

Attachments_igumnova80814@mail.ru_2016-02-21_20-43-05 / 33_Sokolova_1
.doc№33
1.3 Краткая аннотация данного изделия
Пепельница выполнена в китайском стиле с применением современных стилистических решений. В целом построению присущи простота и лаконичность в дизайне. Использование декоративных орнаментов гармонично сочетается с пластикой изделия. Несмотря на габариты, оно не кажется массивным, а использование симметрично расположенных элементов придает композиции строгость и изящность. Черненые росписи выигрышно контрастируют со светлым металлом основы, создавая акценты и подчеркивая стилистическую принадлежность изделия.
2.1 ЛВМ.
Литье по выплавляемым моделям,- это наиболее производительный способ тиражирования ювелирных изделий. Литьем получают как отдельные детали ювелирных изделий для последующей монтировки, так и целиковые изделия. Применение литья позволяет получить любое количество копий сложнейших изделий, изготовленных вручную, наборных, вырезных филигранных с минимальными потерями драгметалла и более рациональным использованием ручного труда.
Сущность состоит в том, что по неразъемной легкоплавкой модели изготавливают неразъемную разовую форму. Модели из этой формы выплавляют, а образовавшуюся полость заливают жидким металлом. При этом способе получаемые отливки настолько точны, что объем механической обработки, уменьшается на 80... 100% ив 1,5...2 раза сокращается расход жидкого металла. Этим способом можно получать отливки массой 0,02... 100 кг, с толщиной стенок до 0,5 мм и отверстиями диаметром до 2 мм.
Технология получения отливок литьем по выплавляемым моделям включает следующие этапы: а) изготовление разъемных пресс-форм; б) получение неразъемных легкоплавких моделей в пресс-формах; в) изготовление неразъемной разовой формы по легкоплавким моделям; г) выплавление моделей из формы; д) обжиг формы; е) заливка формы металлом и выбивка готовых отливок.
Фантазийная огранка.
Фантазийная огранка содержит все формы граней, включая несимметричные и искаженные, применяется для получения нестандартных форм вставок. Фантазийным способом изготавливают вставки необычных очертаний - сердца, капли, звезды, цветка, челнока, герба и т.п. Большинство видов фантазийной огранки можно разделить на три группы: видоизмененная бриллиантовая огранка, ступенчатая огранка, смешанная огранка. Видоизменения в фантазийной огранке сводятся к модифицированию формы и использованию разнообразных по форме фасет. Стандартную бриллиантовую или изумрудную огранку можно эффективно модифицировать во множество различных форм, сохраняя при этом количество граней и принципы расположения относительно друг друга.
В данном случае используется разновидность огранки принцесса. Принцесса – клиньевая квадратная, эта Огранка обладает очень хорошей игрой и высокой степенью бриллианции., и наиболее соответствующая стилистике и дизайну изделия.
2.2 Основной материал данного изделия – сплав серебра Ср875. Высокая прочность сплава позволяет использовать его для изготовления ювелирных и бытовых изделий. Этот сплав наиболее распространен в изготовлении ювелирных изделий посудной группы. Его используют для изготовления украшений и предметов сервировки стола. Имеет благородный серебристо - белый цвет и высокие антикоррозийные свойства. Серебро данной пробы хорошо плавится и принимает различные формы, в последствие ювелирное изделие сохраняет твердость и мало подвержено атмосферным явлениям. Именно малое содержание меди предопределяет его малую склонность к потускнению на воздухе. Сплав хорошо подвергается химическому чернению. Эти и другие качества делают его оптимальным выбором для изготовления данного изделия.
Применяемая лигатура - L05M. Состав металлов: 86% Cu, 14% Zn . Область применения: литьё изделий по выплавляемым моделям. Не содержит кислорода и обладает высокой текучестью. Указанный диапазон проб соответствует требуемому.
Использование вставок из фианитов обусловлено их низкой стоимостью и рентабельностью производства, с сохранением привлекательно вида изделия и имитацией других более дорогих драгоценных камней.
