

2.Определение размеров и формы заготовки
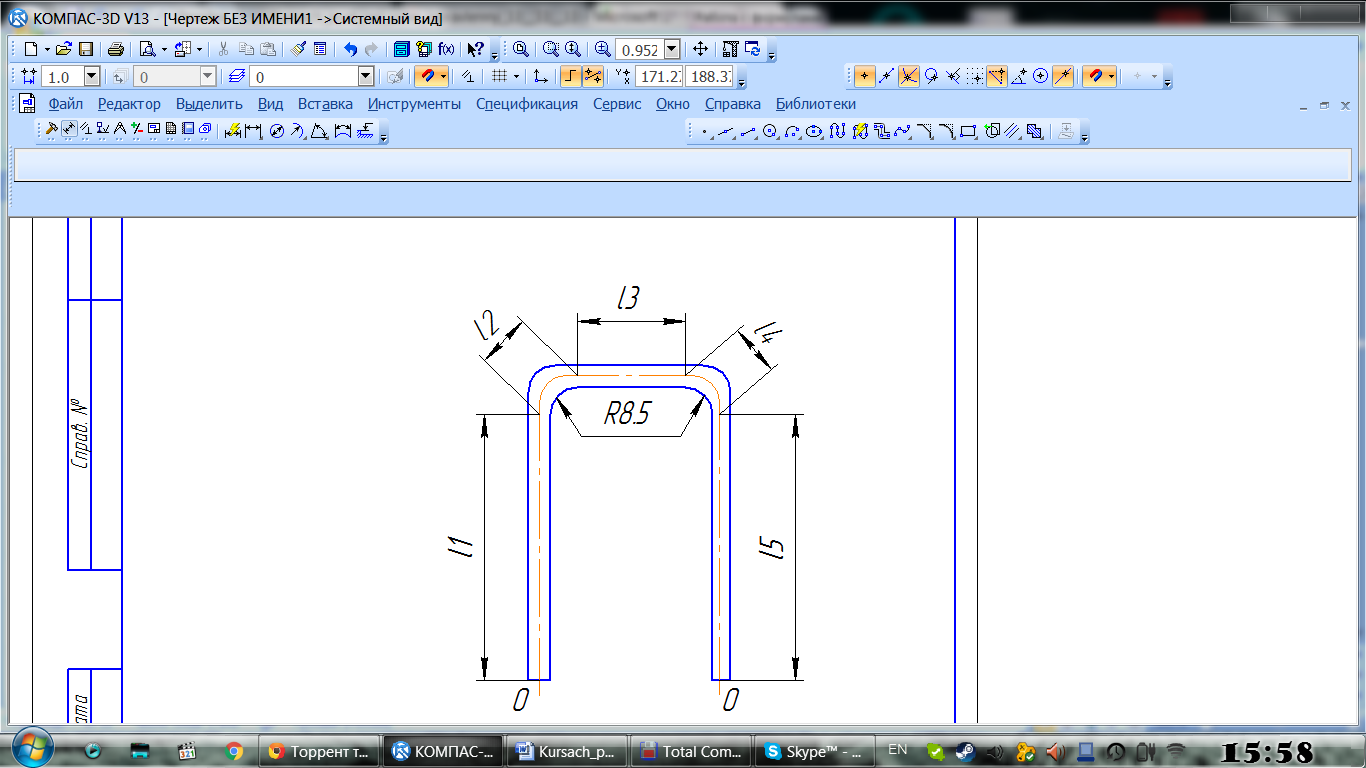
Рис. 1. Расчетная схема
Использована методика, основанная на определении криволинейных и прямолинейных участков.

