

материаловед
.docx
Задания
23. Опишите схему технологии выплавки стали в основной мартеновской печи скрап-рудным процессом. Укажите перспективы развития мартеновского способа выплавки стали.(3-6 стр.)
78. Какие происходят процессы, как изменяются структура, физические и механические свойства металлов при холодной обработке давлением?(7-8 стр.)
143.Опишите сущность технологии дуговой сварки в углекислом газе, применяемые материалы, преимущества, недостатки и ее область
применения.(9-10 стр.)
237. Что понимается под стойкостью инструмента? Ее зависимость от скорости резания, влияние на точность обработки. Способы повышения стойкости.(11 стр.)
41. По эскизу детали (рис. 14) разработайте эскизы и представьте описание: элементов литейной формы, модели отливки, стержня, стержневого ящика, собранной литейной формы (в разрезе). Опишите последовательность изготовления литейной формы методом ручной формовки. Материал детали – чугун ВЧ 50.(12-1 стр.)
Начало мартеновского процесса относится к 1865 г., когда металлурги П. и Э. Мартены во Франции построили 1,5-тонную регенеративную* печь и получили в ней сталь удовлетворительного качества из стального лома и чугуна.
В России первая мартеновская печь более совершенной конструкции емкостью 2,5 т была построена в 1869 г. на Сормовском заводе инж. А. А. Износковым. Современные мартеновские печи имеют емкость до 900 т. Более распространенными являются печи емкостью 150—300 т. Все мартеновские печи с полным металлургическим циклом работают на смешанном газе (коксовальный + доменный). Имеются печи, работающие на мазуте и природном газе.
По роду кладки печи делятся на основные и кислые. Наиболее распространены основные печи. В основных печах под и стенки выложены магнезитом, свод у многих печей динасовый.
Современные крупные печи целиком выкладывают из хромо-магнезитового кирпича.
Исходными материалами для выплавки стали в мартеновских печах являются: металлический лом (скрап), чугун передельный мартеновский марок Mlи М2 (чушковый или жидкий), железная руда. Кроме того, применяют флюсы (преимущественно известняк). В зависимости от шихтовых материалов, поступающих для плавки, различают три основные разновидности мартеновского процесса.
1. Скрап - процесс, в котором шихтой служит металлический лом и чушковый чугун. Этот процесс применяют в мартеновских печах машиностроительных заводов, где всегда имеется большое количество металлических отходов, причем содержание их в шихте достигает 50—70%.
2. Скрап-рудный процесс, в котором содержание жидкого чугуна в шихте составляет 50—75%, остальное — металлический лом.
Скрап-рудный процесс получил свое название потому, что в нем для окисления примесей преобладающей части шихты — жидкого чугуна — расходуется значительное количество руды.
3. Рудный процесс, в котором плавка ведется только на жидком чугуне без стального лома. В настоящее время рудный процесс не применяется, так как экономически невыгоден.
Из перечисленных процессов наибольшее распространение получил скрап-рудный. Его применяют на заводах с полным металлургическим циклом.
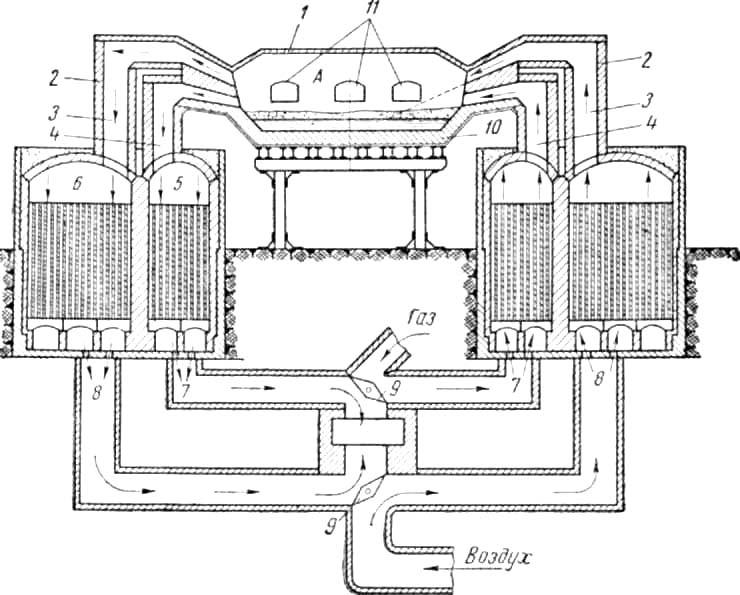
Рис. 1. Схема устройства мартеновской печи
Устройство мартеновской печи.
