

ППУМРЭС Бобылкин / 1_7
.doc1.7. Отверстия печатных плат
Одним из главных элементов конструкции печатных плат являются отверстия. Большинство параметров ПП связано именно с размерами этих отверстий, которые могут быть металлизированными и гладкими, а по назначению - монтажными, куда устанавливаются и запаиваются выводы элементов, и переходными (межслойными), обеспечивающими только электрические соединения между слоями платы. Металлизированные монтажные отверстия являются одновременно переходными отверстиями. Кроме того, на печатных платах обычно присутствует некоторое количество неметаллизированных конструкционных отверстий, служащих для фиксации компонентов, крепления печатных плат к несущим элементам конструкций и других целей. Эти отверстия чаще всего бывают гладкими, без контактных площадок и металлизации. Однако нередко крепежные отверстия с целью удешевления производства выполняются одновременно с монтажными (по той же технологии), поэтому в них присутствует внутренняя металлизация, но отсутствуют контактные площадки.
С конструктивной точки зрения металлизация крепежных отверстий не влияет на качественные параметры печатной платы, кроме того, в некоторых случаях эти отверстия служат дополнительным соединением слоя (или цепей) «земля» с элементами несущих конструкций.
Металлизированные отверстия обычно снабжены контактными площадками на наружных слоях, а многослойные платы - еще и на тех слоях, на которых к этим отверстиям подводятся печатные проводники.
Контактные площадки и металлизация отверстий выполняются исключительно из меди. Все металлизированные поверхности могут иметь дополнительное гальваническое покрытие, часто выполняющее в технологическом процессе функцию маски, защищающей участки медной фольги при травлении, что обеспечивает формирование элементов проводящего рисунка. При конструировании печатных плат, в частности при расчете размеров металлизированных отверстий, необходимо учитывать дополнительную толщину гальванического покрытия. Основные варианты конструкции отверстий печатных плат изображены на рис. 1.16.
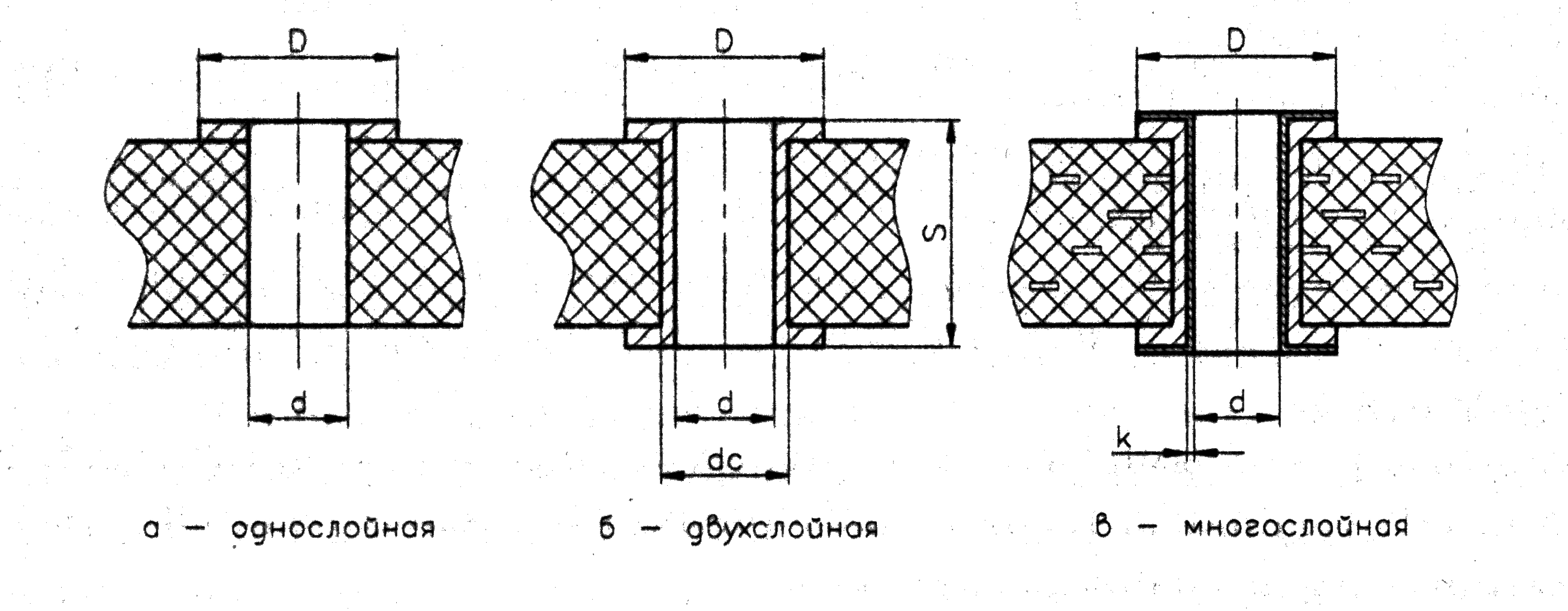

Рис. 1.16
Главный параметр отверстия - диаметр (d), который у неметаллизированных отверстий совпадает с диаметром сверления (dс). Для металлизированных отверстий диаметр самого отверстия отличается от диаметра сверления на двойную толщину металлизации, а в случае применения гальванического покрытия - еще и на двойную толщину покрытия.
