определенного радиуса (г)
в отливках для деталей, подвергающихся
ударным нагрузкам, или сопрягают стенки
плавным клиновым переходом (д).
Неудачным сопряжением ребер жесткости
(е)
считают крестоподобное (образующее
местное скопление металла), которое
заменяют Т-образным вразбежку (ж).
Сопряжение стенок под острым углом (з),
ослабляющее отливку в этом месте,
заменяют углом с закруглением (и).
хлаждение
отливки в форме сопровождается
возникновением внутренних напряжений.
Напряжения, образование раковин и
пористости зависят от правильного
сопряжения стенок и оформления углов
отливки. Недопустимое сопряжение двух
стенок различной толщины показано
на
рис. 21, в.
При сопряжении стенок выполняют
закругления определенного радиуса (г)
в отливках для деталей, подвергающихся
ударным нагрузкам, или сопрягают стенки
плавным клиновым переходом (д).
Неудачным сопряжением ребер жесткости
(е)
считают крестоподобное (образующее
местное скопление металла), которое
заменяют Т-образным вразбежку (ж).
Сопряжение стенок под острым углом (з),
ослабляющее отливку в этом месте,
заменяют углом с закруглением (и).
1.5. Литейные свойства сплавов
1.5.1. Изготовление отливок из чугунов
Серый чугун имеет высокую жидкотекучесть и малую усадку (до 1,3 %). Отливки из него получаются качественными, без усадочных раковин, пористости и трещин; толщина стенок у крупных фасонных отливок может быть доведена до 3…4 мм.
Обычный серый чугун выплавляют в вагранках, высококачественный в дуговых или индукционных печах. Вагранка плавильный агрегат в виде шахты доменного типа с водоохлаждаемым кожухом. Процесс плавки в вагранках автоматизирован.
Отливки серого чугуна получают в песчаных формах, литьем в оболочковые формы, в кокили, литьем по выплавляемым моделям, центробежным литьем. Отливку, полученную в кокиле, для устранения возможного отбела подвергают отжигу.
Высокопрочный чугун обладает жидкотекучестью серого чугуна, что позволяет получать отливки с толщиной стенки 3…5 мм. Усадка высокопрочного чугуна значительна (до 1,7 %), поэтому отливки имеют усадочные дефекты. В связи с этим осуществляют направленную кристаллизацию металла отливок путем создания прибылей и холодильников.
Высокопрочный чугун выплавляют в вагранках, дуговых печах, а также в индукционных печах.
Отливки из высокопрочного чугуна получают различными способами.
Ковкий чугун получают отжигом белого чугуна. Белый чугун обладает худшими литейными свойствами, чем серый чугун. Это приводит к повышенным температурам заливки, особенно при получении тонкостенных отливок, и возникновению усадочных раковин, пористости и трещин.
Белый чугун получают дуплекс-процессом: сначала плавят в вагранке, а затем переливают в дуговую или индукционную печь, где осуществляются нагрев до нужной температуры и доводка расплава до заданного химического состава.
Отливки получают в песчаных формах, а также в оболочковых формах и кокилях; толщина стенок этих отливок 5…50 мм. Отливки подвергают длительному отжигу на ковкий чугун.