Министерство образования и науки Челябинской области
Государственное бюджетное профессиональное образовательное учреждение
«Челябинский государственный промышленно - гуманитарный техникум
им А.В. Яковлева»
|
|
Шифр 190631.01 Профессия: Автомеханик
|
«К защите допущена»
Заместитель директора по практике _________ Г.Н. Любченко
ПИСЬМЕННАЯ ЭКЗАМЕНАЦИОННАЯ РАБОТА
Тема:
Описание устройства, технического обслуживания и ремонта кривошипно- шатунного механизма автомобиля ваз 2106.
Руководитель работы:
___________ К.А. Забалуев
Выполнил работу студент гр. № 35
___________А.С.Шкода
г. Челябинск 2015г.
Введение:
Двигатель – наиболее сложный и важный агрегат, от состояния которого зависят многие технические и экономические показатели работы автомобиля. Если рассмотреть динамику распределения отказов по двигателю, которые возникают в процессе эксплуатации, то на долю КШМ приходится около 17% от общего числа отказов.
Техническое состояние КШМ можно определить по шумам и стукам, падению давления в конце такта сжатия и (или) повышенной задымленности от выхлопных газов.
Тема «Техобслуживание и ремонт КШМ автомобиля ВАЗ 2106» достаточно актуальна на современном этапе. Актуальность этого вопроса растет изо дня в день, так как число автомобильного транспорта и специальной техники постоянно растет, растет и потребность в ремонте. Торгово-экономическая экономика ставит задачи по усовершенствовании ремонтных работ, то есть уменьшение временных рамок отведенных на одну ремонтируемую единицу, улучшение качества ремонта, снижение стоимости ремонта за счет внедрения передовых технологических разработок, и др.
В ремонте используется очень широкий спектр оборудования, помогающего на много увеличить эффективность ремонтного производства.
На автотранспортных предприятиях по техническому обслуживанию автомобилей все шире внедряется средства диагностирования и новые формы организации труда: бригадный подряд, оценка трудовой деятельности по конечному результату и др. Все это требует ускоренного развития МТБ предприятий, дальнейшего совершенствования процессов технического обслуживая и ремонта автомобилей, внедрения более широкой механизации выполняемых работ и улучшения организации производства. Механизация работ облегчает и ускоряет многие технологические процессы, поэтому от рабочих, обслуживающих автомобили, сейчас требуется не только знание их устройства, но и практические навыки пользования
современным оборудованием, умение применять необходимые приспособления, инструменты, КИАП при диагностировании автомобилей.
Применение современного оборудования при техническом обслуживании и ремонте не исключает выполнения общеслесарных операций, которыми должен владеть каждый рабочий-ремонтник. Слесарь по ремонту автомобиля должен иметь четкие представления об основных методах и способах восстановления деталей, технологии ремонтных работ, включая вопросы сборки и испытания автомобилей после капитального ремонта.
Целью письменной экзаменационной работы является систематизация научных и практических знаний в области техобслуживания и ремонта КШМ автомобиля ВАЗ 2106.
Цель определила решение следующих задач:
1.Рассмотреть устройство и принцип работы КШМ автомобиля Ваз 2106
2.Рассмотреть ремонт и техническое обслуживание КШМ.
