

4. Расчет передачи редуктора
4.1. Расчет цилиндрической зубчатой передачи
в
с
а
Рис.6. Цилиндрическая передача а) – прямозубая,в) - косозубая,с) - шевронная
4.1.1. Выбор материалов, термообработки и допускаемых напряжений
При выборе материалов зубчатых колес следует учитывать назначение передачи, условия эксплуатации и требования к габаритным размерам, возможную технологию изготовления колес. Зубчатые колеса редукторов в большинстве случаев изготавливаются из сталей, подвергнутых термическому упрочнению. В зависимости от твердости материала стальные зубчатые колеса разделяются на две группы: с твердостью НВ ≤ 350 (ТО: нормализация или улучшение) и с твердостью НВ > 350 (ТО: закалка ТВЧ, цементация, азотирование и др.). Для редукторов, к размерам которых не предъявляют особых требований, редукторов индивидуального и мелкосерийного производства, назначают стали первой группы. Для лучшей приработки рекомендуется назначать материал шестерни и колеса с соотношением твердости: (Шестерней условно называют колесо меньших размеров, участвующее в зацеплении).
НВ1 = НВ2 + (20…70) – при твердости зубьев НВ ≤ 350 и
НВ1 = НВ2 + (25…30) – при твердости зубьев НВ > 350,
где НВ1 – твердость шестерни;
НВ2 – твердость колеса.
Необходимую разность в твердости материалов колес можно получить, применяя как различные, так и одинаковые марки стали для шестерни и колеса, но с различной термообработкой.
Таблица 7
Рекомендуемые сочетания материалов зубчатых колес [ 1, с.16]
|
Шестерня |
Колесо |
Область применения | ||
|
Марка стали |
термообработка |
Марка стали |
термообработка | |
|
40 45 |
Нормализация, улучшение, закалка, закалка ТВЧ, НВ ≤ 350 |
35 35Л |
Нормализация, улучшение, закалка, закалка ТВЧ, для стального литья и нормализации НВ ≤ 350 |
Основное применение для большинства металлургических, подъемно-транспортных машин и машин непрерывного транспорта |
|
50 |
35 45Л | |||
|
35Х 40Х 45Х |
50 40ГЛ | |||
|
40ХН 30ХГС |
35Х 40Х 40ГЛ | |||
|
20Х 12ХН3А 20ХН2М 40ХН2МА 16ХГТ |
Цементация и закалка НВ > 350 40…63 НRС |
20Х 12ХН3А 18ХГТ |
Цементация и закалка НВ > 350 40…63 НRС |
Особо ответственные быстроходные передачи станков и транспортных машин |
Таблица 8
Механические свойства сталей [1, с.17]
|
Марка |
Твердость по HRC или по НВ |
Предел прочности σВ, МПа |
Предел текучести σТ, МПа |
Термическая обработка |
|
35 |
140 … 187 195 … 212 |
470 685 |
235 345 |
Н У |
|
40 |
152 … 207 187 … 217 |
490 580 |
245 340 |
Н У |
|
45 |
167 … 217 180 … 236 |
570 735 |
285 390 |
Н У |
|
50 |
180 … 229 228 … 255 40 … 66HRC |
590 735 |
300 520 |
Н У ТВЧ |
|
35Х |
190 … 220 220 … 200 |
685 735 |
440 490 |
Н У |
|
40Х |
200 … 230 215 … 285 45 … 50 HRC 40 … 56 HRC |
685 795 980 |
440 490 785 |
Н У З ТВЧ |
окончание таблицы 8
|
45Х |
230 … 280 |
835 |
640 |
У |
|
35ХМ |
241 … 269 38 … 55 HRC |
880 |
785 |
У ТВЧ |
|
40Х |
220 … 250 241 … 295 48 … 54 HRC |
735 785 980 |
550 570 785 |
Н У З |
|
ЗОХГС |
215 … 250 235 … 280 |
785 880 |
635 610 |
Н У |
|
20Х |
52 … 62 HRC |
640 |
390 |
Ц |
|
12ХНЗА |
56 … 63 HRC |
920 |
700 |
Ц |
Примечание: Н – нормализация, У – улучшение, З – закалка, Ц – цементация, ТВЧ – закалка токами высокой частоты.
Допускаемые контактные напряжения для стальных зубчатых колес
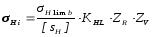
 (4.1)
(4.1)
Допускаемые напряжения изгиба
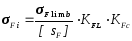 (4.2)
(4.2)
где
 – базовые пределы контактной и изгибной
выносливости
– базовые пределы контактной и изгибной
выносливости
поверхности
зубьев;
![]() – коэффициенты безопасности.
– коэффициенты безопасности.
Таблица 9
Пределы базовой выносливости и коэффициенты безопасности [3, с. 34]
|
Термическая обработка |
Твердость зубьев |
Стали |
σH lim b |
[SH] |
σF lim b |
[SF] |
|
Нормализация, улучшение |
< 350 НВ |
35,40,45, 50,40Х, 40ХН, 35ХМ |
2НВ+70 |
1,1 |
1,8 НВ
|
1,75 |
|
Объемная закалка |
40…56 HRC |
40Х,40ХН 35ХМ |
18 HRC+150 |
500…600 | ||
|
Закалка ТВЧ |
> 56 HRC |
12ХНЗА, 20ХН2М, 40ХН2МА, 18ХГТ |
17HRC+200 |
1,2 |
500 | |
|
Цементация и закалка |
23HRC |
710…750 |
1,55
|
Примечание: Для проката
 ,
для литья
,
для литья .
.
При постоянном режиме работы передачи: KH L = KF L = ZR = Z V = 1,0;
KFc – коэффициент, учитывающий реверсивность работы передачи и твердость поверхностей зубьев; при отсутствии реверса KFc = 1,0; при реверсивной нагрузке KFc = 0,7…0,8 [7, с. 17-18].
Поскольку долговечность зубчатой передачи определяется контактной прочностью зубьев, а прочность зубьев колеса ниже прочности зубьев шестерни, то проектный расчет выполняют по σН2. Проверочные расчеты изгибной прочности зубьев шестерни и колеса выполняют по σF1, σF2.
По формулам (4.1) и
(4.2) необходимо определить допускаемые
напряжения для шестерни и для колеса
-
 .
.