Прямолинейные участки





Криволинейные участки



Для




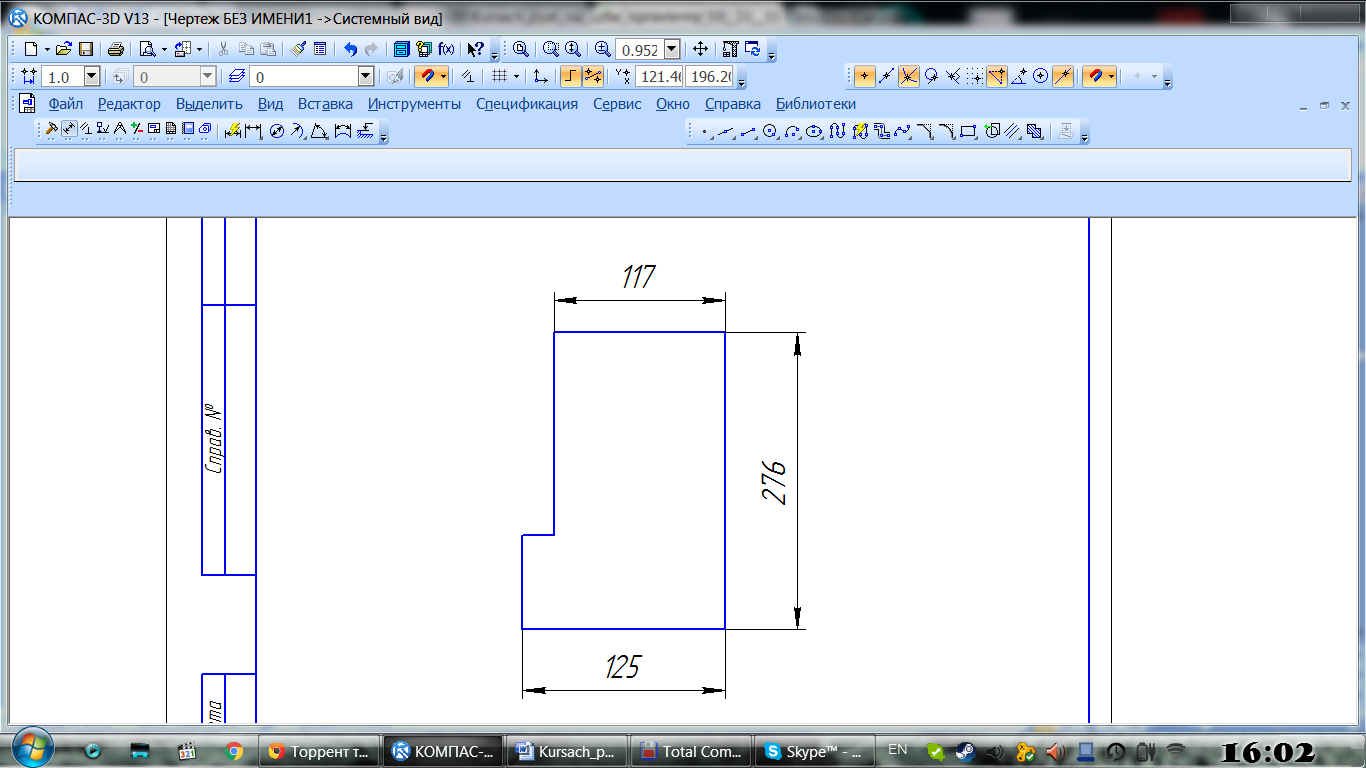
Рис. 2. Размеры и форма заготовки
3. Выбор рационального способа раскроя металла на заготовки Составление карты раскроя
Анализируя геометрическую форму, размеры и назначения заготовки, приходим к следующим выводам:
Так как развернутая длина заготовки превышает 150 мм целесообразно принять в полосе однорядное расположение заготовок [3,стр 87]
3.1.Раскрой полосы

Рисунок 3. Прямая схема раскроя (А=276мм)
А = 276мм;
В = 125мм.
а = 3,2мм ; в = 2,7мм [1,стр.8]
Шаг подачи

