

2.2 Создание аннотаций
Для создания аннотации в системе «CATIA V5» используется модуль Functional Tolerancing & Annotations.
Все созданные аннотации хранятся в дереве построения в отдельной ветке наборы аннотаций.
Открыв модель, выбираем кнопку Dimensions для создания аннотаций размеров и проставляем все требуемые размеры. Редактирование размера происходит через меню свойства, где можно присвоить размеру какие-либо атрибуты.
Каждый размер закрепляется за плоскостью аннотаций. Для удобства можно создавать несколько плоскостей для каждой операции в отдельности, в которых будут содержаться размеры, необходимые на данной операции. Это упрощает вид дерева модели, что в свою очередь облегчает поиск нужных размеров в дереве построения.
Модель с аннотациями имеет следующий вид:
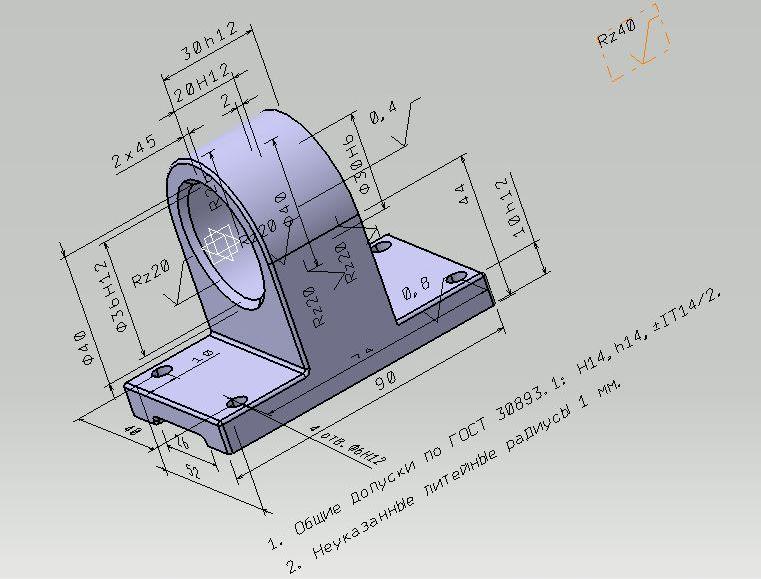
Рис.2.4 Модель детали Обойма с 3D-аннотациями.
Кроме того, можно также отметить, что модуль аннотаций позволяет указывать на 3D модели заготовки так же шероховатости, отклонения, а также подписывать пояснения.[1]
2.3 Создание операционных заготовок детали «Обойма» методом логической операции сборки.
При создании заготовок использовался метод обратного преобразования моделей. Следуя этому методу, вначале, по конструкторскому чертежу, была создана модель готовой детали.
К модели детали методом логической операции сборки последовательно добавляются тела, которые являются снимаемым материалом (припуском) на операциях технологического процесса изготовления детали.
Активируя операцию сборки «После операции 15», получаем операционную заготовку на операцию «15 вертикально-сверлильная»:


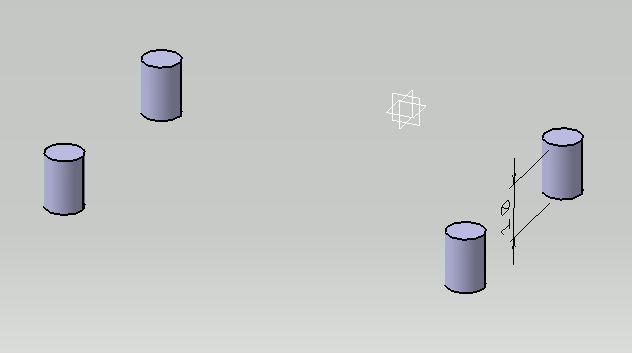
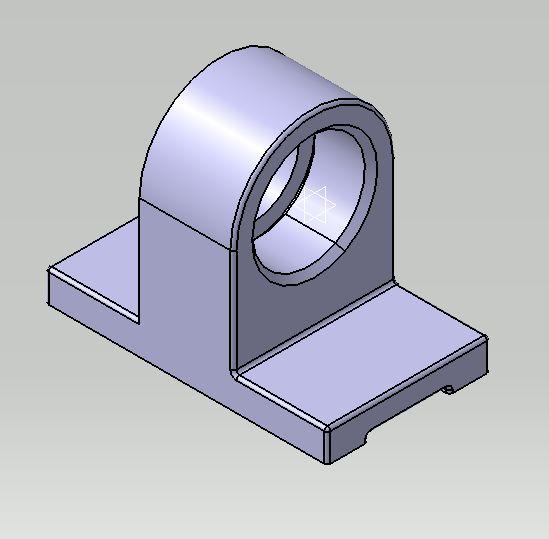
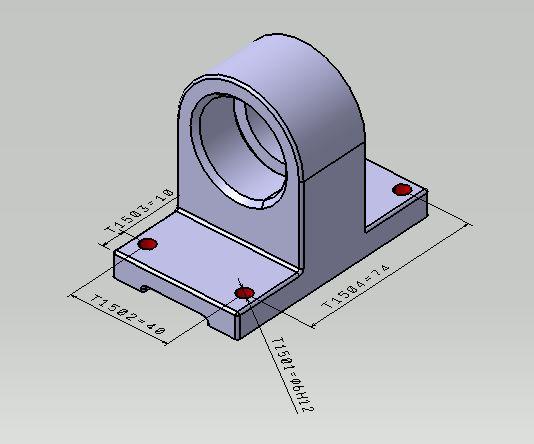
Рис.2.5 Операционная заготовка на операцию «15 вертикально-сверлильная».
Активируя операцию сборки «После операции 10», получаем операционную заготовку на операцию «10 токарная».


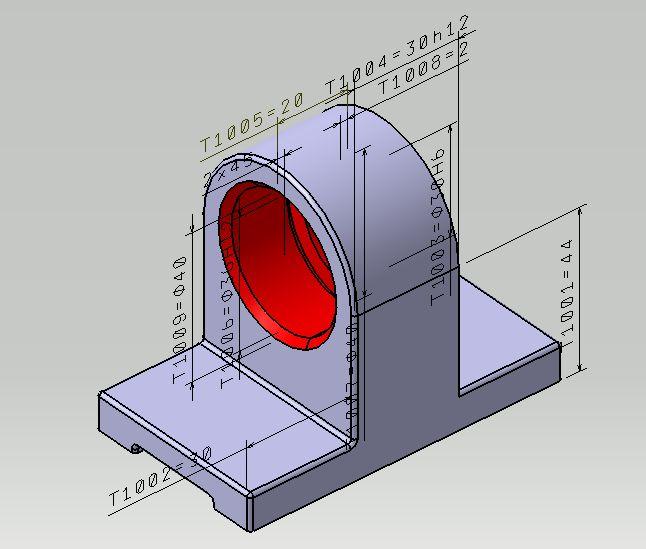

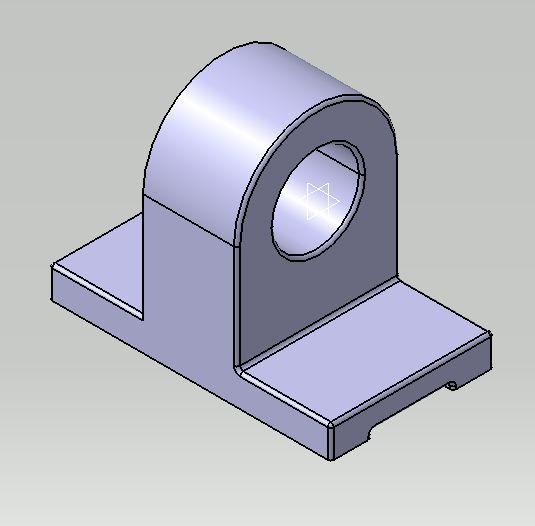
Рис 2.6 Операционная заготовка на операцию «10 токарная»
Активируя операцию сборки «После операции 08», получаем операционную заготовку на операцию «08 вертикально-фрезерная».


