

мрочек / 7
.docx7Расчет и назначение припусков на механическую обработку
-
Расчет припусков на поверхности

Расчетная формула для определения припуска для i-го перехода:

где Rz – высота неровностей профиля, мкм;
h – глубина дефектного слоя, мкм;
ρ – суммарное значение пространственных отклонений, мкм;
Е – погрешность установки, мкм.
Пользуясь рабочим чертежом детали и картой техпроцесса запишем в таблицу 3.1 значения Rz, h, ρ, Е для каждого перехода. Суммарное значение пространственных отклонений поверхности находим по формуле :

где: ρкор – погрешность коробления, ρкор = 600 мкм, [3, таб.4,31];
ρэксц – погрешность эксцентричности, ρэксц = 1200 мкм, [3,таб.4,31].

Остаточные пространственные отклонения

где: n – количество переходов механической обработки;
ρзаг – исходное отклонение заготовки;
kyi – коэффициент уменьшения погрешности.
Остаточное пространственное отклонение для каждого перехода:
ρост1 = 1343∙0,05 = 67,15мкм;
ρост2 = 67,15∙0,005 = 0,33 мкм.
Остаточные погрешности меньше 1 не учитываюся
Погрешность установки ε:


где εз, εб, εпр – погрешности закрепления, базирования, положения заготовки.
εб = 0, [3,таб.4.33];
εз = 80 мкм, [3,таб.4.34];
εпр = 0, [3,стр.104].

Остаточная погрешность установки:
ε1 = 80·0,05= 4мкм,
Остальные погрешности меньше 1 поэтому не учитываются
Минимальные припуски:
Для чернового точения

для растачивания окончательного

для шлифования предварительного


для шлифования окончательного


Таблица 3.1 − Результаты расчета
|
|
Элементы припуска, мкм |
2Z min, мкм |
dp, мм |
IT, мкм |
Предельный размер, мм |
Предельное значение припуска, мм |
|||||||||||
|
Rz |
h |
ρ |
E |
dmin |
dmax |
2Zmin |
2Zmax |
||||||||||
|
Штамповка |
150 |
250 |
1341 |
- |
- |
54,084 |
2000 |
54,092 |
56,092 |
|
|
||||||
|
Точение Предварит. |
100 |
100 |
67 |
80 |
2∙1741 |
50,604 |
160 |
50,610 |
50,770 |
3,482 |
5,322 |
||||||
|
Точение чистовое |
40 |
40 |
- |
4 |
2∙304 |
50,0 |
62 |
50,002 |
50,064 |
0,608 |
0,706 |
||||||
|
Шлифование |
10 |
20 |
- |
- |
2∙30 |
49,94 |
30 |
49,94 |
49,97 |
0,060 |
0,092 |
||||||
|
4,15 |
6,12 |
||||||||||||||||
|
|
|||||||||||||||||
 Технологические
переходы обработки отверстия
Технологические
переходы обработки отверстия
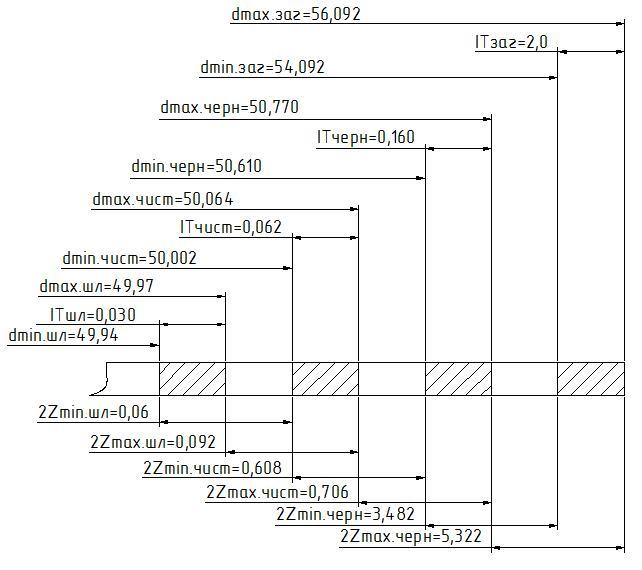
Рисунок 3.1 − Схема расположения припусков и допусков.
Проверяем правильность выполнения расчетов:
2Zо max - 2Zо min = Dз - Dд;
6,12-4,15=2,0-0,3;
1,97=1,97
Условие выполняется. Расчеты выполнены верно.