Мартеновская печь называется пламенной регенеративной, так как принцип ее работы основан на регенерации тепла, обеспечивающей высокую температуру печи, необходимую для ведения плавки.
Важнейшей частью мартеновской печи является рабочее пространство А (рис. 1). Здесь происходят важнейшие физико-химические процессы: горение топлива, окисление примесей, расплавление шихты, образование металла и шлака. Сверху рабочее пространство ограничено сводом 1, снизу — подом (или подиной) 10, задней и передней стенками, а с боковых сторон — головками 2. В передней стенке сделаны завалочные окна 11 (их бывает от трех до семи в зависимости от величины печи). Через них загружают печь, берут пробы, наблюдают за процессом, а также наваривают или исправляют под. Завалочные окна закрываются огнеупорными заслонками. В задней стенке внизу имеется отверстие для выпуска металла и шлака, забитое огнеупорной пробкой, которую при выпуске пробивают. Головки печи расположены симметрично. В них находятся каналы 3 и 4, через которые в печь поступают газ и воздух и отходят продукты горения. В нижней части головки соединяются с регенераторами 5 и б, установленными попарно с обеих сторон печи (всего их четыре); при работе на жидком топливе можно ограничиться двумя регенераторами (по одному с каждой стороны). Регенераторы представляют собой камеры, выложенные огнеупорным кирпичом. Внутри регенератора имеется огнеупорная насадка с вертикальными каналами. В нижней части регенераторы соединены с каналами 7 и 8, по которым поступают воздух и газ и отходят продукты горения. Чтобы регулировать направление движения газа и воздуха в печь, а продуктов горения — к дымовой трубе, в каналах имеются перекидные клапаны 9.
Работа мартеновской печи начинается с ее загрузки. печь загружается завалочными машинами. При скрап-процессе вначале заваливают лом и известняк, затем чугун, при скрап-рудном процессе — сначала железную руду и известняк, а затем жидкий чугун. чугун заливают из ковша по желобу, устанавливаемому в завалочном окне. В зависимости от величины печи и степени механизации завалка длится от двух до трех часов. Одновременно с завалкой шихты в печь подают топливо и воздух (попеременно через правые и левые головки печи).
Подогрев продуктов горения обеспечивает при сгорании топлива в рабочем пространстве температуру около 2000° С. При работе на жидком топливе регенераторы подогревают только воздух, а нефть или мазут подаются форсунками, установленными в каналах головок печей.
Процесс получения стали в мартеновской печи делится на три периода.
Первый период — плавление — начинается вскоре после начала загрузки. После окончания загрузки расплавление идет интенсивнее, так как уменьшаются потери тепла.
Во время плавления надо вводить в печь наибольшее количество тепла. Это предохранит металл от растворения в нем газов и от излишнего окисления.
Период плавления характеризуется окислительными реакциями: окисляются кремний, марганец, железо, фосфор.
Одновременно образуется большое количество закиси железа FeO, которая является основным окислителем примесей — кремния, марганца, фосфора.
Второй период — окисление — характеризуется энергичным окислением углерода за счет FeO. Это окисление протекает по реакции
С + FeO= СО + Fe— Q
Образующиеся при этом газы, стремясь вырваться из ванны, приходят в состояние кипения, поэтому второй период плавки называют периодом кипения. Выгорание углерода длится 2—3 часа. По получении требуемого процента углерода заканчивается второй период плавки.