Материал изготовления мастер-модели – мельхиор. Мельхиор — это сплав меди с никелем. М. хорошо обрабатывается давлением и поддается разного рода механической обработке . Наиболее ценное свойство мельхиора — высокая стойкость против коррозии в воздушной атмосфере и в атмосфере водяного пара. Поскольку мастер-модель хранится на предприятии в течение длительного времени и служит эталоном для серийных изделий, очень важна сохранность ее физико-механическх характеристик и внешних свойств. Благодаря никелю мельхиор, в отличие от латуней и бронз, имеет не желтоватый, а серебристый цвет, который в сочетании с высокой коррозионной стойкостью и твердостью предопределил применение сплава в качестве материала для изготовления мастер-моделей.
Выбор вспомогательных материалов в производстве изделия, таких как: вулканизационная резина, воск, формовочная масса, припои и др., обуславлен условиями производства и установленными производителем, либо выбранными на предприятии, режимами технологического процесса.
2.3
Маршрутная карта изготовления изделия в условиях предприятия.
|
1 |
Изготовление мастер-модели |
Модельный участок |
|
2 |
Изготовление резиновых пресс-форм |
Участок восковки |
|
3 |
Контроль качества пресс-форм |
|
|
4 |
Отливка восковых моделей |
Участок восковки |
|
5 |
Сборка модельных блоков |
Участок восковки |
|
6 |
Формовка модельных блоков |
Участок литья |
|
7 |
Отливка моделей |
Участок литья |
|
8 |
Контроль качества моделей |
|
|
9 |
Монтировка |
Участок монтировки |
|
10 |
Финишная обработка |
Участок финишной обработки |
|
11 |
Клеймение |
|
|
12 |
ОТК |
|
|
13 |
Закрепка вставок |
Участок закрепки |
|
14 |
Лазерная гравировка |
|
|
15 |
Глянцовка |
|
|
16 |
Упаковка и отгрузка на склад готовой продукции |
|
|
№ |
Название операции |
Оборудование и инструмент |
Примечания (материалы, режимы) |
|
|
1. |
Подготовка эскиза изделия, сборочного чертежа и деталировки с указанием размеров |
Бумага, карандаш, акварель, кисть, чертежные принадлежности. |
Спец. литература (журналы, тех.литература) |
|
|
2 |
Изготовление мастер-модели |
Вальцы В-5 электромеханические, киянка, бормашина Foredom SR, газовая горелка, плита «Буран», ВЮМ-1, УЗУ, лобзик, штихели, надфили, сверла, пилки, прокат металла толщиной 2 мм и 1,5 мм. |
Мельхиор, припой (паста) CF 67,флюс 2 части буры, 2 части поташа, 1 часть поваренной соли, лимонная кислота |
|
|
Детали изготовить в соответствии с чертежом |
||||
|
В данной мастер-модели предусмотрена 9% усадка в соответствии с ГОСТ |
||||
|
3 |
ОТК |
ВЮМ-1, лампа 300 люкс, лупа × 6 |
|
|
|
|
Изготовление резиновых пресс-форм* |
|||
|
4 |
Обезжиривание обойм |
|
Моющее средство |
|
|
5 |
Сушка обойм |
|
t=18-25°С |
|
|
6 |
Определение необходимого количества резины, нарезка резины |
Ножницы |
Резина Castaldo Super High Strength 165-1770 C |
|
|
7 |
Закладка резины, помещение модели в обойму |
|
|
|
|
8 |
Сборка обойм |
Металлические пластины |
|
|
|
9 |
Вулканизация |
Вулканизатор Chinetti VU-220-DGT |
