

4.3.3. Соединения сегментными шпонками
Эти соединения отличаются от призматических только формой шпонки (рис. 50). При этом шпонка может быть в виде целого сегмента (исполнение 1) или в виде срезанного сегмента (исполнение 2).
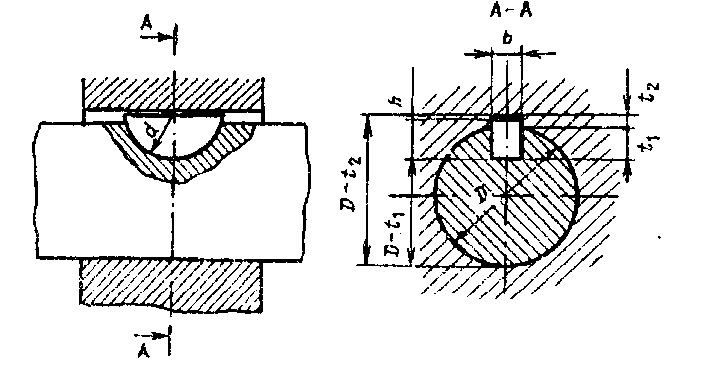
Рис. 50. Шпоночные соединение сегментными шпонками
Шпонки первого исполнения используются для передачи крутящих моментов, а второго — для фиксации элементов конструкции. Глубина пазов у вала (t1) установлена от 1 до 10 мм, а для втулок (t2) — от 0.6 до 3.3 мм. Так же как и в соединениях призматическими шпонками на рабочих чертежах могут быть заданы размеры пазов с учетом диаметра (т.е.D-t1и D+t2). Для передачи крутящего момента эти соединения используются для относительно небольших валов от 3 до 38 мм, а для фиксации элементов — от 3 и свыше 40 мм без ограничения диаметра.
Размеры шпонок (ГОСТ 24071-80) - от 1x1, 4x4 до 10x13x32 (b х h х D). Как видите, у этих шпонок в отличие от призматических нормируется вместо длины диаметр окружности, из которой вырезается сегмент. В условном обозначении указываются размеры ширины и высоты (b х h). Например: шпонка 5 x 6,5 ГОСТ 24071-80.
Точность соединения сегментными шпонками устанавли-вается теми же полями допусков, что и для соединений призматическими шпонками. Так, для ширины (b) и высоты (h) нормируются поля допуска h9 и h11. Вместо поля допуска на длину шпонки (она не нормируется, исходя из особенности формы шпонки, а определяется диаметром и высотой) задается поле допуска h12 для диаметра, из которого вырезается сегмент. Кроме того, при соединении сегментными шпонками используются только нормальное и плотное соединения (отсутствует свободное соединение) с использованием тех же полей допусков, что и при призматических шпонках. Для нормального соединения нормируется точность полем допуска N9 на ширину шпоночного паза на валу и полем допуска JS9 для паза во втулке. При плотном соединении для ширины шпоночного паза на валу и на втулке нормируется всего одно поле допуска Р9. Сопряжения, как и при призматических шпонках, образуются любыми сочетаниями поля допуска на ширину шпонки (h9) с тремя полями допусков на ширину паза у вала и втулки.
4.3.4. Соединения клиновыми шпонками
Эти соединения (рис. 51) аналогичны соединениям призматическими шпонками с тем отличием, что шпонка изготавливается в виде клина с уклоном 1:100. Осевым перемещением шпонки обеспечивается соединение вала и втулки. Эти шпонки могут быть с головкой (одно исполнение) или без головки (еще три исполнения, отличающиеся формой торцов шпонки — плоские с закруглением с двух концов или с одного конца). Соединения клиновыми шпонками охватывают диаметры валов от 6 до 500 мм (как и призматические).
Размеры шпонок (ГОСТ 24068-80) — от 5x5 до 100x50 (bхh), где h относится к наибольшему размеру шпонок — от 6 до 500 мм. При условном обозначении шпонок указываются ее размеры: (b х h х l). Например: шпонка 18x11x10 ГОСТ 24068-80.
Глубина паза на валу (t1) нормируется от 1.2 до 31 мм, а у втулок (t2) — от 0.5 до 18.1 мм. В связи с тем, что наклонный паз у этих соединений делается только во втулке, размер относится к наибольшей глубине. На чертеже возможно указание размера и с учетом диаметра.
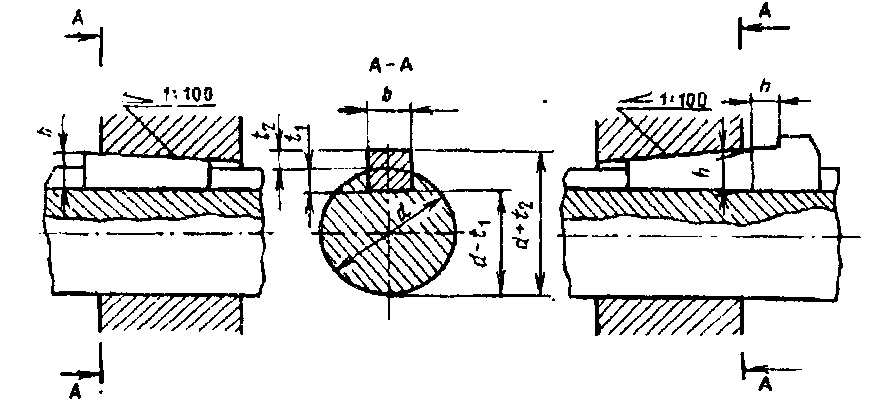
Рис. 51. Шпоночное соединение клиновыми шпонками
Требование к точности элементов клиновых шпонок устанавливаются такими же полями допусков, как и для призматических шпонок (h9 для b; h11 для h и h14 для l). В связи с особенностью этого соединения, при котором сопряжение образуется не по боковым сторонам, требование в отношении точности ширины паза на валу и во втулке нормируется одним полем допуска D10. Требование к углу наклона нормируется предельными отклонениями ±АТ10/2.
Посадки для сопряжений с клиновыми шпонками не нормируются, поскольку соединения осуществляются осевыми смещениями шпонки, т.е. имеет место регулируемая посадка с натягом.