1.1 Описание устройства, технического обслуживания и ремонта кривошипно-шатунного механизма автомобиля ваз 2106
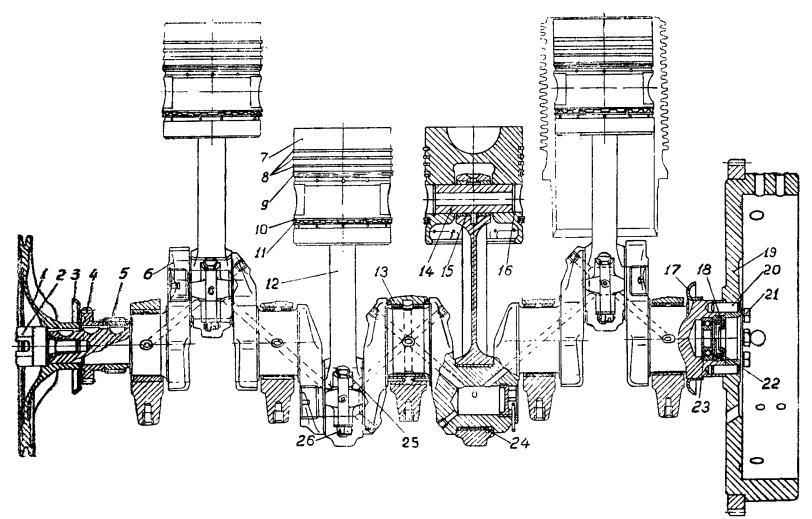

Рисунок 1.1 Кривошипно-шатунный механизм 1 — шкив ведущий вентилятора и генератора; 2 — специальный болт; 3 — передний маслоотражатель; 4 — ведущая шестерня привода масляного насоса; 5 — шестерня распределительная ведущая; 6 — коленчатый вал; 7 — поршень; 8 — кольца поршневые компрессионные; 9, 10 — кольца поршневые маслосъемные; 11 — расширитель осевой маслосьемного кольца; 12 — шатун; 13 — вкладыш коренного подшипника; 14 — палец поршневой; 15 — втулка верхней головки шатуна; 16 — кольцо стопорное; 17 — задний маслоотражатель; 18 — уплотнительное кольцо; 19 — маховик двигателя: 20 —штифт: 21 — болт; 22 — самоподжимной сальник; 23 — шарикоподшипник; 24 — вкладыш шатунного подшипника; 25 — шатунный болт; 26 — гайка
Блок цилиндров двигателя автомобиля ВАЗ-2106 типа блок-картер отливается из специального высокопрочного низколегированного чугуна вместе с цилиндрами, внутренние поверхности которых обработаны хонингованием. Для увеличения, жесткости конструкции нижняя плоскость блока расположена на 50 мм ниже оси колёнчатого вала, а в зонах опор коренных подшипников имеются оребренные перегородки. Пространство между наружной поверхностью стенок цилиндров и внутренней поверхностью стенок блока образует рубашку. В поперечных перегородках нижней части блока расположены пять опор коренных подшипников коленчатого вала. Крышки коренных подшипников невзаимозаменяемые и для правильной сборки пронумерованы. Снизу блок закрывается стальным штампованным поддоном, в котором находится необходимый запас масла. Впереди блока размещены детали привода распределительного вала, закрываемые крышками.
Головки блоков цилиндров двигателей отливаются из алюминиевого сплава, они являются общими для всех цилиндров. В головках выполнена основная часть камеры сгорания, в них имеются также впускные и выпускные каналы и резьбовые отверстия для установки свечей зажигания. Двойные стенки головки образуют пространство, соединенное с рубашкой охлаждения цилиндров, в нем циркулирует охлаждающая жидкость. Головка крепится к блоку цилиндров болтами или шпильками.
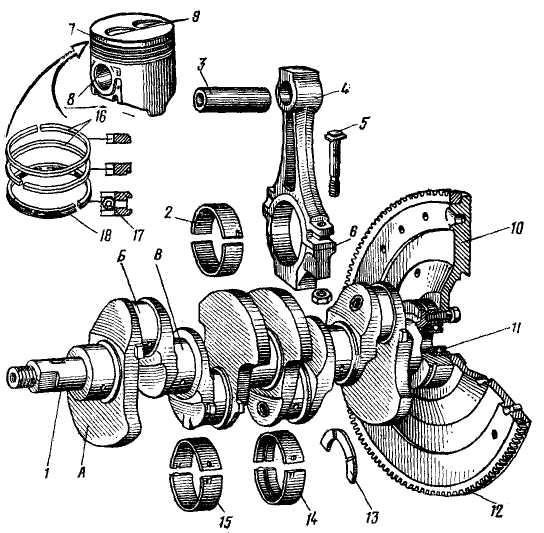
Рисунок 1.2. Детали кривошипно-шатунного механизма двигателя автомобиля ВАЗ-2106
1 - коленчатый вал; 2 — вкладыш подшипника нижней головки шатуна; 3 — поршневой палец; 4— шатун; 5 — болт крышки шатуна; 6 — крышка нижней головки шатуна;7—головка поршня; 8 — бобышка; 9— лунки; 10— маховик; 11— подшипник ведущего вала коробки передач; 12— зубчатый венец маховика; 13 — упорное полукольцо;14 - вкладыши первого, второго, четвертого и пятого коренных подшипников; 15-вкладыши третьего
(центрального) коренного подшипника; 16 — компрессионные кольца;17—расширительная пружина; 18 — маслосъемное кольцо; А — противовес; Б- шатунная шейка; В — коренная шейка. Вследствие неодинакового расширения головки и юбки (головка больше нагревается, а поэтому и больше расширяется) диаметр головки делают меньше диаметра юбки. Юбка поршня в поперечном сечении овальная с меньшей осью овала в плоскости поршневого пальца и большей — в плоскости действия боковых сил, что дает возможность уменьшить зазор между поршнем и цилиндром и исключить стуки при работе холодного двигателя. В средней части поршня в юбке имеются две бобышки 8 для установки поршневого пальца 3.