В расчете 15 минут на каждый слой резины, при t=170°С |
|
|
10 |
Охлаждение обойм |
|
Воздух, t=18-25°С |
|
|
11 |
Извлечение пресс-форм |
|
|
|
|
12 |
Разрезка пресс-форм |
Скальпель, держатель |
|
|
|
13 |
Извлечение моделей |
|
|
|
|
14 |
ОТК |
ВЮМ-1, лампа 300 люкс, лупа × 6 |
Осмотр резиновой пресс-формы на наличие дефектов |
|
|
|
Изготовление восковой модели |
|||
|
15 |
Заполнение плавильной камеры инжектора воском |
Восковой инжектор STARWAX IC-30P |
Воск Castaldo Supercera Red. Заполнение на 75% |
|
|
16 |
Нагрев воска в инжекторе |
Восковой инжектор STARWAX IC-30P
|
T 740 С, давление 1,5-2 Па |
|
|
17 |
Установка пресс-форм в обоймы |
|
|
|
|
18 |
Инжекция воска |
Восковой инжектор STARWAX IC-30P |
|
|
|
19 |
Охлаждение пресс-форм |
|
Воздух, t=18-25°С, 1,5-2 минуты |
|
|
20 |
Извлечение восковых моделей |
Пинцет |
|
|
|
21 |
Удаление облоев |
Скальпель |
|
|
|
24 |
ОТК |
ВЮМ-1, лампа 300 люкс, лупа × 6 |
Осмотр восковой модели на наличие дефектов |
|
|
Изготовление восковых блоков** |
||||
|
25 |
Сборка деталей в единый литейный блок |
Электрошпатель, «подошва» с металлическим стержнем |
Угол 60-80° |
|
|
26 |
Обезжиривание модельных блоков |
Емкость |
Этиловый спирт |
|
|
27 |
Промывка модельных блоков |
|
Проточная вода, дистиллированная вода |
|
|
28 |
Сушка модельных блоков |
|
Воздух, t=18-25°С |
|
|
|
Изготовление литейных форм |
|||
|
29 |
Закрепка моделей в опоках |
Опока |
|
|
|
30 |
Подготовка формовочной смеси |
Вибровакуумный смеситель ST.LOUIS 92/4L
|
Формовочная масса Kerr Cast 2000, вода 1000/370-380 |
|
|
31 |
Заполнение опок формовочной смесью |
Опока, формовочная смесь |
|
|
|
32 |
Вакуумирование формовочной смеси в опоках |
Вибровакуумный стол |
Вакуум 1 атм, 10 мин. |
|
|
33 |
Сушка опок |
|
t=18-25°С, 1,5 часа |
|
|
34 |
Выплавка воска |
Муфельная печь HS-5GT BAORU |
Установить литниковой чашей вниз, t=110-200°С |
|
|
35 |
Прокалка опок |
Муфельная печь HS-5GT BAORU |
Ступенчатый нагрев от t=200°С до t=870°С, выдержка t=520°С |
|
|
36 |
Подготовка шихты, расчет металла по опокам |
Весы дискретность - 0,01г. |
Серебро 875 лигатура L05M |
|
|
37 |
Плавка |
Индукционная вакуумная литейная установка INDUTHERM VC-400, керамико-графитовый тигель |
t плавки Ср – 11000 С; Л-1070 0 С |
|
|
38 |
Литье |
Индукционная вакуумная литейная установка INDUTHERM VC-400 |
t цилиндров при заливке 680 0 С |
|
|
39 |
Охлаждение опок |
Щипцы, керамическая подставка |
Медленная выдержка и охлаждение t=18-25°С |
|
|
40 |
Очистка отливок от формомассы |
Водоструйная кабина |
Давление 100 атм., проточная вода |
|
|
41 |
Сушка отливок
|
|
t=18-25°С |
|
|
42 |
Удаление литниковой системы
|
Механические ножницы |
|
|
|
43 |
ОТК |
ВЮМ-1, лампа 300 люкс, лупа × 6 |
Осмотр отливок на наличие дефектов |
|
|
|
Монтировочные операции |
|||
|
44 |
Обработка мест удаления литников |
Надфили |
№2,4 |
|
|
45 |
Припасовка деталей согласно чертежу |
ВЮМ-1, БМ Foredom SR, шкурка, дискодержатели, шкуркодержатели, обратный пинцет |
