

Міністерство аграрної політики України
Дніпропетровський державний аграрний університет
Методичні вказівки
до лабораторної роботи
“Дослідження характеру спрацювання і визначення ремонтних розмірів гільз автотракторних двигунів “
Дніпропетровськ 2008 Методичні вказівки до лабораторної роботи “Дослідження спрацювання і визначення ремонтних розмірів гільз автотракторних двигунів”
В методичних вказівках розглядаються питання дефектації, контролю технічного стану та можливості подальшого використання гільз автотракторних двигунів. Коротко розглядаються питання технології відновлення технічного стану гільз автотракторних двигунів.
Розглянуто і затверджено на засіданні кафедри ремонту, надійності машин та технології металів. Протокол № 10 від 5.02. 2008 р.
Розглянуто і затверджено на засіданні методичної ради факультету “Механізації сільського господарства”
Протокол № 10 від “ 05 “ лютого 2008 р.
Рецензент: кандидат технічних наук доцент
кафедри с.-г. машин О.О. Колбасін
Укладачі: доц. к.т.н. Мельянцов П.Т.
ст. викл. Калганков Є. В.
Лабораторна робота
Дослідження характеру спрацювання і визначення ремонтних розмірів гільз автотракторних двигунів
1.Мета роботи
1.1.Одержати практичні навики встановлення характеру спрацювання гільз ( циліндрів блоків ) автотракторних двигунів.
1.2. Оволодіти методикою визначення ремонтних розмірів гільз автотракторних двигунів.
2.Завдання
2.1.Ознайомитися з технікою безпеки на робочому місці.
2.2.Ознайомитися з оснащенням робочого місця.
2.3.Освоїти технологію дефектації та визначення ремонтних розмірів гільз автотракторних двигунів.
2.4.Провести дефектацію, визначити ремонтний розмір гільзи двигуна та зробити висновок про технічний стан гільзи двигуна СМД-14.
3.Оснащення робочого місця
Лабораторний стіл; гільзи автотракторних двигунів, що були в експлуатації; штангенциркуль з межею вимірювання до 150 мм для попереднього виміру діаметра циліндра, штангенглибиномір з межею вимірювання до 200 мм або масштабна лінійка відповідної довжини для визначення довжини циліндра і визначення поясів вимірювання, індикаторний нутромір з межами вимірювання 75 – 100 мм або 100 –125 мм в залежності від гільзи яку вимірюємо, мікрометр з межами вимірювання 75 – 100 мм або 100 – 125 мм для настроювання індикаторного нутроміра, переносна лампа напругою 6 – 12 В для огляду гільзи, технічні вимоги на контроль та сортування гільз, технологічна інструкція на дефектацію гільз.
4.Особливості техніки безпеки
При дефектації деталей з великою масою треба бути обережними, щоб не придавило пальці та не впала деталь на ноги.
5.Загальні положення та вказівки до виконання роботи
5.1.Знос циліндрів (гільз).
Циліндри (гільзи) зношуються в основному в результаті тертя поршневих кілець, дії абразивних частинок на поверхню циліндрів і корозії.
В процесі згорання палива в циліндрі різко підвищується температура і тиск газів. Гази проникають за поршневі кільця і притискають їх до дзеркала циліндра, внаслідок чого підвищується питомий тиск кілець на поверхню циліндра.
На рисунку 1 приведена діаграма тиску газу за поршневими кільцями карбюраторного двигуна. Аналогічно змінюється тиск за поршневими кільцями і у автотракторних дизелів.
П
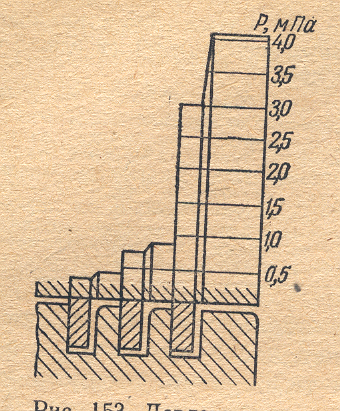
Рис.1.Тиск газів
за поршневими
кільцями карбюраторного двигуна
циліндра виникає граничне тертя. Крім того, при високих температурах в’язкість масла різко знижується, що в свою чергу визиває зменшення міцності масляної плівки, і вона місцями розривається.
