

2 Цели и задачи работы
Целью работы является анализ эффективности энерготехнологических систем разделения на газофракционирующей установке.
Задачи:
- Разработка модели каскада колонн газофракционирующей установки;
- Разработка модели энерготехнологической системы разделения и проведение расчетных исследований по влиянию режимных параметров;
- Анализ полученных результатов расчетов;
- Расчет испарителя с учетом гидравлических сопротивлений трубопроводов;
- Оценка экономического эффекта.
3 Экспериментальная часть
3.1 Разработка модели каскада колонн газофракционирующей установки
В данной работе рассматривается энерготехнологическая система разделения углеводородных смесей. Для того чтобы определить параметры рабочих жидкостей, расходы и составы потоков и нагрузки колонн создается модель ГФУ в программе HYSYS. Принципиальная схема каскада ректификационных колонн газофракционирующей установки приведена на рисунке 3.1.
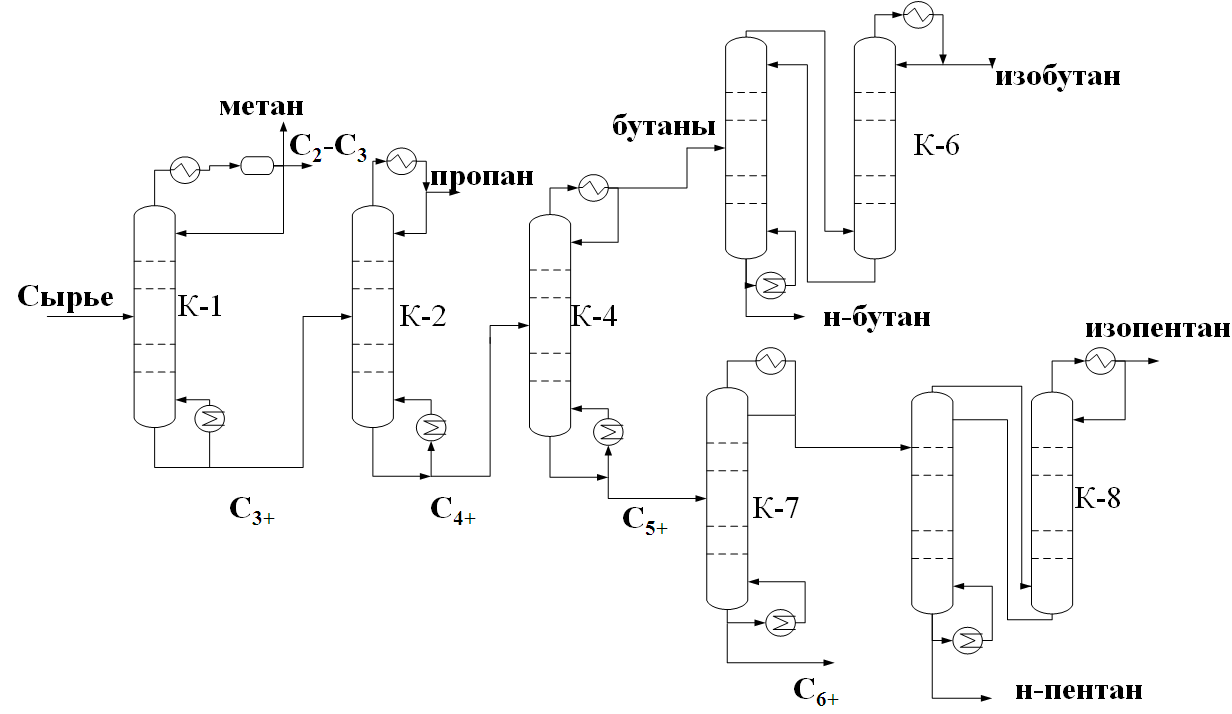
К-1 – деэтанизатор, К-2 – пропановая колонна, К-4 – дебутанизатор, К-6 –бутановая колонна, К-7 – депентанизатор, К-8 – пентановая колонна
Рисунок 3.1 – Принципиальная схема каскада ректификационных колонн газофракционирующей установки
Для построения модели и оценки ее адекватности использовались фактические данные за 30.01.06: углеводородные составы газов и технологические параметры режима работы колонн.
Компьютерная модель блока ректификации создавалась с помощью программного продукта HYSYSкомпанииAspenTech(США) (рисунок 3.2).