№ 300, 600 |
|
|
46 |
Флюсовка |
Флюс, кисть |
Бура, борная кислота. Соотношение 1:1, концентрация 300-400г/л, t=60ºC |
|
|
47 |
Пайка |
Газовая горелка, плита «Буран», ВЮМ-1, пинцет, лудилка |
Припой ПМЦ54 |
|
|
48 |
Отбел |
Кислотостойкая ванна, пинцет |
Лимонная кислота 90ºС, 10-15 минут |
|
|
49 |
Промывка |
|
Проточная вода |
|
|
50 |
Сушка |
Сушильный шкаф |
70-80ºС, 10 минут |
|
|
51 |
Шлифовка |
ВЮМ-1, БМ Foredom SR, бумага абразивная, дискодержатели, резиновые диски, щетки |
Абразивная бумага № 600;100
|
|
|
52 |
Полировка |
Полировальный станок, полировальные круги |
паста DIALUX синяя |
|
|
53 |
Промывка |
УЗУ D150Н |
Мыльный раствор: вода, моющее средство, NH3, t=60-700 C, 5-7 мин. |
|
|
54 |
Промывка |
|
Проточная вода |
|
|
55 |
Сушка |
Сушильный шкаф |
70-80ºС, 10 минут
|
|
|
|
Клеймление, пробирование |
Станок для клеймения |
Транспортировка в гос.пробирную палату
|
|
|
Полировочные операции |
||||
|
56 |
Полировка |
Полировальный станок FOREDOM BL- 2, войлочные круги |
Полировальная паста фирмы DIULAX (красная, синяя) |
|
|
57 |
Промывка изделия |
УЗУ D150Н |
Мыльный раствор: вода, моющее средство, NH3, t=60-700 C, 5-10 мин. |
|
|
58 |
Промывка изделия |
Проточная вода |
t=25-30° С |
|
|
59 |
Сушка
|
Воздух
|
|
|
|
Закрепка вставок |
||||
|
60 |
Впасовка камней их закрепка |
Пинцет, корневертка, посадочный бор, микроскоп, штихель, давчик, лампа 300l |
d-2 мм; №5 |
|
|
61 |
ОТК 100% визуальный контроль |
|
|
|
|
62 |
Глянцовка |
Полировальный станок, нитяные круги |
Паста DIALUX голубая |
|
|
63 |
Промывка |
УЗУ D150Н |
Мыльный раствор: вода, моющее средство, NH3, t=60-700 C, 5-7 мин. |
|
|
64 |
Промывка |
|
Проточная вода |
|
|
65 |
Сушка изделий |
Сушильный шкаф |
50-60ºС, 15 минут |
|
|
Гравирование |
|||
|
66 |
Лазерная гравировка |
Иттербиевый волоконный лазер с опцией «Hight Contrast» |
Скорость маркировки до 10 000 мм/сек Скорость написания букв до 450 букв/сек |
|
|
ОТК |
|
|
|
67 |
Упаковка изделий |
|
|
2.4
|
|
Изготовление резиновых пресс-форм* |
||
|
1 |
Обезжиривание обойм |
|
Моющее средство |
|
2 |
Сушка обойм |
|
t=18-25°С |
|
3 |
Определение необходимого количества резины, нарезка резины |
Ножницы |
Резина Castaldo Super High Strength |
|
4 |
Закладка резины, помещение модели в обойму |
|
|
|
5 |
Сборка обойм |
|
|
|
Установка опорных штырей |
|
|
|
|
Закрытие матриц |
|
|
|
|
6 |
Вулканизация |
Вулканизатор Chinetti VU-220-DGT |
В расчете 15 минут на каждый слой резины, при t=165-1770 C |
|
7 |
Охлаждение обойм |
|
Воздух, t=18-25°С |
|
8 |
Извлечение пресс-форм |
|
|
|
9 |
Разрезка пресс-форм |
Скальпель, держатель |
|
|
10 |
Извлечение моделей |
|
|
|
11 |
ОТК |
ВЮМ-1, лампа 300 люкс, лупа × 6 |
Осмотр резиновой пресс-формы на наличие дефектов |
Оборудование: вулканизатор Chinetti VU-220-DGT. Регулятор температур - цифровой. Максимальная температура - 200 С. Габариты 360х165х530 мм. Размер пластин - 220х150 мм. Мощность - 700 Вт. Электропитание - 220 В.
