

1. Выбор методов и этапов обработки элементарных поверхностей деталей
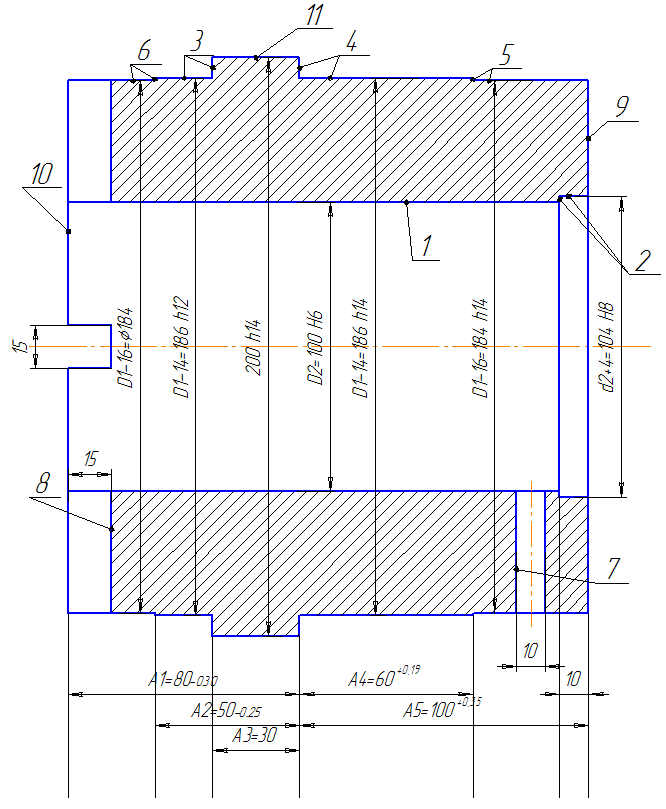
Рисунок 1 – Чертеж детали
На все поверхности детали в соответствии с требованиями чертежа назначим этапы их обработки по таблицам экономической точности обработки. Все результаты сведем в таблицу 1.
Таблица 1- Выбор методов обработки элементарных поверхностей подсчёт
основного технологического времени
|
№ пов. |
IT |
Ra (Rz) |
Методы обработки |
|
1 |
6 |
Ra 0,16 |
2. Получистовое растачивание 3. Черновое шлифование 4. Чистовое шлифование 5. Хонингование |
|
2 |
8 |
|
|
|
3 |
12 |
Ra 1,25 |
|
|
4 |
8 |
Ra 1,25 |
|
|
5 |
14 |
|
|
|
6 |
14 |
|
|
|
7 |
14 |
|
|
|
8 |
14 |
|
|
|
9 |
12 |
|
|
|
10 |
12 |
|
|
|
11 |
14 |
|
|
2. Выбор типа производства
Исходные данные:
Годовая
программа изделий
![]() шт.
шт.
Количество
деталей на изделие
![]() шт.
шт.
Основное технологическое время[1, c.146]
Поверхность №1
Сверление

Рассверливание

Получистовое растачивание

Черновое шлифование

Чистовое шлифование

Тонкое шлифование

Поверхность №2
Черновое растачивание

Получистовое растачивание

Черновое шлифование

Чистовое шлифование

Поверхность №3
Черновое точение

Получистовое точение

Черновое шлифование

Однократное шлифование

Поверхность №4
Черновое точение

Получистовое точение

Однократное шлифование

Чистовое шлифование

Тонкое шлифование

Поверхность №5
Черновое точение

Получистовое точение

Поверхность №6
Черновое точение

Получистовое точение

Поверхность №7
Сверление

Поверхность №8
Черновое фрезерование

Поверхность №9
Черновое точение

Получистовое точение

Поверхность №10
Черновое точение

Получистовое точение

Поверхность №11
Черновое точение

Получистовое точение

Суммарное
время
![]() ,
мин.
,
мин.
Штучно-калькуляционное
время
![]() .
.
Количество
станков
![]() ;
;
![]() =0,9.
=0,9.
Устанавливаем принятое значение рабочих мест Р, округляя до ближайшего большего целого числа полученные значения mp.
Фактический
коэффициент загрузки рабочего места
![]() .
.
Количество
операций, выполняемых на рабочем месте
![]() .
.
Коэффициент
закрепления операций
![]() .
.
![]() -
единичное производство.
-
единичное производство.
Таблица 2 - Основное технологическое время.
|
станок |
|
|
|
|
P |
|
О |
|
Токарный |
2,14 |
35,7 |
76,4 |
0,28 |
1 |
0,28 |
4 |
|
Сверлильный |
1,75 |
0,208 |
0,364 |
0,00134 |
1 |
0,00134 |
672 |
|
Фрезерный |
1,84 |
1,176 |
2,16 |
0,008 |
1 |
0,008 |
113 |
|
Шлифовальный |
2,10 |
10,726 |
22,5 |
0,0827 |
1 |
0,0827 |
11 |
Средняя
трудоемкость основных операций
 ,
,
где
![]() - штучное время,
- штучное время,![]() - количество основных операций.
- количество основных операций.
Количество деталей в партии для одновременного запуска
![]() =76
=76