

2.3Маршрутная карта.
Разработка эскизов
Прокат металла
процесс вырубки
Чеканка
Изготовление стенок шкатулки
Гибка,Припасовка стенок к днищу и крышке
Флюсование
Пайка
Припаивание каста
Отбеливание
Промывка
Сушка
ОТК
Шлифовка
Обезжиривание
Предварительное серебрение
17 Основное серебрение
18Промывка
19 сушка
20 Полировка
21 Закрепка вставки
22 ОТК 23упаковка
2.4 Схема вырубного штампа схему раскроя усилие вырубки, размеры.
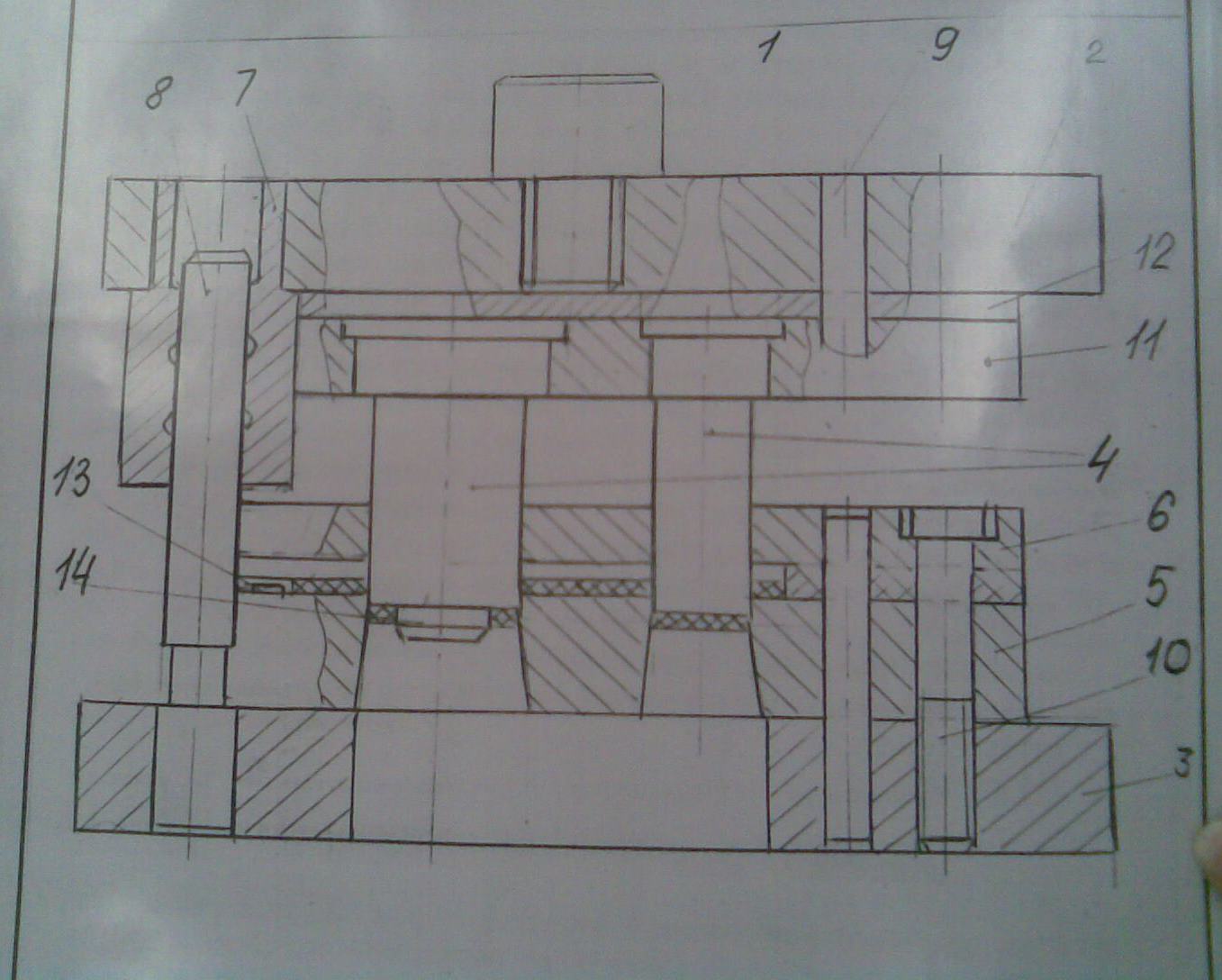
Схема раскроя. Расчет исп.размеров матрицы и пуансона.
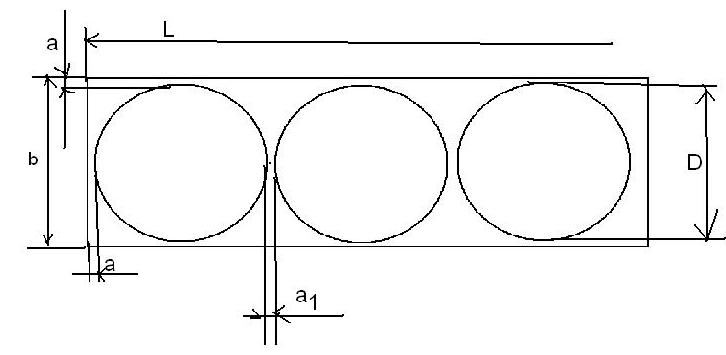
При вырубке контуры заготовок удалены на величину технологической перемычки-конпенсации погрешности при подаче материала и фиксации его в штампе
а1-межконтурная перемычка
а- боковая
При однорядной вырубке из полосы шаг подачи расчетная ширина полосы:
bн = bр + ∆Ш
Где bр – расчетная ширина полосы
∆Ш = 0,5 мм – допуск на ширину полос;
Так как толщина металла = 1 мм, перемычка между деталями:
а = (0,8-2) × S = 2 мм;
Шаг подачи: t=D+a1;t=78+3=81мм
bр = D + 2a = 78+2*2 = 82мм
bн=82 + 0,5 = 82,5 мм номинальная ширина полосы
количество деталей, полученных из полосы
n=10
L=10*78+3*2+9*2=804мм.