Ширина полосы

Коэффициент раскроя полосы

Площадь детали

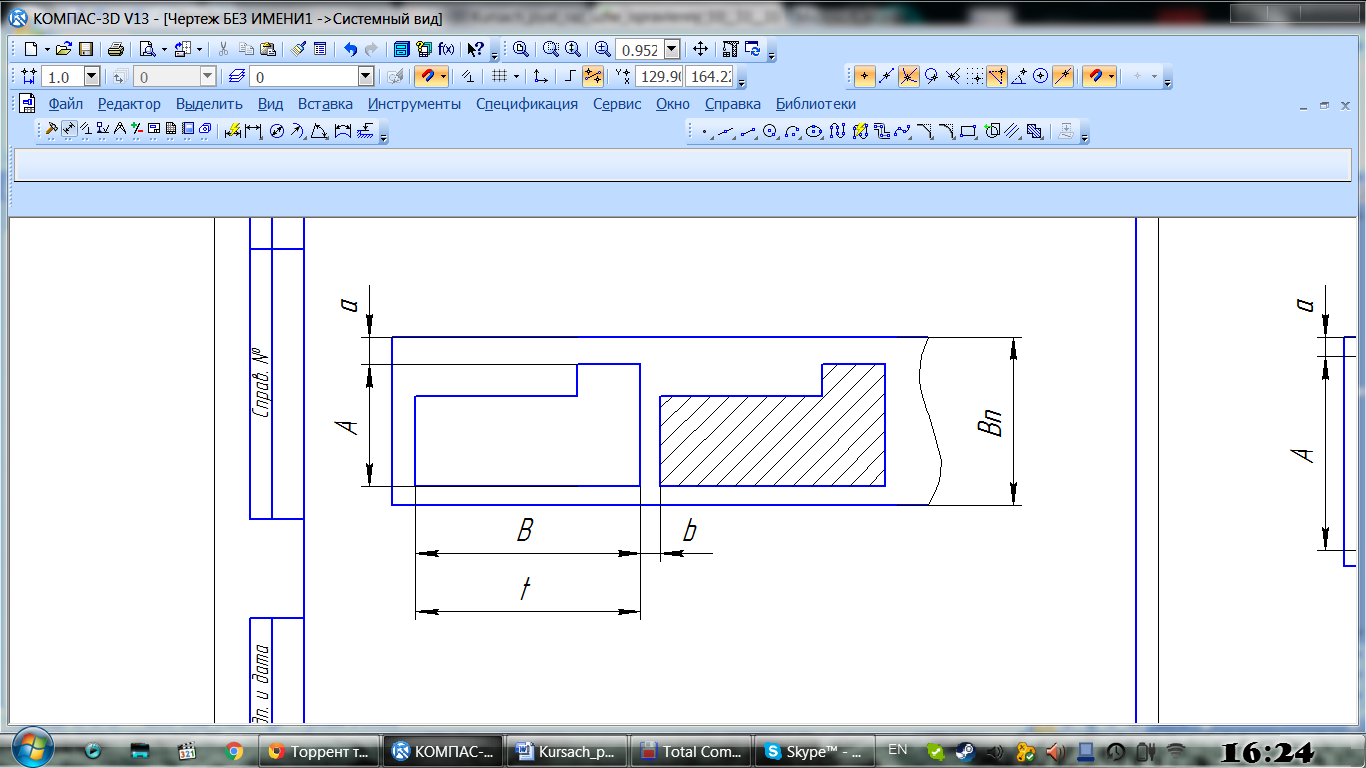
Рис. 4. Прямая схема раскроя (А=125мм)
А = 125мм;
В = 276мм.
Шаг подачи

