

2.4Подробно описать технологию изготовления резиновых пресс-форм…
|
Изготовление резиновых пресс-форм* |
||
1 |
Обезжиривание обойм |
|
Моющее средство |
2 |
Сушка обойм |
|
t=18-25°С |
3 |
Определение необходимого количества резины, нарезка резины |
Ножницы |
Резина Castaldo Super High Strength |
4 |
Закладка резины, помещение модели в обойму |
|
|
5 |
Сборка обойм |
|
|
Установка опорных штырей |
|
|
|
Закрытие матриц |
|
|
|
6 |
Вулканизация |
Вулканизатор Chinetti VU-220-DGT |
В расчете 15 минут на каждый слой резины, при t=165-1770 C |
7 |
Охлаждение обойм |
|
Воздух, t=18-25°С |
8 |
Извлечение пресс-форм |
|
|
9 |
Разрезка пресс-форм |
Скальпель, держатель |
|
10 |
Извлечение моделей |
|
|
11 |
ОТК |
ВЮМ-1, лампа 300 люкс, лупа × 6 |
Осмотр резиновой пресс-формы на наличие дефектов |
Оборудование: вулканизатор Chinetti VU-220-DGT. Регулятор температур - цифровой. Максимальная температура - 200 С. Габариты 360х165х530 мм. Размер пластин - 220х150 мм. Мощность - 700 Вт. Электропитание - 220 В.
Оснастка: обоймы 115х90х45 мм., 75х50х45 мм., опорные штыри.
Инструмент: скальпель, пинцет обратный, лупа х6.
Расходные материалы: Резина вулканизационная Castaldo Super High Strength.
При изготовлении резиновой пресс-формы следует учитывать свойства и параметры мастер-модели, знать специфику и следствия физических процессов, протекающих в ходе вулканизации, а также другие технологические особенности:
размерная усадка каучуковых матриц, воска и отливаемого изделия;
разница в толщине различных частей изделия и препятствия, возникающие при кристаллизации металла;
точки изделия, к которым можно подводить литники для изготовления изделия без нарушения его рисунка. Эти точки должны удовлетворять требованиям нормальной заливки металла;
Также требуется строгое следование технологическим режимам. Некоторые из них указываются производителем резины, некоторые определяются экспериментально, опираясь на выше приведенные особенности. Наиболее важны предварительные операции по подготовке обойм и резины. Для этого обоймы тщательно обезжириваются и сушатся перед закладкой резины, в процессе которой также следует избегать загрязнения резины любого вида жирами (в т.ч. кожным), поскольку это пагубно сказывается на свойствах силиконовых эластомеров и может привести к расслоению пресс-формы.
В данном случае применятся синтетическая силиконовая листовая резина Castaldo Super High Strength, специально разработанная для тиражирования восковых моделей ювелирных изделий. Обладает исключительной прочностью на разрыв и долгой памятью формы. Резина не воздействует с материалом модели, что значительно улучшает качество поверхности. Для отделения восковок от резиновой формы, не требуется использования силиконового спрея – форма уже содержит компоненты, способствующие легкому отделению восковок от резины. Т вулканизации 165-177С из расчета 15 мин. на каждый слой. Не допускается смешивание силиконовой резины с другими составами на основе природного каучука (Gold, White, No-Shrink Pink).
Перед закладкой резины формы предварительно прогревают. При закладке резины в формы следует использовать опорные штыри (рис.4), что упрощает дальнейшее позиционирование частей пресс-формы при инжекции воска. Для удобства последующих операций инжекции можно применять металлический конус (рис.1), в качестве дополнения к литниковой системе модели. Необходимое количество резины также определяется экспериментально и выбирается исходя из оптимального соотношения расхода материала и конечного качества пресс-формы.(рис.2,3)
После сборки обоймы, выбирается температурный режим, вданном случае это 165-1700 , который поддерживается в течение всего процесса вулканизации. Среднее время вулканизации составляет около 2 минут на каждый мм. толщины, Castaldo SuperHigh Strength вулканизируется 15 минут на 1 слой резины. Имея одинаковые по высоте обоймы можно проводить вулканизацию обеих частей модели одновременно.
По завершении вулканизации извлекаются опорные штыри и осуществляется резка каучука. Для удобства используют щипцы обратные для резки пресс-форм.После резки каучука извлекается металлическая модель (рис.6).
Вставляются на место опорные штыри. После этого матрицу можно использовать для изготовления тысяч изделий, не сомневаясь в точности закрытия матрицы.
Порядок выполнения операций при изготовлении резиновых пресс-форм:
Выбрать стремянку (обойму) в зависимости от габарита мастер модели.
Подготовить мастер модель, закрепить в стремянке.
Подготовить резину.
Заполнить стремянку «сырой» резиной (эластомером).
Позиционирование опорных штырей.
Закрытие матрицы металлическими пластинами и последующий нагрев в вулканизаторе.
Извлечение из стремянки.
Резка резины.
Извлечение мастер модели.
Установка позиционирующих штырей.
Пробная инжекция.
Контроль качества.
Складирование.
Рисунки и схемы:

Металлический конус
Модель
Стремянка вулканизации каучука
Силиконовый каучук
Крышка стремянки
А. Отверстие в стремянке
В. Опорный шрифт конуса
Рис.1

Рис.3Резка эластомера
Рис.4 Заполнение стремянки эластомером под или над моделью


Рис.5 Позиционирование опорных штырей
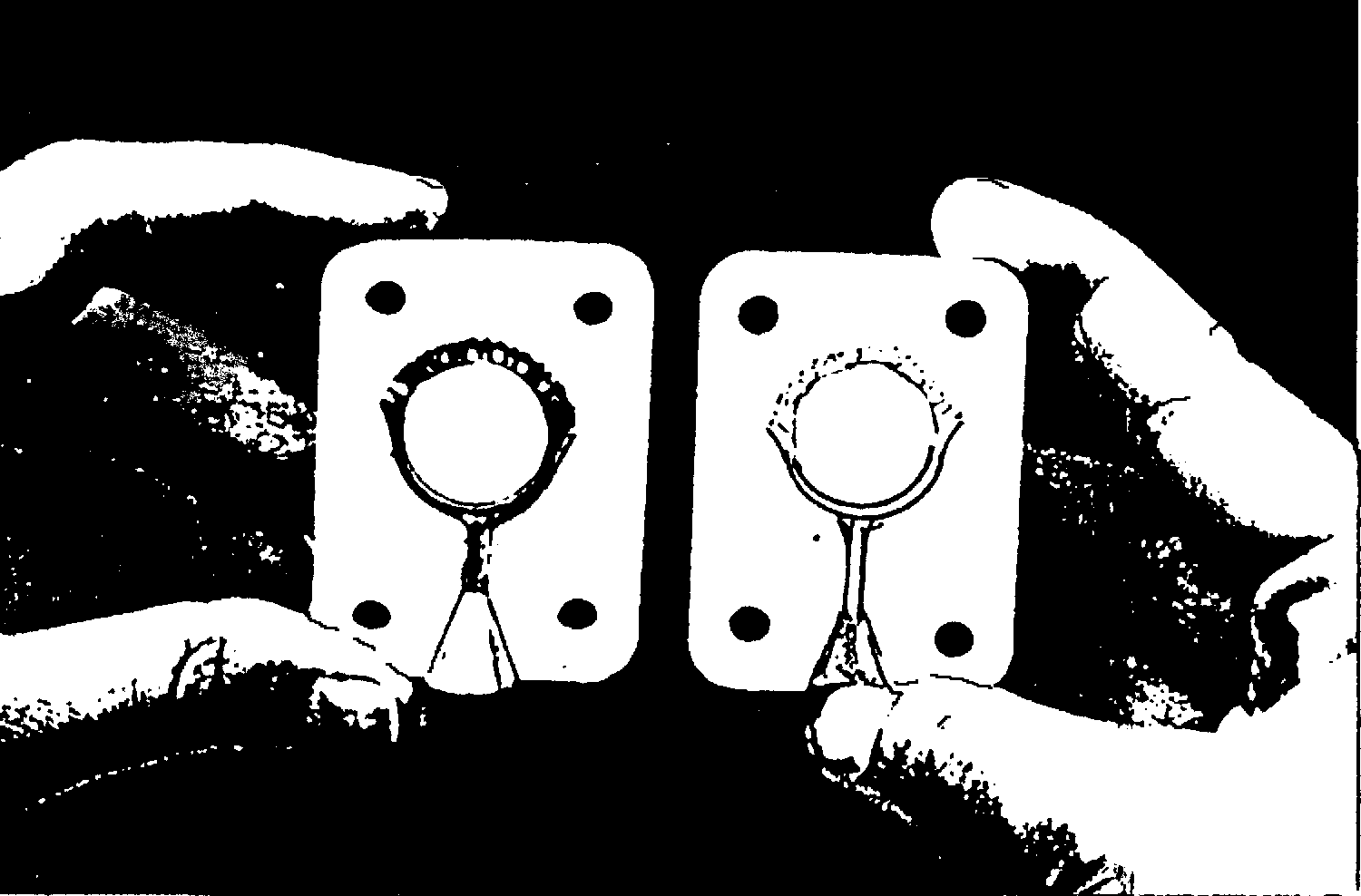
Рис.6 После резки каучука извлекается металлическая модель