На днищах поршней двигателя автомобиля ВАЗ-2106 выфрезерованы лунки 9 для предотвращения повреждения деталей механизма газораспределения и самого поршня.
Поршневые кольца, изготовляемые из специального чугуна, имеют разрезы (замки). Два верхних кольца 16 (рис. 2) являются компрессионными, они служат для уменьшения утечки газов. Верхнее компрессионное кольцо хромировано, что повышает его износостойкость и предотвращает появление задиров на гильзах цилиндров, нижнее - фосфатировано.
Третье поршневое кольцо 18 — маслосъемное, на наружной поверхности оно имеет проточку и несколько щелевидных прорезей для отвода излишнего масла, снимаемого со стенок цилиндра, во внутреннюю полость поршня. На внутренней поверхности маслосъемного кольца проточена канавка, в которую устанавливается стальная расширительная пружина 17.
Поршневой палец 3 (рис. 2) служит для шарнирного соединения поршня с шатуном. Он выполнен пустотелым и изготовлен из стали, наружная поверхность его цементирована или закалена токами высокой частоты.
От
продольного перемещения, в результате
которого могут возникнуть задиры на
стенках цилиндров, поршневой палец в
двигателе ВАЗ-2106 зафиксирован в верхней
головке шатуна путем горячей
посадки. Шатун соединяет
поршень с шатунной шейкой коленчатого
вала. Он служит для передачи сил давления
газов от поршня на коленчатый вал при
рабочем ходе, а при осуществлении
вспомогательных тактов — усилий от
коленчатого вала к поршню. Он представляет
собой стержень двутаврового сечения с
верхней и нижней головками. Нижняя
головка делается разъемной, в нее
вставлены тонкостенные
вкладыши 2. Коленчатый вал
двигателя ВАЗ — пятиопорный, отливается
из специального высокопрочного чугуна
и устанавливается в коренных подшипниках,
имеющих вкладыши 14 и 15. Вкладыши
сталеалюминиевые. Они состоят из двух
одинаковых половин, которые от
проворачивания удерживаются выступами,
входящими в соответствующие пазы. Для
разгрузки коренных подшипников от
действия центробежных сил служат
противовесы А, отливаемые
вместе с валом. В коренных шейках В, щеках
и шатунных шейках Б просверлены каналы
для подвода масла к шатунным подшипникам,
па переднем конце вала двигателя
установлены два шкива, от одного из них
с помощью зубчатой ременной передачи
осуществляется привод распределительного
вала, а также масляного насоса и
распределителя зажигания, а от другого
обычным клиновым ремнем приводятся
вентилятор с центробежным водяным
насосом и генератор. 
Все эти детали установлены на сегментных шпонках и закреплены храповиком, ввернутым в передний торец вала. Храповик служит для проворачивания коленчатого вала пусковой рукояткой. На заднем конце коленчатого вала установлен чугунный маховик 10. Передний и задний концы коленчатого вала, выходящие из блока, уплотнены резиновыми
сальниками. Отвод масла от сальников достигается с помощью маслосгонной
резьбы,
выполненной на задней шейке вала. 
Маховик 10 служит для вывода поршней из мертвых точек, обеспечения; равномерного вращения коленчатого вала, кроме того, способствует за счет своей массы плавному троганию автомобиля. На его обод напрессован стальной зубчатый венец, с помощью которого осуществляется пуск двигателя стартером.

Блок-картер — основной элемент остова двигателя. Он подвергается значительным силовым и тепловым воздействиям и должен обладать высокой прочностью и жесткостью. В блок-картере устанавливают цилиндры, опоры коленчатого вала, некоторые устройства механизма газораспределения, различные узлы смазочной системы с ее сложной сетью каналов и другое вспомогательное оборудование. Блок-картер изготавливают из чугуна или алюминиевого сплава литьем.
Цилиндры представляют собой направляющие элементы кривошипно-шатунного механизма. Внутри их перемещаются поршни. Длина образующей цилиндра определяется ходом поршня и его размерами. Цилиндры работают в условиях резко изменяющегося давления в надпоршневой полости. Их стенки соприкасаются с пламенем и горячими
газами, имеющими температуру до 1500… 2 500 °С.