Оснастка: обоймы 115х90х45 мм., 75х50х45 мм., опорные штыри.
Инструмент: скальпель, пинцет обратный, лупа х6.
Расходные материалы: Резина вулканизационная Castaldo Super High Strength.
При изготовлении резиновой пресс-формы следует учитывать свойства и параметры мастер-модели, знать специфику и следствия физических процессов, протекающих в ходе вулканизации, а также другие технологические особенности:
-
размерная усадка каучуковых матриц, воска и отливаемого изделия;
-
разница в толщине различных частей изделия и препятствия, возникающие при кристаллизации металла;
-
точки изделия, к которым можно подводить литники для изготовления изделия без нарушения его рисунка. Эти точки должны удовлетворять требованиям нормальной заливки металла;
Также требуется строгое следование технологическим режимам. Некоторые из них указываются производителем резины, некоторые определяются экспериментально, опираясь на выше приведенные особенности. Наиболее важны предварительные операции по подготовке обойм и резины. Для этого обоймы тщательно обезжириваются и сушатся перед закладкой резины, в процессе которой также следует избегать загрязнения резины любого вида жирами (в т.ч. кожным), поскольку это пагубно сказывается на свойствах силиконовых эластомеров и может привести к расслоению пресс-формы.
В данном случае применятся синтетическая силиконовая листовая резина Castaldo Super High Strength, специально разработанная для тиражирования восковых моделей ювелирных изделий. Обладает исключительной прочностью на разрыв и долгой памятью формы. Резина не воздействует с материалом модели, что значительно улучшает качество поверхности. Для отделения восковок от резиновой формы, не требуется использования силиконового спрея – форма уже содержит компоненты, способствующие легкому отделению восковок от резины. Т вулканизации 165-177С из расчета 15 мин. на каждый слой. Не допускается смешивание силиконовой резины с другими составами на основе природного каучука (Gold, White, No-Shrink Pink).
Перед закладкой резины формы предварительно прогревают. При закладке резины в формы следует использовать опорные штыри (рис.4), что упрощает дальнейшее позиционирование частей пресс-формы при инжекции воска. Для удобства последующих операций инжекции можно применять металлический конус (рис.1), в качестве дополнения к литниковой системе модели. Необходимое количество резины также определяется экспериментально и выбирается исходя из оптимального соотношения расхода материала и конечного качества пресс-формы.(рис.2,3)
После сборки обоймы, выбирается температурный режим, вданном случае это 165-1700 , который поддерживается в течение всего процесса вулканизации. Среднее время вулканизации составляет около 2 минут на каждый мм. толщины, Castaldo SuperHigh Strength вулканизируется 15 минут на 1 слой резины. Имея одинаковые по высоте обоймы можно проводить вулканизацию обеих частей модели одновременно.
По завершении вулканизации извлекаются опорные штыри и осуществляется резка каучука. Для удобства используют щипцы обратные для резки пресс-форм.После резки каучука извлекается металлическая модель (рис.6).
Вставляются на место опорные штыри. После этого матрицу можно использовать для изготовления тысяч изделий, не сомневаясь в точности закрытия матрицы.
Порядок выполнения операций при изготовлении резиновых пресс-форм:
-
Выбрать стремянку (обойму) в зависимости от габарита мастер модели.
-
Подготовить мастер модель, закрепить в стремянке.
-
Подготовить резину.
-
Заполнить стремянку «сырой» резиной (эластомером).
-
Позиционирование опорных штырей.
-
Закрытие матрицы металлическими пластинами и последующий нагрев в вулканизаторе.
-
Извлечение из стремянки.
-
Резка резины.
-
Извлечение мастер модели.
-
Установка позиционирующих штырей.
-
Пробная инжекция.
-
Контроль качества.
-
Складирование.