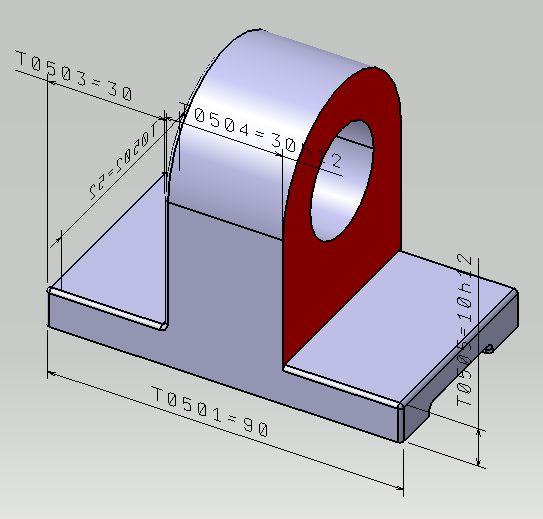
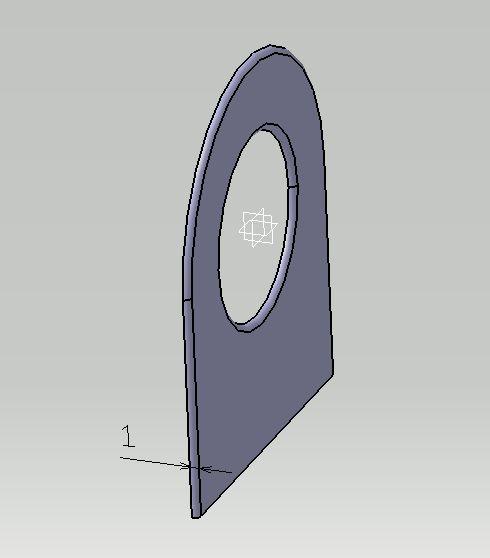

Рис 2.7 Операционная заготовка на операцию «08 вертикально-фрезерная»
Для этой операции необходимо провести расчет на технологичность, так как при подрезке торца на горизонтальной поверхности 1 останется ступенька.
Поверхность
1
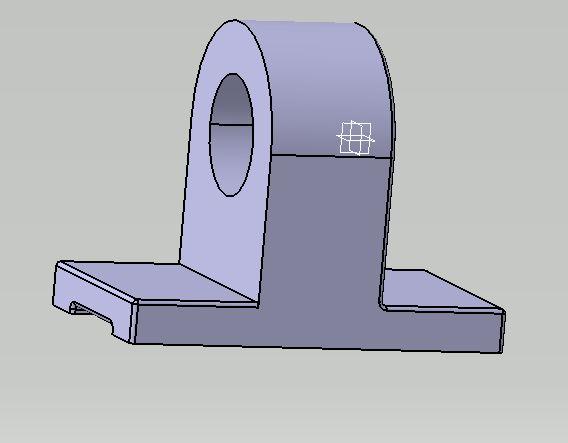
Рис.2.8 Модель заготовки после операции «08 вертикально-фрезерная»
Расчёт на технологичность
Обеспечение технологичности конструкции изделия является одной из основных функций Единой Системы Технологической Подготовки Производства (ЕСТПП). Анализ технологичности в приборостроении производится как для изделий в целом, так и для отдельных деталей. В соответствии с ГОСТ 14.204-73 различают качественную и количественную оценки технологичности.
Количественно технологичность конструкции оценивается по комплексному показателю, определяемому как совокупность значений частных показателей технологичности с учетом коэффициентов их весомости, т.е.
KT
=

где Кт - комплексный показатель технологичности;
Кi – частный показатель технологичности;
![]()
![]() – коэффициент весомости частного
показателя;
– коэффициент весомости частного
показателя;
n - количество частных показателей технологичности.
Табл.2.1 Нормативные значения коэффициентов технологичности
|
|
Наименование частного показателя технологичности |
Обозначение |
Весовые коэффициенты |
|
1. |
Показатель обрабатываемости материала |
Ком |
0,8 |
|
2. |
Показатель сложности конструкции детали |
Ксл |
0,7 |
|
3. |
Коэффициент точности и шероховатости поверхностей детали |
Кпов |
0,6 |
|
4. |
Показатель унификации конструктивных элементов |
Куэ |
0,7 |
|
5. |
Показатель использования материала |
Ким |
1 |
Табл.2.2 Нормативные значения комплексных показателей технологичности [К]
|
Тела вращения |
Прочие детали | ||
|
Прецизионные |
Не прецизионные |
Прецизионные |
Не прецизионные |
|
0,70 |
0,75 |
0,60 |
0,65 |