Рисунок 3.2 – Модель блока ректификации газофракционирующей установки
После создания и настройки модели блока ректификации по основным режимным параметрам была проведена оценка ее адекватности. Оценка адекватности модели проводилась путем сравнения следующих расчетных и фактических параметров (таблицы 3.1 – 3.6):
- расхода орошения;
- температур на контрольных тарелках;
- углеводородного состава продуктовых отборов.
Таблица 3.1 – Сравнение режимов работы колонны К-1 реальной установки и модели
|
Параметр |
Установка |
Модель |
Отклонение, % |
|
Расход сырья, м3/ч |
117,2 |
117,2 |
0 |
|
Расход орошения, м3/ч |
12 |
12 |
0 |
|
Флегмовое число |
|
1,24 |
- |
|
Отбор сухого газа с верха К-1, м3/ч |
1400 |
1400 |
0 |
|
Отбор кубового остатка с низа К-1, м3/ч |
132,2 |
132,2 |
0 |
|
Давление верха К-1, кПа |
2180 |
2180 |
0 |
|
Давление в конденсаторе, кПа |
1700 |
1700 |
0 |
|
Температура сырья, °С |
63,8 |
63,8 |
0 |
|
Температура в конденсаторе, °С |
33 |
30,3 |
0,9 |
|
Температура низа К-1, °С |
108,6 |
113,2 |
4,2 |
|
Температура на 35 тарелке, °С |
76 |
75,6 |
0,5 |
|
Состав сырьевого потока, % масс. |
|
|
|
|
метан |
0,16 |
0,16 |
0 |
|
этан |
2,27 |
2,27 |
0 |
|
пропан |
21,38 |
21,38 |
0 |
|
i-бутан |
13,31 |
13,31 |
0 |
|
n-бутан |
35,01 |
35,01 |
0 |
|
i-пентан |
16,55 |
16,55 |
0 |
|
n-пентан |
9,12 |
9,12 |
0 |
|
Гексан и выше |
2,11 |
2,11 |
0 |
Таблица 3.2 – Сравнение режимов работы колонны К-2 реальной установки и модели
|
Параметр |
Установка |
Модель |
Отклонение, % |
|
Расход сырья, м3/ч |
132,2 |
132,2 |
0 |
|
Расход орошения, м3/ч |
108 |
108 |
0 |
|
Флегмовое число |
|
3,33 |
- |
|
Давление верха К-2, кПа |
1690 |
1690 |
0 |
|
Давление в конденсаторе,кПа |
1350 |
1350 |
0 |
|
Температура сырья, °С |
108,6 |
113,2 |
4,2 |
|
Температура в конденсаторе, °С |
46,4 |
45,3 |
2,4 |
|
Температура низа К-2, °С |
121,6 |
121,7 |
0,1 |
|
Температура на 56 тарелке, °С |
90,4 |
89,4 |
1,1 |
|
|
|
|
|
|
Состав пропан-бутановой фракции, % масс. |
|
|
|
|
этан |
2,07 |
2,47 |
0,4 |
|
пропан |
71,13 |
710,19 |
0,06 |
|
i-бутан |
20,13 |
19,34 |
0,79 |
|
n-бутан |
6,57 |
7,0 |
0,43 |
Таблица 3.3 – Сравнение режимов работы колонны К-4 реальной установки и модели
|
Параметр |
Установка |
Модель |
Отклонение, % |
|
Расход орошения, м3/ч |
105,3 |
105,3 |
0 |
|
Флегмовое число |
|
2,21 |
- |
|
Отбор сумм. бутанов с верха К-4, м3/ч |
42 |
42,7 |
1,7 |
|
Отбор кубового остатка с низа К-4, м3/ч |
29 |
29,4 |
1,4 |
|
Давление верха К-4, кПа |
780 |
780 |
0 |
|
Давление в конденсаторе, кПа |
600 |
600 |
0 |
|
Температура сырья, °С |
121,6 |
121,7 |
0,1 |
|
Температура в конденсаторе, °С |
60,3 |
61,1 |
1,3 |
|
Температура низа К-4, °С |
113,5 |
115,0 |
1,3 |
|
Температура на 10 тарелке, °С |
103,4 |
100,2 |
3,1 |
|
Состав потока верха К-4, % масс. |
|
|
|
|
i-бутан |
19,85 |
20,06 |
0,21 |
|
n-бутан |
80,6 |
79,41 |
1,19 |
Таблица 3.4 – Сравнение режимов работы колонны К-7 реальной установки и модели
