

5. Основные узлы и элементы приспособлений
Типовая конструкция приспособления состоит из узлов и элементов, которые по функциональному назначению делятся:
-
Установочные элементыслужат для определения положения заготовки в приспособлении (на них устанавливают заготовку). От точности элементов в основном зависит точность обработки заготовки.
-
Зажимные механизмыпредназначены для фиксации положения заготовки, достигнутого при базировании. С их помощью обеспечивается неподвижность заготовки в приспособлении в процессе ее обработки, устраняется возможность вибрации.
-
Элементы для направления и координации рабочего инструментапредназначены для быстрой настройки положения инструмента относительно заготовки, обеспечивают точную траекторию движения инструмента в процессе обработки заготовки. К ним относят кондуктор, втулки, копиры, установы, шаблоны и т.д.
-
Силовые приводыпредназначены для преобразования различных видов энергии в механическую, служат для развития исходной силы, действующей на зажимной механизм.
-
Корпуспредназначен для объединения всех элементов и узлов приспособления в единую конструкцию. От корпуса в основном зависит жесткость и виброустойчивость приспособления.
-
Элементы для установки приспособления на оборудованиепредназначены для базирования и закрепления приспособления в координатном пространстве оборудования.
-
Делительные устройствапредназначены для изменения положения заготовки в приспособлении.
6. Понятие о типах производства. Единичное, серийное, массовое производство.
Технологические процессы изготовления деталей и сборки изделий строятся по-разному в зависимости от номенклатуры выпускаемых изделий, программы, трудоемкости, регулярности и стабильности их выпуска. В зависимости от организации производственного процесса различают три типа производства: единичное, серийное, массовое.
Единичным производством называют производство, характеризуемое широкой номенклатурой изготовляемых или ремонтируемых изделий и малым объемом выпуска каждого из изделий.
Серийным производством называют производство, характеризуемое ограниченной номенклатурой изделий, изготовляемых или ремонтируемых партиями, которые периодически повторяются. Объем выпуска изделий сравнительно большой.
Различают мелкосерийное, среднесерийное и крупносерийное производство в зависимости от количества изделий в партии (серии) и количества переналадок станков в месяц, характеризуемое коэффициентом закрепления операций. Так, в мелкосерийном производстве этот коэффициент свыше 20 до 40, в среднесерийном - от 10 до 20, в крупносерийном - более 2 до 10.
Массовым производством называют производство, характеризуемое узкой номенклатурой и большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых в течение продолжительного времени.
7.
8. Базирование заготовки в приспособлении
Из теоретической механики известно, что твердое тело имеет шесть степеней
свободы: три связаны с перемещением тела вдоль трех взаимно перпендикулярных осей
координат ОХ, OY, OZ и три – с возможностью его поворота относительно этих осей.
Каждая опора лишает заготовки одной степени свободы, следовательно, для лишения
заготовки всех (шести) степеней свободы необходимо, чтобы в приспособлении было
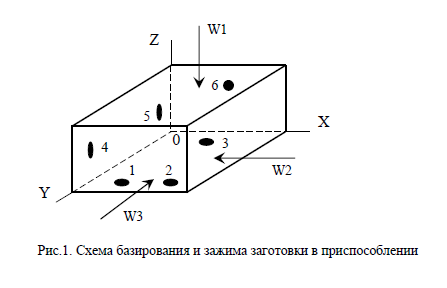
шесть неподвижных опорных точек (правило шести точек). Эти точки находятся в трех
взаимно перпендикулярных плоскостях: т. 1,2 и 3, расположенные в плоскости X0Y,
лишают заготовку трех степеней свободы – возможности перемещаться вдоль оси 0Z и
вращаться вокруг осей 0X и 0Y. возможности
Точки 4 и 5 , расположенные в плоскости Z0Y, лишают ее двух степеней свободы –
возможности перемещаться вдоль оси 0Х и вращаться вокруг оси 0Z.
Точка 6, расположенная на плоскости X0Z, лишает заготовку шестой степени свободы –
возможности перемещаться вдоль оси 0Y.
Силы зажима W1, W2, W3, действующие в направлениях, перпендикулярных к трем
плоскостям, прижимают заготовку к шести неподвижным опорам. Число неподвижных
опор в приспособлении не должно быть больше шести, так как в противном случае
создается неустойчивое положение обрабатываемой заготовки в приспособлении.