Дослідження впливу в’язкості масла на знос циліндрів і механічні втрати в тракторних та автомобільних двигунах показали, що знос, викликаний електростатичними явищами при терті, може складати вагому частину загального зносу. Зі зниженням в’язкості електростатична міцність тонких масляних плівок зменшується.
Окрім фізико-механічних факторів (температура та тиск), на знос циліндрів (гільз) виявляє великий вплив хімічна дія продуктів згорання.
В процесі згорання палива отримується цілий ряд кислот та інших хімічних з’єднань (кисень, вуглекислий газ, пари води, мурашкова, оцтова, вугільна, сірчана та азотні кислоти), котрі викликають посилену корозію металу циліндра в оголених від масла місцях.
На інтенсивність зношення циліндрів під хімічною дією агресивних речовин великий вплив виявляє температурний режим двигуна.
Дослідження показують, що знос циліндрів збільшується при температурі стінки циліндра нижче 900С. Збільшення зносу поверхні циліндрів при температурі, менше вказаної, пояснюється тим, що при більш низьких температурах на стінках циліндрів конденсуються водяні пари і з продуктами згорання утворюють кислоти, під дією яких підвищується корозійний знос робочої поверхні циліндрів.
Про вплив температури на знос свідчить різниця в зносі окремих циліндрів одного і того ж двигуна. В одному і тому блоці циліндри, що ближче розташовані до вентилятора, зношуються більше.
Зниження швидкості поршня до нуля в момент переходу через в.м.т. сприяє руйнуванню масляної плівки і підвищенню темпу зношування, що служить одним із факторів, погіршуючих умови роботи кілець.
О
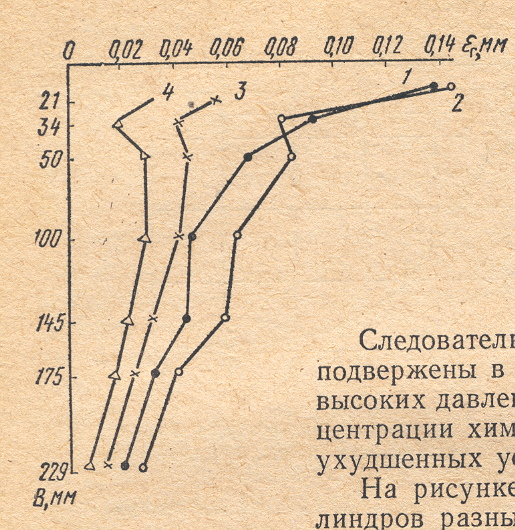
На малюнку 2 приведена схема зносу циліндрів (гільз) різних конструкцій за один і той же період.
Т
Рис.2
Схема зносу циліндрів різних конструкцій
за один і той же період
Циліндри автомобільних та гільзи тракторних двигунів в роботі деформуються, в наслідок чого порушується їх форма. Циліндри деформуються в наслідок різностінності, неправильної затяжки болтів кріплення головки блоку, нерівномірного нагріву циліндра, недостатньої жорсткості верхньої стінки блоку.
Знос циліндра по колу залежить також від перекосу поршня при русі в циліндрі, в площині коливання шатуна, в наслідок чого спостерігається скрегочуща дія кромок поршневих кілець.
Знос циліндрів в значній мірі залежить від згинів шатуна та колінчатого валу, а також від перекосів в шатунно-поршневій групі. В цих випадках поршень працює в циліндрі з перекосом. Розташування більшої осі овалу циліндрів в площині поздовжній осі колінчатого валу свідчить про згин шатуна, не жорсткості колінчатого валу або перекосі.
5.2.Дефекти блоків циліндрів (гільз) та способи їх усунення.
Основні дефекти – знос та задирки робочої поверхні, а для гільз циліндрів додатково деформація та знос зовнішніх посадкових поверхонь. В деяких тракторних двигунах спостерігається кавітаційний знос поверхонь охолодження.
Зношені та пошкоджені поверхні циліндрів і гільз циліндрів відновлюють розточуванням з послідуючою доводкою (хонінгуванням) під ремонтний розмір.
Для циліндрів і гільз циліндрів двигунів типу ГАЗ та ЗІЛ передбачено три збільшених ремонтних розміри з інтервалом через 0,5мм від номінального розміру.
