

10. Реализация математической модели методом конечных элементов в пакете comsol femlab
10.1 Постановка задачи
Данная дипломная работа связана с нагревом втулок под закалку для гусениц промышленных тракторов, изготавливаемых на ОАО «ЧАЗ».
Главной проблемой, с которой сталкиваются на производвстве является неравномерность распределения температуры по длине заготовке. Это выражается в перегреве шеек (узкая часть втулки). Необходимо обеспечить равномерное распределение температуры для того чтобы получить равномерный закаленный слой, показанный на рисунке 10.1.

Рисунок 10.1 – Заготовка с закаленным слоем
В настоящее время в качестве материала втулок используется высокоуглеродистая сталь пониженной прокаливаемости класса ПП.
Техпроцесс сопровождается индукционным нагревом и закалкой втулок в индукционной закалочной установке, с последующим низким отпуском в отпускном агрегате ОКБ.
Качество получаемых при данной технологии втулок зависит от равномерности распределения температурного поля нагретых под закалку заготовок. Неравномерность может привести к возникновению участков с пониженной твердостью, снижающих износостойкость, и зон с повышенным закаленным слоем, приводящих к поломке втулок. В связи с этим актуальным является изучение температурных полей втулок, нагретых индукционным способом. Однако, ввиду упрощения геометрии, отсутствия учета нелинейности магнитных свойств и зависимости электрической проводимости от температуры, аналитический расчет [1] не позволяет с достаточной точностью определить распределение температур в заготовках сложной формы.
Программный продукт Comsol Femlab (далее по тексту Femlab) позволяет решать дифференциальные уравнения, описывающие индукционный нагрев методом конечных элементов. Решения, полученные пакетом моделирования Femlab, позволяют оценить время нагрева и распределение температур в заготовке без особых затрат на испытания. Позволяет узнать распределение температуры, как по сечению, так и длине заготовки.
10.2 Допущения при моделировании в среде femlab
Ввиду невозможности проводить моделирование индуктора методического действия в данном пакете моделирования, будем проводить моделирование индуктора периодического действия. Для этого примем во внимание следующее:
Средняя удельная мощность в заготовке в индукторе методического и периодического действия

Их процентное отклонение составляет всего 2,3%.
Пренебрегаем временем перемещения заготовки с одной позиции на другую, в связи с её малым значением.
10.2 Реализация модели в среде в comsol Multiphysics
С помощью стандартного редактора построим модель индуктора с постоянным шагом витков (Рисунок 10.2).

Рисунок 10.2 – Модель индуктора с постоянным шагом витков
Важно правильно ввести коэффициенты и выражения в приемлемой для пакета моделирования Comsol Multiphysics форме.
Вводим теплофизические коэффициенты согласно таблице 10.1
Таблица 10.1 – Таблица теплофизических коэффициентов.
|
Название материала |
Теплофизические свойства материалов | ||||
|
Теплопровод-ность
|
Плотность ρ, Кг/м3
|
Удельная
теплоемкость
|
Источники тепла Pv, Вт/м3 |
Оптические свойства | |
|
Воздух |
0,026 |
1,293 |
1010 |
- |
+ |
|
Сталь 30 |
54,6-0,027 |
7800 |
475 |
|
- |
|
Карборунд |
5,2 |
2200 |
837 |
- |
- |
|
Асбест |
0,113 |
383 |
816 |
- |
- |
|
Медь |
400 |
8700 |
385 |
|
- |
|
Вода |
0,6 |
1000 |
4200 |
- |
- |


 T
T

Во
всех элементах кроме внутренних
поверхностей индуктирующего провода
принимаем начальные условия
 .
.
Вводим электромагнитные коэффициенты материалов согласно таблице 10.2
Таблица 10.2 – Электромагнитные свойства элементов индуктора.
|
Название материала |
Электромагнитные характеристики | |||
|
Относительная магнитная проницаемость |
Напряжение контура, В |
Электрическая проводимость, См |
Относительная диэлектрическая проницаемость | |
|
Воздух |
1 |
0 |
0 |
1 |
|
Сталь 30 |
|
0 |
|
1 |
|
Карборунд |
1 |
0 |
0 |
1 |
|
Асбест |
1 |
0 |
0 |
1 |
|
Медь |
1 |
6.8 |
|
1 |
|
Вода |
1 |
0 |
0 |
1 |



 ;
;
 ;
;

Зададимся граничными условиями для электромагнитных и тепловых процессов согласно таблицам 10.3 – 10.5
Таблица 10.3 – Граничные условия первого рода.
|
№ границы в Femlab |
Описание границы |
Температура границы, К |
|
2, 7, 171 |
Внешняя граница |
293 |
|
75-150 |
Внутренняя поверхность индуктирующего провода |
319 |
Таблица 10.4 – Граничные условия третьего рода.
|
№ границы в Femlab |
Описание границы |
Температура
окружающей среды,
|
Коэффициент
теплоотдачи
|
|
11 |
Внешняя поверхность заготовки |
293 |
13,6 |
|
9, 10 |
Торцевая поверхность заготовки |
293 |
13,6 |

