

ППУМРЭС Бобылкин / 2_10
.doc2.10. Приклейка элементов
Технология монтажа элементов на поверхность требует предварительной их фиксации перед пайкой. Для элементов, монтируемых на поверхность, наиболее распространенным способом такого крепления является приклейка.
При групповой пайке волной все без исключения элементы должны быть жестко закреплены. В варианте пайки в печи некоторые элементы можно зафиксировать при помощи паяльной пасты, то есть приклейка или другие способы крепления не нужны. Но это применимо только к легким компонентам (весом не более 0,1 г), расположенным во время пайки на верхней стороне платы.
Большинство резисторов и конденсаторов в чип-исполнении этому требованию удовлетворяют, но микросхемы и другие крупные и тяжелые компоненты необходимо закреплять. Для плат с двухсторонней установкой элементов все компоненты, находящиеся во время пайки в печи на нижней стороне платы, должны быть обязательно закреплены. Однако при определенных условиях легкие элементы, размещенные на нижней стороне, можно не приклеивать. Сила поверхностного натяжения расплавленного припоя не позволит элементам оторваться от поверхности и упасть. Однако этот процесс требует тщательной подготовки и экспериментальной проверки.
При двухсторонней установке элементов возможно сочетание разных способов пайки, например: сначала монтируются и припаиваются в печи компоненты на одной стороне платы, затем закрепляются при помощи клея и припаиваются волной элементы на второй стороне; или первоначально используется один из групповых способов пайки, а завершается монтаж и пайка механизированным или ручным способом. Таким образом, удается построить технологический процесс, избежав приклейки элементов или заметно сократив ее.
Технология приклейки требует специального оборудования, способного по программе, разрабатываемой для каждой печатной платы, нанести на определенные места капли клея. Пакеты ACCEL и P-CAD 2000 позволяют получить данные для такой управляющей программы. Делается это при конструировании посадочного места средствами Pattern Editor, причем на рисунке компонента должен быть установлен специальный знак, отмечающий точку приклейки (см. рис. 2.33). Участок для приклейки выбирается так, чтобы капля клея не попадала на места пайки. Чаще всего он совпадает с центром тяжести (или оптическим центром) компонента. На больших и тяжелых элементах можно нанести несколько точек приклейки. Дело в том, что устройства приклейки обычно настраиваются на одну объемную дозу клея. При нанесении клея в двух или более точках удается увеличить прочность крепления.
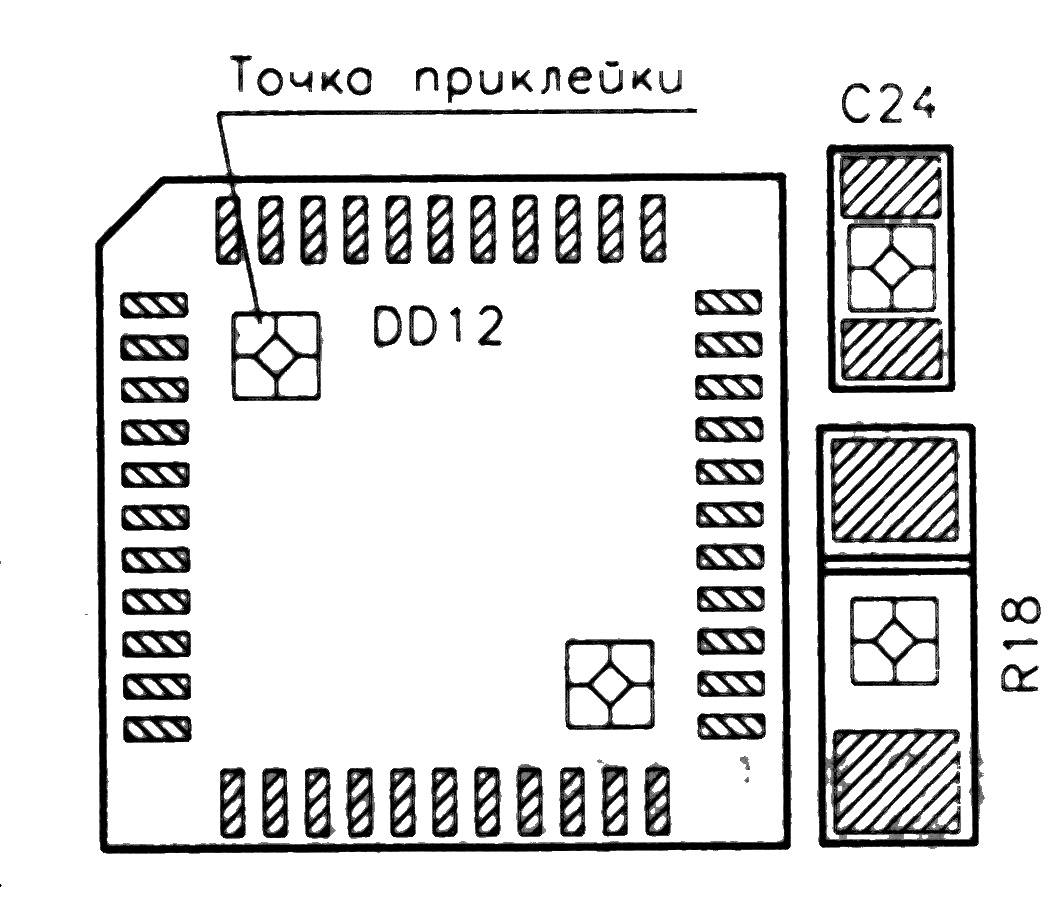
Рис. 2.33
Процесс приклейки предполагает, что элементы сначала монтируются на одной стороне платы, которая затем помещается в печь или термостат для полимеризации клея. Температура в данном случае оказывается значительно ниже температуры пайки, поэтому нанесенная паяльная паста (при ее наличии) не плавится, а клей затвердевает и закрепляет компоненты. На время пайки в печи такие элементы могут находиться внизу.
Далее компоненты устанавливаются на второй (верхней) стороне. При пайке волной они также приклеиваются. В печи, как отмечалось выше, некоторые (легкие) элементы приклеивать необязательно, их удерживает паяльная паста. Подготовленная таким образом плата отправляется в печь для пайки всех элементов сразу.
Конструктору и проектировщику печатных плат необходимо учитывать все тонкости технологического процесса сборки и пайки проектируемого устройства. Напомним основные моменты:
-
способ пайки влияет на размеры контактных площадок и минимальное расстояние между элементами;
-
элементы могут требовать приклейки. Для этого вводятся точки приклейки, причем в таких местах не должно быть контактных площадок для пайки;
-
элементы, расположенные на разных сторонах платы, допустимо паять различными способами;
-
пайка в печи обеспечивает большую плотность монтажа, а пайка волной проще и дешевле.