|
Параметр |
Установка |
Модель |
Отклонение, % |
|
Расход сырья, м3/ч |
29,0 |
29,4 |
1,4 |
|
Расход орошения, м3/ч |
20,9 |
20,9 |
0 |
|
Давление верха К-7, кПа |
440 |
440 |
0 |
|
Давление в конденсаторе, кПа |
350 |
350 |
0 |
|
Температура сырья, °С |
113,5 |
115,0 |
1,3 |
|
Температура в конденсаторе, °С |
80,1 |
82,2 |
2,7 |
|
Температура низа К-7, °С |
107,1 |
107,7 |
0,6 |
|
Температура на 10 тарелке, °С |
93,7 |
95,2 |
2,7 |
Таблица 3.5 – Сравнение режимов работы колонны К-6 реальной установки и модели
|
Параметр |
Установка |
Модель |
Отклонение, % |
|
Расход сырья, м3/ч |
42 |
42,7 |
1,7 |
|
Расход орошения, м3/ч |
251,9 |
251,9 |
0 |
|
Флегмовое число |
|
25,6 |
- |
|
Давление верха К-6, кПа |
970 |
970 |
0 |
|
Давление в конденсаторе, кПа |
800 |
800 |
0 |
|
Температура сырья, °С |
60,3 |
61,1 |
1,3 |
|
Температура в конденсаторе, °С |
59,3 |
61,6 |
3,9 |
|
Температура низа К-6, °С |
82,4 |
85,2 |
3,3 |
|
Температура на 30 тарелке, °С |
79,7 |
82,1 |
3,0 |
|
|
|
|
|
|
Состав потока верха, % масс. |
|
|
|
|
i-бутан |
99,3 |
99,84 |
0,54 |
|
n-бутан |
0,05 |
0,05 |
0 |
|
|
|
|
|
|
Состав потока верха, % масс. |
|
|
|
|
i-бутан |
0,04 |
0,14 |
0,1 |
Таблица 3.6 – Сравнение режимов работы колонны К-8 реальной установки и модели
|
Параметр |
Установка |
Модель |
Отклонение, % |
|
Расход орошения, м3/ч |
168,4 |
168,4 |
0 |
|
Флегмовое число |
|
10,0 |
- |
|
Давление верха К-8, кПа |
350 |
350 |
0 |
|
Давление в конденсаторе, кПа |
190 |
190 |
0 |
|
Температура в конденсаторе, °С |
62,9 |
62,5 |
0,6 |
|
Температура низа К-8, °С |
93,6 |
95,2 |
1,7 |
|
Температура на 70 тарелке, °С |
87 |
89,9 |
3,3 |
|
|
|
|
|
|
Состав потока верха, % масс. |
|
|
|
|
i-пентан |
98,1 |
99,0 |
0,9 |
|
n-пентан |
0,9 |
0,9 |
0 |
|
|
|
|
|
|
Состав потока верха, % масс. |
|
|
|
|
n-пентан |
98,8 |
99,7 |
0,9 |
Для колонн ректификации среднее отклонение модельных значений параметров процесса от фактических составляет около 5%, что позволяет использовать полученную модель для дальнейших исследований.
По результатам анализа технологических параметров колонн было выбрано 3 колонны (К-4, К-6, К-8) для дальнейшего моделирования энерготехнологической системы разделения (таблица 3.7). В выбранных колоннах нагрузка на ребойлер достаточно велика, и при этом давление рабочей жидкости относительно невысокое, то есть рабочую жидкость можно сжать на 1000 – 2000 кПа.
Таблица 3.7 Анализ технологических параметров колонн
|
|
К-1 |
К-2 |
К-4 |
К-7 |
К-6 |
К-8 |
|
Давление низа, кПа |
2300 |
1830 |
900 |
560 |
1130 |
530 |
|
Температура низа, ͦС |
113,2 |
121,7 |
115,0 |
107,7 |
85,2 |
95,2 |
|
Нагрузка ребойлера, МВт |
3,03 |
5,96 |
6,60 |
2,06 |
12,51 |
10,86 |
|
Состав рабочей жидкости, % масс. |
С2-3 – 20,0 С4 – 50,4 С5- 27,3 С6+ - 2,3 |
С4 – 59,6 С5- 37,2 С6+ - 3,2 |
i-C5 – 59,1 n-C5 – 32,9 С6+ - 8,0 |
i-C5 – 15,9 n-C5 – 41,7 С6+ - 42,5 |
n-C4 – 99,0 i-C5 – 1,0
|
n-C5 – 99,7 С6+ - 0,3 |