В конструкторской документации, как правило, указывается диаметр отверстия в готовой плате (контролируемый размер), а диаметр сверления обычно отсутствует, хотя он имеет большое значение для многослойных печатных плат. Минимальный диаметр металлизированных отверстий определяется соотношением d/S, которое оговорено ГОСТ 23.751-86 и зависит от класса точности (см. табл. 1.9).
Таблица 1.9
|
d/S |
Класс точности |
||||
|
1 и 2 |
3 |
4 |
5 |
||
|
0,4 |
0,33 |
0,25 |
0,2 |
||
|
Толщина платы |
1,5 |
0,6 |
0,5 |
0,4 |
0,3 |
|
2,0 |
0,8 |
0,7 |
0,5 |
0,4 |
|
В табл. 1.9 приведены минимальные значения диаметров металлизированных отверстий для наиболее "ходовых" по толщине плат. Соотношение d/S следует учитывать в процессе проектирования, но заметное влияние оно оказывает на выбор отверстий, когда толщина плат превосходит 3 мм, а это, как правило, многослойные платы с количеством слоев 12 и больше. Поэтому размеры отверстий, приведенные в таблице, пригодны только для металлизированных межслойных переходов многослойных плат.
Размеры монтажных отверстий определяются диаметром и сечением выводов элементов, монтируемых в эти отверстия. Если вывод некруглый в сечении, то параметры отверстия в печатной плате диктуются максимальным размером вывода в сечении (например, диагональю).
В любых металлизированных отверстиях следует предусматривать гарантированный зазор (не менее 0,1 мм) для заполнения металлизированного отверстия расплавленным припоем.
У печатных плат с гладкими отверстиями (однослойных и двухслойных без металлизации) диаметр рассчитывается только из условий собираемости. В многовыводных компонентах, например микросхемах со штыревыми выводами, разница между диаметром отверстия и размером вывода не должна быть меньше суммы допусков на точность положения выводов и отверстий на печатной плате (для всех типов плат).
К элементам с осевыми выводами, отформованными (изогнутыми) для крепления на печатных платах, такое требование не предъявляется. Гибкость выводов компенсирует все неточности.
У печатных плат, предназначенных для автоматизированной сборки, этот зазор должен составлять 0,4 - 0,5 мм.
Максимальный размер отверстия ограничен особенностями пайки выводов. В случае гладких отверстий, куда припой не попадает, а пайка осуществляется только на поверхности контактной площадки в виде выпуклого мениска, разница в размерах не должна превышать 0,3 мм. Если отверстия металлизированные, то разница более 0,5 мм недопустима, иначе припой при некоторых режимах пайки может вытекать.