 ,
,
Таблица 10.5 – Граничные условия четвертого рода.
|
№ границы в Femlab |
Описание границы |
|
12-15 |
Граница карборундовой гильзы |
|
4, 6, 8 |
Внутренняя поверхность заготовки |
|
16, 17, 170 |
Границы теплоизоляции |
|
17-74, 151-169 |
Внешние границы индуктора |
В сплывающем окне Boundary condition предложено следующие варианты задания граничных условий:
Continuity – непрерывные граничные условия, где H+=H -.
Surface current – поверхностный ток, где можно задать поверхностный ток на границе.
Magnetic potential – магнитный потенциал. Задается магнитный потенциал на границе сред.
Magnetic insulation – магнитная изоляция. Отличается от предыдущей тем, что магнитный потенциал А=0.
Согласно математической модели на внешних границах задаются граничные условия Magnetic insulation, т.е воздействие наружных полей отсутствует. Для остальных границ задается граничные условия непрерывности.
помнить, что размер конечного элемента должен быть в несколько раз меньше толщины пограничного слоя иначе решение может не сойтись и будет в любом случае нестабильно. Поэтому рекомендуется строить сетку такой густоты, чтобы между любыми двумя границами было не меньше десяти конечных элементов.
При создании сложных систем из-за задания густой сетки может не сойтись решение. Исходя из приведенных соображений для модели Индукционного нагрева, который является сложной системой, создаем треугольную сетку, снижая точность решения на стадии моделирования.
Результат моделирования индуктора. После завершения решения получим двумерное температурное поле индуктора, которое приведено на рисунке 10.3.

Рисунок 10.3 – Тепловое поле, полученное в ходе реализации математической модели индукционного нагрева.
Рисунок 10.3 показывает тепловое поле заготовки в конце нагрева, но не позволяет увидеть конкретного распределения температуры по длине заготовки. Для этого построим график распределения температуры по длине (при r=0,027) в моменты времени равные 5, 30, 75 секунд, который представлен на рисунке 10.4. Построим двумерное температурное поле заготовки (Рисунок 10.5).
Как
видно из рисунка 10.6 распределение
температур в заготовке не является
равномерным.
 ºС.
Действительно, втулки, закаливаемые в
установке ИЗТ1-320/1, имеют перегрев шеек
(узкая часть втулки), в то время как
бочка (широкая часть втулки) не
прогревается до
ºС.
Действительно, втулки, закаливаемые в
установке ИЗТ1-320/1, имеют перегрев шеек
(узкая часть втулки), в то время как
бочка (широкая часть втулки) не
прогревается до

_______ – распределение температур в момент времени равный 5 секунд
_______ – распределение температур в момент времени равный 35 секунд
_______ – распределение температур в момент времени равный 75 секунд
Рисунок 10.4 – Распределение температуры заготовки по длине.
необходимой
по технологии температуры
 ºС. Для того, чтобы исключить перегрев
шеек втулок и обеспечить более равномерное
распределение температуры по длине
втулки, изменим конструкцию индуктора.
Вместо индуктора с постоянным шагом
витков будем использовать переменный
шаг витков индуктора. Критерием проверки
данной гипотезы примем распределение
температуры по длине заготовки при
диаметре
ºС. Для того, чтобы исключить перегрев
шеек втулок и обеспечить более равномерное
распределение температуры по длине
втулки, изменим конструкцию индуктора.
Вместо индуктора с постоянным шагом
витков будем использовать переменный
шаг витков индуктора. Критерием проверки
данной гипотезы примем распределение
температуры по длине заготовки при
диаметре .
Необходимо стремиться выбрать такое
межвитковое расстояние, чтобы форма
графика распределения температуры была
близка к линейной. В крайнем случае
отличие максимальных и минимальных
значений температур должно стремиться
к 0. Ограничение положения витков
.
Необходимо стремиться выбрать такое
межвитковое расстояние, чтобы форма
графика распределения температуры была
близка к линейной. В крайнем случае
отличие максимальных и минимальных
значений температур должно стремиться
к 0. Ограничение положения витков

Рисунок 10.5 –Тепловое поле заготовки, полученное c помощью математической модели для параметров индуктора, полученных при расчете в главе 10.

Рисунок 10.6 – Распределение температуры по длине заготовки при r=0,027.

