

2,4 Привести схему раскроя загот. Расчеты исполн размеров матрицы. Размеры допуски.
Р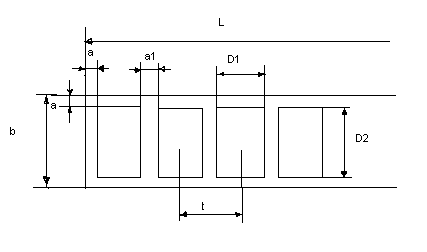 аскрой:
аскрой:
Безотходный(отрезка)
С отходами(вырубка-пробивка)
При вырубке контуры вырубаемых заготовок д б удалены друг от друга на величину технологической перемычки- компенсации погрешности при подачи матер и фиксации его в штампе.
а1- межконтурная перемычка (м/у контурами деталей)
а – боковая (м/у контуром детали и краем заготовки)
При однорядной вырубке из полосы: шаг подачи t=D1+a1 ; расчетная ширина полосы: bp=D2+2a ; b=D2+2a+ Δn (мм)
D1=70mm a1 =3mm Δn –допуск на ширину полосы = 0,8 mm
D2=80mm a =3.2 mm
t= 70+3=73 mm
b н= 80+ 2*3.2 + 0.8 =87.2 mm - номинальная ширина полосы
выбираем стандарт ширину полосы.
Кол-во деталей из полосы: nд= L/t ; nд= 10 ;
L= 10*70+9*3+3,2*2 = 733,4 мм
η= 100(f n/F) коэффициент использования материала
f- площадь вырезаемой детали =70*80-60*60=2000 мм2
F- площадь полосы = 87,2*733,4=63952,48
n- кол-во вырезаемых деталей =10
η=100(2000*10/63952,48)=31,27% (если при расчете площади не вычитать внутреннее отверстие , то площадь вырез детали: 5600, а коэффициент использования материала =87,6%)
усилие вырубки-пробивки:
Р=К × L × S × σср , [ H ]
К – коэффициент притупления режущих кромок (1,1 ÷ 1,3)
σср - сопротивление сдвигу, МПа
σср = 260 МПа
L – длинна контура вырубаемой детали
L=(80+70)*2+60*4 = 540мм;
S – толщина детали
Р = 1,3*540*1,5*260 = 273780 Н = 273,78 кН
Выбор конструктивных элементов матрицы и пуансона.
Деталь с размерами : Наружный контур: 80h14(-0,74)*70h14 Внутренний контур 60Н14 (0+0,47)*60 Н14
а) двухсторонний зазор между матрицей и пуансоном: z = 8% S; z = 1,5 × 0.08 = 0.12
б) глубина матрицы 20 мм
в) толщина рабочего пояска матрицы 8 мм
г) углы заточки вырубного штампа. Для вырубки-пробивки металлического листового материала применяем пуансон с углами заточки режущей кромки (грани) 90˚, матрицы 90˚ (отклонение 5˚).
Значение а=90˚ считается оптимальным, так как при этом обеспечивается наибольшая скорость и надежность в работе штампа.
2.4. Расчет исполнительных размеров пуансона и матрицы, назначение допусков на них.
Толщина материала 1,5 мм.
При вырубке наружного контура:
Dм = (dH –δИ)+δ
dП = (dH –δИ – z )+δ
δИ – допуск размера изделия;
δМ – допуск размера матрицы;
δП – допуск размера пуансона;
z – зазор;
Dм = (80-0,74)+0,046 = 79,26+0,046
dП = (80-0,74-0,12 )+0,030 =.79,14-0,030
Dм = (70-0,74)+0,046 = 69,26+0,046
dП = (70-0,74-0,12 )+0,030 =.69,14-0,030
При пробивке отверстий:
Dм = (DH + δM + z )+δ = (60+0,47+0,12)+0,046=60,59+0,046
dП = (DH + δM )-δ = (60+0,47)-0,030=60,47-0,030
Квалитеты при изготовлении пуансона и матрицы определяют в зависимости от квалитета штампуемых изделий. Изделия – по 14 квалитету, матрица – по 8 квалитету, пуансон – по 7 квалитету.