Ширина полосы

Коэффициент раскроя полосы

Выбираем первую схему раскроя (А=276мм), так как коэффициент раскроя при ней на 7,5% больше, чем при первой схеме раскроя (А=125мм).
3.2.Раскрой листа
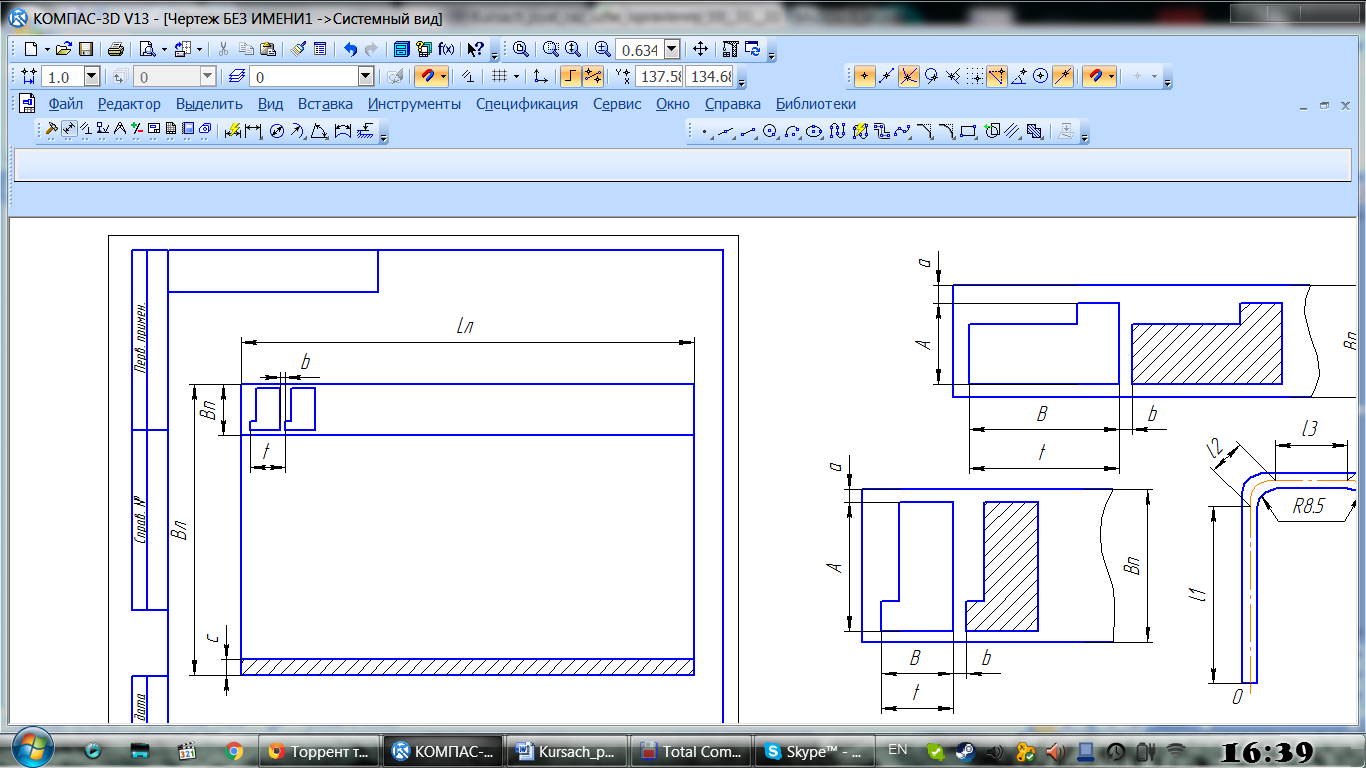
Рис. 5. Продольная схема раскроя листа
 ;
;
 .
.
Количество деталей на листе

Количество деталей из полосы

Принимаем 11 деталей.
Количество полос из листа
Принимаем 3 полосы
Коэффициент раскроя листа
Некратность
С=0,54*
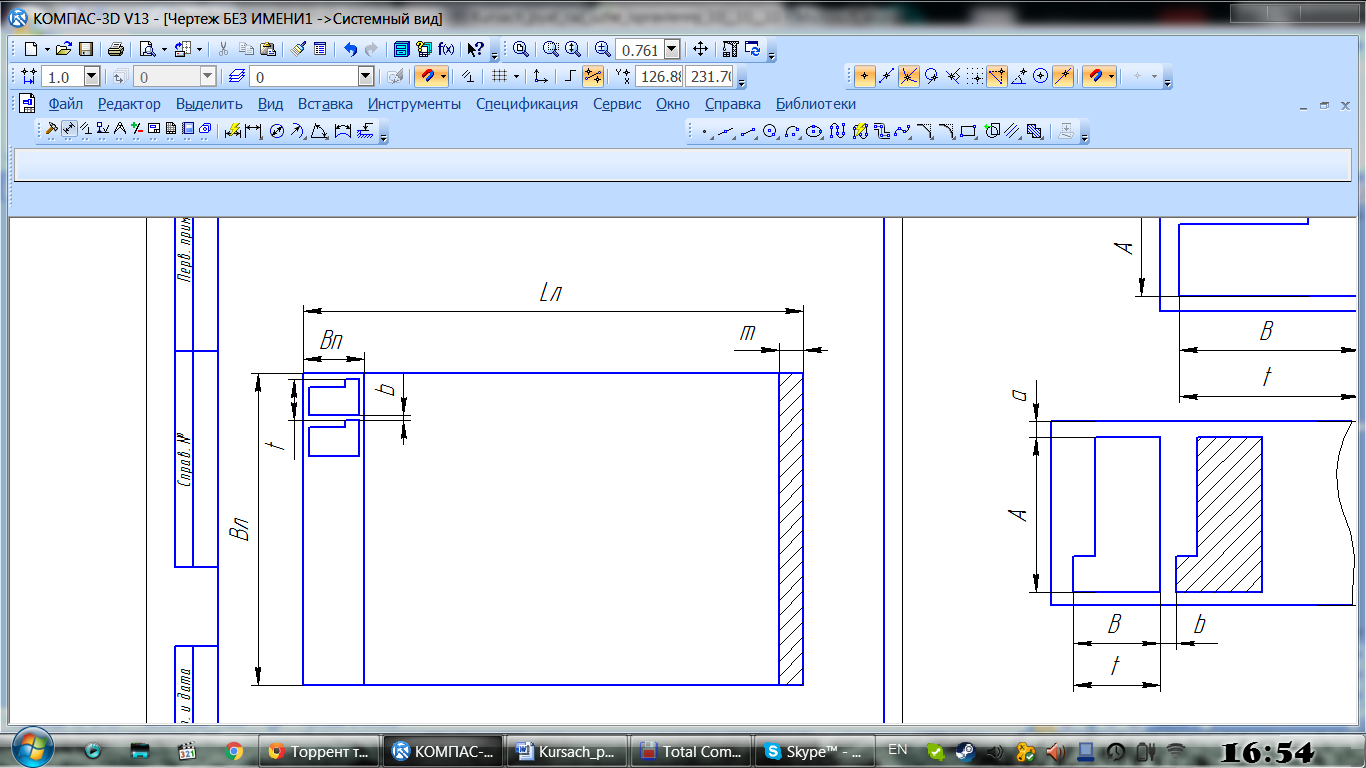
Рис. 6. Поперечная схема раскроя листа
 ;
;
 .
.
Количество деталей на листе