Рисунок 10.7 – Ограничения, накладываемые на изменение положения витков.
относительно заготовки представлено на рисунке 10.7 . Два крайних витка располагаются таким образом, что они охватывают втулку лишь наполовину. Это не усложнит эксплуатацию индуктора, так как механизм подачи заготовок передвигает втулки на определенное расстояние. Это позволяет располагать каждую втулку в строго определенном положении внутри индуктора. Необходимо соблюдать симметрию взаимного расположения втулок относительно центра втулки.
Перестроим модель индуктора, изменив межвитковое расстояние, результаты представлены на рисунках 10.8 – 10.10.

Рисунок 10.8 – Модель индуктора с измененным шагом витков.

Рисунок 10.9 – Распределение температуры по длине заготовки при r=0,027 при измененном шаге витков.

Рисунок 10.10 – Тепловое поле заготовки, нагретой в индукторе с переменным шагом витков.
Как
видно из рисунка 10.9, даже небольшое
изменение межвиткового расстояния
влияет на распределение температуры
по длине втулки. Кроме того, уменьшается
перегрев узких частей втулок, в то время
как бочка прогревается на большую
температуру. Разность между максимальной
и минимальной температурами
 ºС.
Что меньше, чем у индуктора с неизменным
межвитковым расстоянием (рисунок
10.2-10.6.)
ºС.
Что меньше, чем у индуктора с неизменным
межвитковым расстоянием (рисунок
10.2-10.6.)
Варьируя взаимное расположение витков, получаем результаты, приведенные на рисунках 10.11-11.18.

Рисунок 10.11 – Распределение температуры по длине заготовки при r=0,027 при измененном шаге витков.

Рисунок 10.12 – Тепловое поле заготовки, нагретой в индукторе с переменным шагом витков.

Рисунок 10.13 – Распределение температуры по длине заготовки при r=0,027 при измененном шаге витков.

Рисунок 10.14 – Тепловое поле заготовки, нагретой в индукторе с переменным шагом витков.
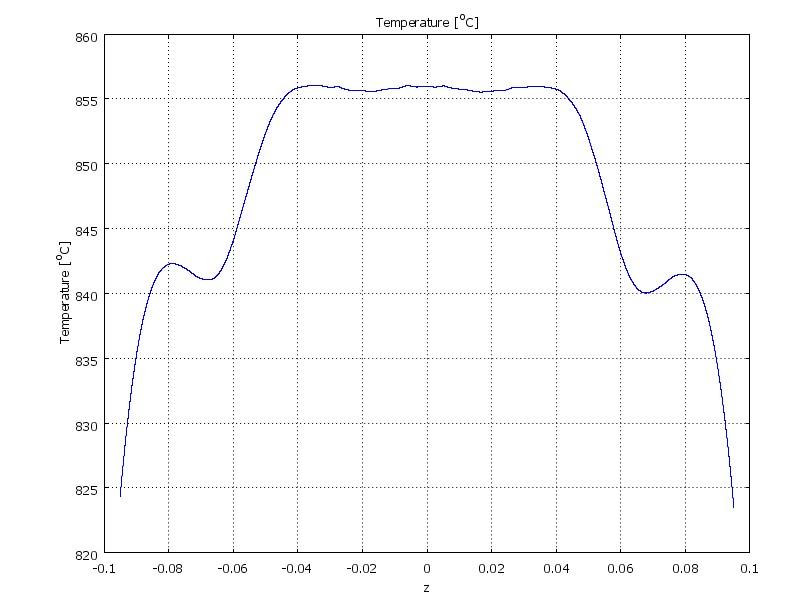
Рисунок 10.15 – Распределение температуры по длине заготовки при r=0,027 при измененном шаге витков.

Рисунок 10.16 – Тепловое поле заготовки, нагретой в индукторе с переменным шагом витков.

Рисунок 10.17 – Распределение температуры по длине заготовки при r=0,027 при измененном шаге витков.

Рисунок 10.18 – Тепловое поле заготовки, нагретой в индукторе с переменным шагом витков.
Как
видно из рисунка 11.35, мы добились
наибольшей равномерности распределения
температуры по длине заготовки.
 ºС.
Что намного меньше полученных ранее
результатов. Характеристики на рисунках
10.17 и 10.18 соответствуют геометрии
индуктора, представленной на рисунке
10.19.
ºС.
Что намного меньше полученных ранее
результатов. Характеристики на рисунках
10.17 и 10.18 соответствуют геометрии
индуктора, представленной на рисунке
10.19.

Рисунок 10.19 – Модель индуктора с переменным межвитковым расстоянием.
Благодаря
данной конструкции, втулку в моделируемом
индукторе удалось нагреть до необходимой
технологической температуры
 ºС,
ºС,
обеспечив равномерность распределения температуры по длине втулки. Данная модель позволила исключить перегрев узких частей втулки, прогреть бочку до необходимой температуры.
Таким образом, результатом моделирования является индуктор с измененной геометрией. Изменением межвиткового расстояния добиваемся лучшего распределения температуры по длине заготовки, чем при использовании индуктора с постоянным шагом витков.