Диаметры отверстий печатных плат (гладких и металлизированных) обязательно выбирают из ряда, соответствующего ГОСТ 10317-79, который включает в себя диаметры от 0,4 мм до 3,0 мм через 0,1 мм, кроме диметров 1,9 и 2,9 мм. Отсюда для практической работы можно оставить и использовать собственный ряд с приращением размеров через 0,2 и 0,3 мм.
Вот один из таких рядов 0,6; 0,8; 1,0; 1,2; 1,5; 1,8; 2,0 мм. При необходимости он расширяется в обе стороны.
Определить размеры вывода для распайки в то или иное отверстие помогает следующая формула
d =dв ++0,1, (1.4)
где d - диаметр отверстия; dв - диаметр или диагональ вывода; - модуль (абсолютное значение) нижнего значения допуска на отверстие.
Предельные отклонения размеров отверстий (допуск), оговоренные ГОСТ 23.751-86, представлены в табл. 1.10.
Таблица 1.10
|
Диаметр отверстия |
Металлизация отверстия |
Класс точности |
||
|
1 и 2 |
3 и 4 |
5 |
||
|
До 1,0 мм (включительно) |
Без металлизации |
±0,1 |
±0,05 |
±0,025 |
|
С металлизацией без оплавления |
+0,05 |
-0,1 |
-0,075 |
|
|
-0,15 |
||||
|
С металлизацией и оплавлением |
+0,05 |
-0,13 |
-0,13 |
|
|
-0,18 |
||||
|
Свыше 1,0 мм |
Без металлизации |
±0,15 |
±0,1 |
±0,1 |
|
С металлизацией без оплавления |
+0,1 -0,2 |
+0,05 -0,15 |
+0,05 -0,15 |
|
|
С металлизацией и оплавлением |
+0,1 -0,23 |
+0,05 -0,18 |
+0,05 -0,18 |
|
С помощью приведенной выше формулы и значений допусков отверстий рассчитывается диаметр печатного отверстия для любого вывода (см. табл. 1.11). Однако, чтобы строго выдержать допуск, для некоторых размеров выводов потребуются отверстия разного диаметра в зависимости от варианта металлизации. В табл. 1.11 эти отверстия отмечены звездочкой. При указанных значениях диаметров в случае металлизации с оплавлением зазор между выводом и стенкой отверстия при неблагоприятном сочетании допусков может стать меньше 0,1 мм. Если вывод имеет прямоугольное (квадратное) сечение, с таким отступлением можно согласиться. Но у многовыводных элементов с допуском между выводами более 0,05 мм и у печатных плат, предназначенных для автоматизированной сборки, зазор должен быть увеличен, и соответственно должно быть выбрано отверстие большего диаметра. Повторим, что для плат, у которых производится оплавление металлизации, диаметры отверстий (отмечены звездочкой) лучше увеличить до следующего значения.
Таблица 1.11
|
Диаметр вывода |
Размер квадратного вывода |
Диаметр отверстия |
|
0,4 |
0,28 |
0,6* |
|
0,5 |
0,35 |
0,8 |
|
0,6 |
0,42 |
0,8* |
|
0,7 |
0,5 |
1,0 |
|
0,8 |
0,56 |
1,0* |
|
0,9 |
0,64 |
1,2 |
|
1,0 |
0,7 |
1,2* |
|
1,1 |
0,78 |
1,5 |
|
1,2 |
0,85 |
1,5* |
|
1,3 |
0,9 |
1,8 |
|
1,4 |
1,0 |
1,8* |
|
1,5 |
|
1,8* |
|
1,6 |
1,1 |
2 |
Как указывалось выше, диаметр сверления металлизированного отверстия обычно в чертеже не задается и определяется технологией печатных плат. Для двухслойных печатных плат это не имеет существенного значения, но для многослойных плат данный диаметр важен, поскольку именно он определяет зазор между стволом металлизированного отверстия и транзитным проводником, проходящим рядом с отверстием по внутреннему слою. В расчетах можно принять величину металлизации равной 0,05±0,025 мм плюс гальваническое покрытие (0,005 мм) и дополнительно учесть допуск на сверление самого отверстия (обычно плюсовой, напрямую зависящий от технического уровня производства). В простейшем случае можно полагать, что диаметр сверления на 0,1 мм больше номинального значения диаметра металлизированного отверстия. Для многослойных печатных плат с критическими размерами разрешается указывать в документации диаметр сверления, но следует помнить, что контролируется он только в процессе производства (на промежуточном этапе). Можно, конечно, распилить готовую плату и измерить размеры на шлифе под микроскопом (разрушающий контроль), однако плата после этого становится не пригодной для монтажа.