Третий период — раскисление. Цель раскисления та же, что и в конверторе, и применяются те же раскислители: ферросилиций, ферромарганец, алюминий. Более тяжелые раскислители загружают прямо в печь, более легкие — в желоб или в ковш. Иногда для проверки раскисленности стали делают пробу. Застывший раскаленный кусок стали подвергают ковке; при плохой раскисленности образуются трещины. Если в мартеновской печи выплавляют легированную сталь, после раскисления в нее вводят легирующие элементы: ферротитан, феррохром, высококремнистый ферросилиций и др. Для получения никелевой стали вводят чистый никель.
После окончания плавки сталь выпускают в ковш. процесс плавки длится 5—8 часов, при скоростном сталеварении сроки сокращаются до 4,5—5,5 часа. Важнейшим фактором повышения производительности мартеновских печей является внедрение новой прогрессивной технологии, в первую очередь применение кислорода в мартеновской плавке.
Кислород вводят при плавке двумя способами: а) путем обогащения факела пламени в период завалки и расплавления шихтовых материалов и б) продувкой жидкой ванны в период выгорания углерода.
Применение кислорода повышает производительность мартеновской плавки на 15—25%. Особенно эффективные результаты достигаются в печах большой мощности.
В мартеновских печах выплавляют качественную углеродистую конструкционную и инструментальную сталь, а также низколегированную и среднелегированную. Сталь, выплавленная в мартеновских печах, идет на изготовление проката и поковок. Из нее делают рельсы, рессоры, балки и другие детали машин.
Обработка давлением основана на способности некоторых металлов и сплавов пластически деформироваться, т. е. под действием нагрузок изменять внешнюю форму и сохранять измененную форму после того, как нагрузки перестают действовать.Хрупкие металлы и сплавы обрабатывать давлением нельзя, так как они не обладают достаточной пластичностью.
Обработка давлением основана на способности некоторых металлов и сплавов пластически деформироваться, т. е. под действием нагрузок изменять внешнюю форму и сохранять измененную форму после того, как нагрузки перестают действовать.Хрупкие металлы и сплавы обрабатывать давлением нельзя, так как они не обладают достаточной пластичностью. Например, чугун как в холодном, так и в нагретом состоянии под давлением разрушается, не изменяя внешней формы, и потому для обработки давлением непригоден.Некоторые металлы и сплавы, недостаточно пластичные при обычной температуре, при высоком нагреве обладают пластической деформацией и могут быть обработаны давлением. К числу таких сплавов относится сталь.При пластической деформации изменяется не только внешняя форма металлов, но и внутреннее их строение, а следовательно, и свойства. Кривые изменения механических свойств отожженной стали при нагреваниивидно, как изменяются механические свойства отожженной стали в зависимости от температуры при нагревании.Кривая σвпоказывает, что прочность стали при нагревании до 300° С повышается, а при дальнейшем нагревании резко снижается. Показатели пластичности δи ψ, наоборот, при нагревании стали до 300° С понижаются, а при дальнейшем повышении температуры сильно возрастают, что и требуется для обработки давлением.Из сказанного следует, какое значение при горячей обработке давлением имеет правильное определение температуры нагрева металлов. Однако для успешных результатов обработки требуется соблюдать и другие условия нагрева. В технике часто используют холодную обработку давлением без нагрева металлов и сплавов: прокатку, штамповку, волочение в холодном состоянии или с нагревом до температуры ниже температуры рекристаллизации.При холодной обработке давлением также изменяются механические и другие свойства металлов и сплавов.В результате этого процесса увеличиваются прочность и твердость стали, пластичность, наоборот, уменьшается.Физико-механические свойства стали при холодной обработке давлением изменяются: уменьшаются электропроводность и сопротивление коррозии.Изменение свойств металлов, вызванное деформацией в холодном состоянии, называется наклепом, или нагартовкой.Изменение механических свойств мягкой сталили (0,03%С) при холодной прокаткеСостояние наклепа объясняется изменением нормальной кристаллической решетки, т. е. сдвигами ее частиц под влиянием внешних воздействий.