Гільзи циліндрів двигунів ЯМЗ (всіх моделей і модифікацій), А-01М, А-41 та Д-37 (всіх модифікацій) ремонтних розмірів не мають. Гільзи циліндрів інших тракторних двигунів відновлюють під ремонтний розмір, збільшений на 0,7мм проти номінального.
Всі циліндри або гільзи циліндрів одного блока оброблюють під один ремонтний розмір. Циліндри, виконані в тілі блока, зношені до останнього ремонтного розміру, відновлюють встановленням гільз з послідуючою обробкою під номінальний розмір.
Розточують циліндри та гільзи циліндрів на вертикально-розточних верстатах типа 278Н. Деякі ремонтні підприємства розточують гільзи циліндрів на токарних верстатах, використовуючи спеціальні пристрої, або шліфують їх абразивними кругами. Базовими поверхнями при установці блока для розточування циліндрів служать нижня привалочна площина і фаска в нижній частині циліндра. При встановленні гільз на розточування або шліфування базовими поверхнями служать зовнішній чисто оброблений поясок та верхній торець гільзи.
При розточуванні циліндрів блока стежать за зберіганням відстаней між осями циліндрів і перпендикулярністю вісей циліндрів вісі колінчатого вала. Відхилення від перпендикулярності допускається не більше 0,05мм на всій довжині циліндра. При розточуванні або шліфуванні гільз циліндрів стежать за товщиною стінок гільзи. Різниця в товщинні стінок гільзи, виміряних по посадочним пояскам в вертикальній площині, не повинна перевищувати 0,06мм.
Після розточування діаметр циліндра або гільзи повинен бути на 0,04-0,10мм менше ремонтного розміру, це припуск на послідуюче доведення (хонінгування).
Доведення циліндрів виконують на вертикально-хонінгува-
льних або вертикально-свердлильних верстатах спеціальними хонінгувальними головками.
Після кінцевої обробки (хонінгування або розкатування) овальність та конусність циліндрів не повинна перевищувати 0,02мм, а шорсткість поверхні повинна бути не нижче 9 класу чистоти.
Також зношені та пошкоджені поверхні гільз відновлюють осталюванням з послідуючою обробкою під номінальний розмір.
Кавітаційний зносповерхонь охолодження гільз усувають обробкою полімерними композиціями на основі епоксидних смол.
5.3.Вказівки до роботи.
Відремонтована гільза блока циліндрів повинна задовольняти слідуючи умови:
а) внутрішня поверхні гільзи чиста, без рисок, задирів, чорновин та лисок. Чистота оброблення поверхонь не нижче 9-го класу;
б) овальність та конусність внутрішньої поверхні гільзи не перевищує 0,03мм. Допускається овальність і конусність до 0,05мм на довжині не більше 15мм від верхнього торця і не більше 60мм від нижнього торця гільзи;
в) внутрішня поверхня гільзи концентрична поверхням посадочних поясків. Биття посадочних поясків відносно внутрішній поверхні не перевищує 0,10мм;
г) діаметр гільзи не перевищує вибраковочного розміру.
При визначенні овальності і конусності гільз циліндрів їх діаметри слід заміряти в трьох горизонтальних перерізах.
Перший переріз повинен співпадати з положенням верхнього поршневого кільця при в.м.т.
Т ретій
переріз повинен співпадати з положенням
нижнього поршневого кільця при н.м.т.
ретій
переріз повинен співпадати з положенням
нижнього поршневого кільця при н.м.т.
Другий переріз буде знаходитись між першим та третім перерізами.
В тих випадках, коли вивчається характер зносу циліндра, їх діаметри заміряють по всій довжині циліндра, розташовуючи точки промірів в перерізах, які стоять один від одного на відстані 20мм, починаючи з першого, котрий розташований від верхнього краю циліндра на відстані 10-15мм.
Як в першому так і в другому випадках в кожному перерізі діаметр вимірюють в двох площинах:I-I- площині, перпендикулярній осі колінчатого валу, та II-II – площині, паралельній осі колінчатого валу
5.4.Порядок виконання роботи.
1. Заготувати в робочих зошитах журнал записів за наступною формою.
Журнал
огляду та обміру гільзи циліндру двигуна
__________
![]()