Коэффициент использования металла
η= 100(fn\F)
f-площадь вырубаемой детали=78*78=6084мм.кв.
F-площадь полосы=82,5*804=66330мм
n-количество выруб деталей=10шт
η=100(6084*10/66330)=91,7 % использования материала.
Усилие вырубки
Вырубка-пробивка производится штампами с плоскими режущими кромками, так как это упрощает изготовление инструмента.
P = K×L×S×σср. , [Н]
где K – коэффициент притупления режущих кромок (1,1-1,3);
L - длина контура детали;
S - толщина детали, S = 1 мм;
σср. - сопротивление сдвигу [МПа], σср. = 250 МПа(так как исп.медь неотожженая, табл.величина)
Усилие при вырубке:
P1 = K×L1×S×σср. = 1,2×240×1×250 =72000 Н
Выбор конструктивных элементов матрицы и пуансона
а) Найдем двусторонний зазор между матрицей и пуансоном:
z = ( 8-10%) от S
z = 1*0,08 = 0,08 мм
б) Толщина рабочего пояска матрицы 8 мм.
2.4. Расчет исполнительных размеров матрицы и пуансона
Толщина материала = 1 мм
При вырубке наружного контура:
Dм=(dн- δи ) +δм =
dп=(dн-δи-z)-δп=
Где Dм-номинальный размер матрицы
dп- номинальный размер пуансона
dн- номинальный размер вырубаемого изделия
δм-допуск матрицы назн по 8 квал. Для наружного контура толщиной до 3мм.
δи- допуск размера изделия
z-зазор
Dм=(78-0,74) +δм=77.26 мм
dп=(78-0.74-0.08) -δп=77.18 мм
2.5 Технология блестящего серебрения. выбор электролита(+смотри лекцию-цианистый электролит)
Серебрением называется процесс нанесения слоя серебра на поверхность изделия (как правило, металлического), оно находит применение для покрытия предметов сервировки стола, ювелирных изделий, бижутерии, предметов церковной утвари, сувениров, значков, а также электрических контактов. Кроме того, с помощью серебрения производится реставрация серебряной и посеребренной посуды. В среднем, толщина покрытия серебром колеблется от 3 до 30 мкм. Максимальные габариты деталей обыкновенно уточняются для конкретных случаев, однако, есть и стандартные параметры - 400х200х200. Существует также и такой способ серебрения – серебрение с оксидированием, то есть нанесение декоративной пассивной пленки. Также возможно покрытие серебром и серебрение поверхности с помощью специальной установки. Каким же целям служит серебрение? В первую очередь, серебрение используется для повышения коррозионной стойкости, а также электропроводимости и для придания покрытию эстетических качеств. Есть и такой метод серебрения, как гальваническое серебрение. Эта операция будет чрезвычайно эффективной, если проводить её на специальном оборудовании с использованием профессиональных реагентов. Использование высокочастотного импульсного источника позволяет быстро получать металлическое покрытие самого высокого качества с высокими адгезионными свойствами.
3. Определить полную себестоимость изделия и его отпускную цену для ус ловного ювелирного предприятия: 3.1. Стоимость основных материалов М, руб/кг определить укрупненно, исходя из га- баритов изделия и его массы. 3.2. Расценка с учетом дополнительной зарплаты В, руб/шт., ЕСН=36,2%, накладные расходы НР,% (общепроизводственные, общехозяйственные, коммерческие) рентабельность Р,%, акциз А,% - известны (приведены в табл.1). 1. основные материалы.ОМ=цена(мат)*m изд. 2. Покупные полуфабрикаты ПП=Цпп*nпп n-количество
4. Внутренний и наружный пожарный водопровод. Установки пожаротушения - совокупность стационарных технических средств тушения пожара путем выпуска огнетушащего вещества. Предназначены для тушения пожаров в начальной стадии их возникновения; они запускаются автоматически или с помощью дистанционного управления. Названные установки заправляются: водой, пеной, негорючими газами, порошковыми составами или паром. Установки пожаротушения должны обеспечивать локализацию или ликвидацию пожара. К автоматическим установкам водяного пожаротушения относятся спринклерные и дренчерные установки. Спринклерные установки представляют собой автоматические устройства тушения пожара водой. Их применяют в отапливаемых помещениях. Состоят из системы водопроводных труб, проложенных под потолком, в которые ввинчиваются специальные головки. Головка закрыта клапаном, который удерживается легкоплавким припоем. Повышением температуры до 70…80о С приводит к расплавлению припоя и открытию головки, из которой поступает, разбрызгиваясь, вода на очаг пожара. На каждые 12 м площади помещения устанавливается одна головка. Когда из спринклера начинает поступать вода, на пожарном посту появляется сигнал, указывающий место пожара Дренчерные установки представляют собой также систему трубопроводов, но головки этих установок постоянно открыты. Вода поступает при срабатывании специальных клапанов или при открывании задвижек ручным способом. Используют на открытых площадях, в неотапливаемых помещениях для орошения больших площадей. Средства пожарной автоматики предназначены для автоматического обнаружения пожара, оповещения о нем людей и управления их эвакуацией, автоматического пожаротушения и включения исполнительных устройств систем противодымной защиты, управления инженерным и технологическим оборудованием. |