Холодной обработке давлением подвергают листовые и полосовые заготовки из низкоуглеродистой стали, из цветных металлов и сплавов. Часто наклеп сообщают проволоке, применяемой для пружин.Преимущества холодной обработки давлением — чистая поверхность и высокая точность изделий.
Если изменение свойств металла под влиянием холодной обработки нежелательно, наклеп может быть устранен путем нагревания изделий.
Уже при невысокой температуре (для стали 200—300° С) измененная холодной обработкой кристаллическая решетка частично восстанавливается, и в наклепанном слое понижается прочность и твердость, возрастает пластичность. Эти явления называются возвратом.
При более высоком нагреве происходит рекристаллизация, т. е. образование новых зерен взамен деформированных, частичное восстановление структуры металла и возвращение первоначальных свойств.
Установлено, что наименьшая температура для рекристаллизации железа 450° С, меди 270° С, алюминия и магния 100° С, вольфрама 1200° С.
Легкоплавкие металлы — олово, цинк, кадмий и другие — имеют низкую температуру рекристаллизации. Например, температура начала рекристаллизации у цинка 0° С, свинца 30° С и т. п. Поэтому у таких металлов при обычной температуре явлений наклепа при холодной обработке давлением не возникает.
Температура рекристаллизации не является постоянной для каждого металла и зависит: от степени деформации (чем больше деформация, тем нагревание должно быть выше); от времени выдержки (чем выдержка при температуре рекристаллизации продолжительнее, тем легче протекает процесс рекристаллизации);от величины зерна (для крупнозернистого металла температура должна быть выше, чем для мелкозернистого).
Сталь обрабатывают давлением преимущественно в нагретом состоянии. Температура, при которой производят горячую обработку стали, значительно превышает температуру ее рекристаллизации, поэтому наклеп, образующийся при обработке, уничтожается вследствие рекристаллизации, и горячекатаная сталь наклепа не получает.
Особенности сварки в углекислом газе
Преимущества сварки в углекислом газе. Преимущество этого вида сварки перед сваркой под флюсом состоит в том, что сварщик может наблюдать за ходом процесса и горением дуги, которая не закрыта флюсом; не нужны приспособления для подачи и отсоса флюса, усложняющие сварочное оборудование; отпадает необходимость в последующей очистке швов от шлака и остатков флюса, что особенно важно при многослойной сварке.
Основными достоинствами способа сварки в углекислом газе являются:
1. Хорошее использование тепла сварочной дуги, вследствие чего обеспечивается высокая производительность сварки.
2. Высокое качество сварных швов.
3. Возможность сварки в различных пространственных положениях с применением аппаратуры для полуавтоматической и автоматической сварки.
4. Низкая стоимость защитного газа.
5. Возможность сварки металла малых толщин и сварки электрозаклепками.
6. Возможность сварки на весу без подкладки.
Коэффициент наплавки при сварке в углекислом газе выше, чем при сварке под флюсом. При сварке постоянным током прямой полярности этот коэффициент в 1,5-1,8 раза выше, чем при обратной полярности. Процесс сварки отличается высокой производительностью, достигающей 18 кг/ч наплавленного металла. Скорость сварки достигает 60 м/ч. Производительность сварки в углекислом газе в 1,5-4 раза выше, чем производительность ручной сварки покрытыми электродами, и в 1,5 раза выше, чем при сварке под флюсом.