Количество деталей из полосы

Принимаем 7 деталей.
Количество полос из листа
Принимаем 5 полосы
Коэффициент раскроя листа

Некратность
m
= 0,3*
Выбираем
поперечную схему раскроя, так как
 >
>
 .
.
4.Разработка рационального варианта технологического процесса изготовления детали и его разработка. Составление технологической карты
Для изготовления детали «Накладка правая №3163002022800» необходимы следующие операции:
Резка листа B x L=(1000x1500мм) на полосы шириной Вп = 282,7мм;
Вырубка по наружному контуру;
Гибка согласно чертежу.
Использование такой технологической схемы позволяет уменьшить количество оборудования, занимаемых производственных площадей, обслуживающего персонала, снизить отход металла, следовательно, уменьшить себестоимость детали.
4.1.Определение угла пружинения
Учет пружинения при гибки определяем, руководствуюсь справочником [1, стр.202]:
α - угол гибки (для всех участков принимаем α=90).
Определяем
 для стали 08кп[1,стр402]:
для стали 08кп[1,стр402]:

Для R8,5:

4.2.Расчет усилий технологических операций
Для резки листов B x L=(1000x1500мм) на полосы шириной Вп =282,7мм, выбираем гильотинные ножницы.
4.2.1.Усилие реза

4.2.2.Усилие вырубки
Технологическое усилие вырубки

Усилие вырубки

Усилие снятия

Усилие проталкивания

4.2.3.Усилие гибки


4.3.Выбор пресса для гибки
Выбираем пресс модели КД 1424 – открытый пресс простого действия [4,стр24].
Технические характеристики пресса модели КД 1424 представлены в таблице 3.
Таблица 3. Параметры пресса модели КД 1424
|
Р, кН |
250 |
|
250 |
|
340 |
|
|
0,54 |
|
155 |
|
130 |
|
|
5 |
|
50 |
|
100 |
|
|
65 |
|
55 |
|
20 |
|
|
120 |
|
270 |
|
210 |
|
|
30 |
|
190 |
|
250 |
|
H, мм |
450 |
|
650-920 |
|
170 |
|
|
210 |
|
500 |
|
24 |
|
|
30 |
|
18 |
|
12 |
 ,
мм
,
мм ,
мм
,
мм ,
кДж
,
кДж ,
мм
,
мм ,
мм
,
мм мм
мм ,
мм
,
мм ,
мм
,
мм мм
мм ,
мм
,
мм ,
мм
,
мм
 ,
мм
,
мм ,
мм
,
мм ,
мм
,
мм
 ,
мм
,
мм ,
мм
,
мм ,
мм
,
мм ,
мм
,
мм ,
мм
,
мм ,
мм
,
мм ,
мм
,
мм ,
мм
,
мм ,
мм
,
мм