Диаметры переходных отверстий выполняют аналогично монтажным, но во всех случаях стараются сделать их с минимальными размерами, допустимыми для конкретной толщины печатной платы. Часто минимальный диаметр отверстия определяется диаметром сверла или возможностями оборудования. В данном случае вступают в силу технологические ограничения. При хорошем оснащении производства могут быть выполнены отверстия с диаметрами 0,3 или 0,4 мм. Для многослойных печатных плат, не ограниченных по слойности и толщине (объединительных плат, кросс-плат), переходные и монтажные отверстия следует выбирать исходя из других принципов.
Дело в том, что трассировочная способность многослойной платы повышается с ростом числа слоев, а это связано с наращиванием толщины платы. Но более толстые платы, согласно ГОСТ 23.751-86, требуют пропорционального увеличения диаметра отверстий, чтобы обеспечить их металлизацию, что ведет к уменьшению количества проводников, прокладываемых на каждом слое, и соответственно к снижению трассировочной способности платы. Явное противоречие разрешается нахождением некоторого оптимального варианта (экстремума функции), который обеспечивает максимальную трассировочную способность платы.
Сложная формула, описывающая суммарное количество трасс многослойной платы, здесь не приводится. С помощью этой формулы можно найти экстремум функции. После соответствующих преобразований получены формулы для расчета оптимальных значений диаметров отверстий:
d = 0,5 m - 0,48 (для 3-го класса),
d = 0,5 m - 0,33 (для 4-го класса), (1.5)
d = 0,5 m - 0,225 (для 5-го класса),
где d - диаметр металлизированного отверстия; m – шаг между соседними металлизированными отверстиями.
 Некоторые
фирмы дают рекомендации относительно
параметров металлизированных
отверстий, предназначенных для
установки электронных компонентов.
Обычно эти предложения относятся к 3-5
классам точности. Но проблема состоит
в том,
что номинальные значения рекомендуемых
диаметров не соответствуют отечественным
стандартам.
В связи с этим необходимо четко понимать
степень влияния
размера
отверстия на качество монтажа.
Некоторые
фирмы дают рекомендации относительно
параметров металлизированных
отверстий, предназначенных для
установки электронных компонентов.
Обычно эти предложения относятся к 3-5
классам точности. Но проблема состоит
в том,
что номинальные значения рекомендуемых
диаметров не соответствуют отечественным
стандартам.
В связи с этим необходимо четко понимать
степень влияния
размера
отверстия на качество монтажа.
Например, фирма AMP выпускает соединители, устанавливаемые на печатные платы без пайки. Надежный электрический контакт между платой и выводом соединителя в этом случае достигается за счет использования расщепленного вывода (Fit-Contact), который за счет пружинящих свойств надежно "распирается" в печатном отверстии. Для этих выводов компания рекомендует отверстие 1,09 - 0,13. Данный размер в ГОСТ 10317-79 отсутствует.
В подобных ситуациях лучше указать в документации параметры, оговоренные фирмой, и уточнить размеры (или допуски) с предприятием-изготовителем печатных плат.