Применяемые материалы
Сварочная проволока. В качестве электрода применяют проволоку марок Св-08ГС, Св-08Г2С, Св-12ГС и др. по ГОСТ 2246—60 в соответствии с маркой основного металла, имеющую повышенное содержание марганца и кремния. Диаметр проволоки берут в пределах 0,5—2,5 мм в зависимости от толщины свариваемого металла и типа сварочного полуавтомата. Поверхность проволоки должна быть чистой, не загрязненной смазкой, органическими антикоррозионными веществами, ржавчиной, окалиной и др., повышающими разбрызгивание металла и вызывающими пористость шва. Иногда проволоку подвергают травлению в 20%-ном растворе серной кислоты с последующей прокалкой в печи при 250-280° С в течение 2-2,5 ч. Это обеспечивает получение плотного наплавленного металла с минимальным содержанием водорода. Хорошие результаты дает сварка омедненной проволокой.
Углекислый газ. Углекислый газ бесцветен, неядовит. При давлении 760 мм рт. ст. плотность углекислого газа 1,98 кг/м3. При температуре 31° С и давлении 75,3 кгс/см2 углекислый газ сжижается. Давление сжижения уменьшается при понижении температуры. При минус 78,5° С углекислый газ переходит в жидкость при атмосферном давлении (760 мм рт. ст.). Испарение 1 кг жидкой углекислоты дает 505 дм3 углекислого газа (при 0° и 760 мм рт. ст.). Хранят и транспортируют углекислый газ в стальных баллонах под давлением 60-70 кгс/см2. Баллоны окрашены в черный цвет и имеют надпись желтого цвета «Углекислота». В стандартный баллон емкостью 40 дм3 вмещается 25 кг жидкой углекислоты, которые при испарении дают 12 625 дм3 газа. Жидкая кислота занимает 60-80% объема баллона, остальной объем заполнен газом.Углекислый газ, применяемый для сварки, должен быть сухим и иметь концентрацию не ниже 98% С02, а для сварки ответственных конструкций — не менее 99% СО2. Пищевой углекислый газ, выпускаемый по ГОСТ 8050-64, содержит: не менее 98,5% С02 и не более 0,1% свободной влаги. В нем может содержаться также вода, растворенная в сжиженном С02, поэтому при сварке пищевой углекислый газ предварительно пропускают через патрон, заполненный обезвоженным медным купоросом или через силика-гелевый осушитель.
Под стойкостью (Т) режущего инструмента понимается время его работы до достижения определенной величины износа (VB). Чаще всего инструментом можно работать и дальше, но при постоянном наблюдении за его состоянием, поскольку возможны непредвиденные сколы, разрушение или ухудшение чистоты обработки. Скорость резания и стойкость инструмента Оптимальная скорость резания в современном производстве всегда предполагает компромисс между наибольшей производительностью и надежностью, а также между производительностью и стойкостью инструмента. Увеличение производительности (скорости резания) приводит к снижению стойкости и увеличению расходов на инструмент. Снижение скорости резания увеличивает стойкость и уменьшает затраты на инструмент. Так уменьшение скорости с 314 до 220 м/мин ведет к увеличению стойкости до 60 минут. Коэффициенты, корректирующие скорость резания в зависимости от необходимой стойкости, даны в таблице. Для увеличения стойкости с 15 до 25 мин, коэффициент уменьшения скорости резания по таблице равен 0,88. Твердость обрабатываемого материала является одним из основных факторов, влияющих на стойкость инструмента. В большинстве случаев, при увеличении твердости стойкость уменьшается и наоборот, при снижении твердости - увеличивается. Твердость НВ180, как и стойкость 15 мин, принята как базовая для рекомендаций каталога СогоКеу. Для того, чтобы при изменении твердости обрабатываемого материала сохранить стойкость инструмента в 15 мин, необходимо скорректировать рекомендуемое табличное значение скорости резания (Vc) в соответствии с коэффициентом коррекции. Например, если твердость обрабатываемого материала (сталь) НВ240, то этот коэффициент равен 0,77. Скорость резания определяется путем умножения ее табличного значения на этот коэффициент.
