

2.8. Посадки в системе отверстия и в системе вала
Посадки во всех системах образуются сочетанием полей допусков отверстия и вала.
После того, как Вы познакомились с рядами точности, можно привести более исчерпывающее определение понятию посадок в системе отверстия и в системе вала.
Посадками в системе отверстия называется система, в которой посадки с зазором, натягом и переходные для одного интервала размеров и одного ряда точности (квалитета, класса) образовываются всего одним полем допуска для отверстия и несколькими полями допусков валов, в том числе из соседних рядов точности.
Определение набора посадок в системе вала аналогично.
Обозначение посадок состоит из написания этих полей допусков обычно в виде простой дроби.
Запомните правило обозначения посадок, которое используется для всех видов посадок, а не только для гладких элементов деталей.
Поле допуска с внутренней сопрягаемой поверхностью (отверстие) всегда указывается в числителе, а поле допуска с внешней сопрягаемой поверхностью (вал)—в знаменателе.
Еще раз подчеркнем, что это относится не только к посадкам, которые мы сейчас рассматриваем, т.е. для гладких элементов деталей, но и для резьбы, для шпоночных и шлицевых соединений и т.д.
Пример
обозначения по ЕСДП: 20
 .
Эта запись указывает, что в данной
посадке при номинальном размере
сопряжения, равном 20мм, поле допуска
отверстияН7
(основное отклонение Н,
т.е. равно нулю, и допуск по 7 квалитету),
а поле допуска вала g6
(основное отклонение g,
и допуск по 6 квалитету).
.
Эта запись указывает, что в данной
посадке при номинальном размере
сопряжения, равном 20мм, поле допуска
отверстияН7
(основное отклонение Н,
т.е. равно нулю, и допуск по 7 квалитету),
а поле допуска вала g6
(основное отклонение g,
и допуск по 6 квалитету).
Еще одна особенность, на которую необходимо обратить внимание при нормировании точности сопряжении, касается сочетаний квалитетов для отверстий и валов при образовании посадок. В рекомендуемых, а тем более предпочтительных посадках, как правило, дается больший допуск для отверстий (квалитет с большим числом), чем допуск вала. Это сделано опять же из экономических соображений. Для более грубых посадок обычно берутся одинаковые допуски (квалитеты).
2.9. Нормирование, методы и средства контроля отклонений
формы, расположения волнистости и шероховатости
При анализе точности геометрических параметров деталей различают поверхности: номинальные (идеальные, не имеющие отклонений формы и размеров), форма которых задана чертежом, и реальные (действительные), которые ограничивают деталь, отделяя ее от окружающей среды. Реальные поверхности деталей получают в результате обработки или видоизменения при эксплуатации машин. Аналогично следует различать номинальный и реальный профиль, номинальное и реальное расположение поверхности (профиля). Номинальное расположение поверхности определяется номинальными линейными и угловыми размерами между ними и базами или между рассматриваемыми поверхностями, если базы не даны. Реальное расположение поверхности (профиля) определяется действительными линейными и угловыми размерами. База — поверхность, линия, точка детали (или выполняющее ту же функцию их сочетание), определяющие одну из плоскостей или осей системы координат, по отношению к которой задается допуск расположения или определяется отклонение расположения. Профиль поверхности — линия пересечения (или контур) поверхности с плоскостью или заданной поверхностью. Реальные поверхности и профили отличаются от номинальных.
Вследствие отклонений действительной формы от номинальной один размер в различных сечениях детали может быть различным (рис. 9). Размеры в поперечном сечении можно определить переменным радиусом R, отсчитываемым от геометрического центра О номинального сечения (рис. 9). Этот радиус называют текущим размером, т. е. размером, зависящим от положения осевой координаты х (сечения Б—Б) и угловой координаты φ точки, лежащей на измеряемой поверхности (φ1 — угловая координата радиуса R1). Отклонение ΔR текущего размера R (при выбранном значении х) от номинального (постоянного) размера R0, можно выразить зависимостью
ΔR = R – R0 = f(φ), (16)
где f(φ) —функция, характеризующая погрешность профиля (φ — полярный угол).
Контур поперечного сечения удовлетворяет условию замкнутости, следовательно,
f(φ + 2π) = f(φ), (17)
т. е. функция имеет период 2π.
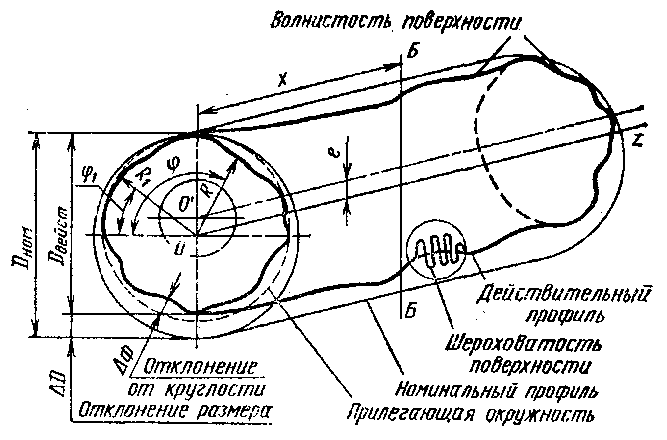
Рис. 9. Отклонения геометрических параметров различных порядков
Для анализа отклонений профиля контур сечения действительной поверхности можно характеризовать совокупностью гармонических составляющих отклонений профиля, определяемых спектрами фазовых углов и амплитуд, т. е. совокупностью отклонений с различными частотами. Для аналитического изображения действительного профиля (контура сечения) поверхности используют разложение функции погрешностей f(φ) в ряд Фурье.
Отклонения геометрических параметров можно классифицировать более укрупненно: отклонения собственно размера (ΔD на рис. 9) относят к отклонениям нулевого порядка, отклонения расположения поверхностей (е) — к отклонениям 1-го порядка; отклонения формы поверхности (ΔФ) — к отклонениям 2-го порядка; волнистость — к отклонениям 3-го порядка; шероховатость поверхности — к отклонениям 4-го порядка. Дальнейшее изложение материала основано на понятии фиксированных (постоянных) размеров.
Для получения оптимального качества изделий в общем случае необходимо нормировать и контролировать точность линейных и угловых размеров, формы и расположения поверхностей деталей и составных частей, а также волнистость и шероховатость поверхностей деталей.