Рисунки и схемы:
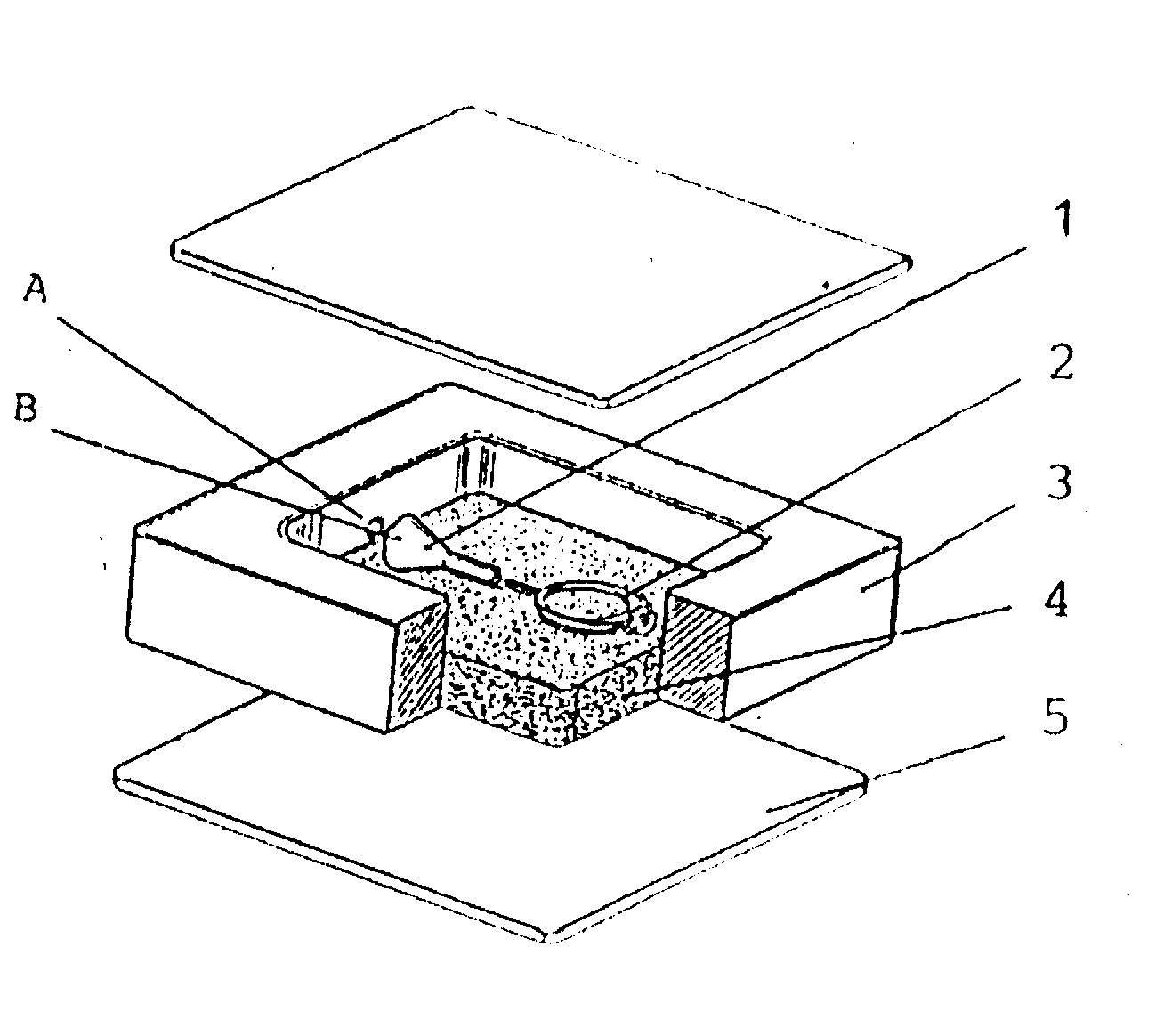
-
Металлический конус
-
Модель
-
Стремянка вулканизации каучука
-
Силиконовый каучук
-
Крышка стремянки