Цилиндры должны быть прочными, жесткими, термо- и износостойкими при ограниченном количестве смазки. Кроме того, материал цилиндров должен обладать хорошими литейными свойствами и легко
обрабатываться на станках. Обычно цилиндры изготавливают из специального легированного чугуна, но могут применяться также алюминиевые сплавы и сталь. Внутреннюю рабочую поверхность цилиндра,
называемую его зеркалом, тщательно обрабатывают и покрывают хромом для уменьшения трения, повышения износостойкости и долговечности.
В
двигателях с жидкостным охлаждением
цилиндры могут быть отлиты вместе с
блоком цилиндров или в виде отдельных
гильз, устанавливаемых в отверстиях
блока. Между наружными стенками цилиндров
и блоком имеются полости, называемые
рубашкой
охлаждения. Последняя заполняется
жидкостью, охлаждающей двигатель. Если
гильза цилиндра своей наружной
поверхностью непосредственно соприкасается
с охлаждающей жидкостью, то ее называют
мокрой. В противном случае она называется
сухой. Применение сменных мокрых гильз
облегчает ремонт двигателя. При установке
в блок мокрые гильзы надежно уплотняются.
Цилиндры двигателей воздушного охлаждения отливают индивидуально. Для улучшения теплоотвода их наружные поверхности снабжают кольцевыми ребрами. У большинства двигателей воздушного охлаждения цилиндры вместе с их головками крепят общими болтами или шпильками к верхней части картера.
В V-образном двигателе цилиндры одного ряда могут быть несколько смещены относительно цилиндров другого ряда. Это связано с тем, что на каждом кривошипе коленчатого вала крепятся два шатуна, один из которых предназначен для поршня правой, а другой — для поршня левой половины блока.
На
тщательно обработанную верхнюю плоскость
блока цилиндров устанавливают головку
блока, которая закрывает
цилиндры
сверху. В головке над цилиндрами выполнены
углубления, образующие камеры 
сгорания. У двигателей жидкостного охлаждения в теле головки блока предусмотрена рубашка охлаждения, сообщающаяся с рубашкой охлаждения блока цилиндров. При верхнем расположении клапанов в головке имеются гнезда для них, впускные и выпускные каналы, отверстия с резьбой для
установки свечей зажигания (у бензиновых двигателей) или форсунок (у дизелей), магистрали смазочной системы, крепежные и другие вспомогательные отверстия. Материалом для головки блока обычно служит алюминиевый сплав или чугун.
Плотное соединение блока цилиндров и головки блока обеспечивается с помощью болтов или шпилек с гайками. Для герметизации стыка с целью предотвращения утечки газов из цилиндров и охлаждающей жидкости из рубашки охлаждения между блоком цилиндров и головкой блока устанавливается прокладка. Она обычно изготавливается из асбестового картона и облицовывается тонким стальным или медным листом. Иногда прокладку с обеих сторон натирают графитом для защиты от пригорания.
Нижняя часть картера, предохраняющая детали кривошипно-шатунного и других механизмов двигателя от загрязнения, обычно называется поддоном. В двигателях сравнительно малой мощности поддон служит также резервуаром для моторного масла. Поддон чаще всего выполняется литым или изготавливается из стального листа штамповкой. Для устранения подтекания масла между блок-картером и поддоном устанавливается прокладка (на двигателях небольшой мощности для уплотнения этого стыка часто используется герметик — «жидкая прокладка»).
Соединенные
друг с другом неподвижные детали
кривошипно-шатунного механизма являются
остовом двигателя, воспринимающим все
основные силовые и тепловые нагрузки,
как внутренние (связанные с работой
двигателя), так и внешние (обусловленные
трансмиссией и ходовой частью). Силовые
нагрузки, передающиеся на остов двигателя
от несущей системы
ТС
(рама, кузов, корпус) и обратно, существенно
зависят от способа крепления двигателя.
Обычно он крепится в трех или четырех
точках так, чтобы не воспринимались
нагрузки, вызванные перекосами несущей
системы, возникающими при движении
машины по неровностям. Крепление
двигателя должно исключать возможность
его смещения в горизонтальной 
плоскости под действием продольных и поперечных сил (при разгоне, торможении, повороте и т.д.). Для уменьшения вибрации, передающейся на несущую систему ТС от работающего двигателя, между двигателем и подмоторной рамой, в местах крепления, устанавливаются резиновые подушки разнообразных конструкций.
Поршневую группу кривошипно-шатунного механизма образует поршень в сборе с комплектом компрессионных и маслосъемных колец, поршневым пальцем и деталями его крепления. Ее назначение заключается в том, чтобы во время рабочего хода воспринимать давление газов и через шатун передавать усилие на коленчатый вал, осуществлять другие вспомогательные такты, а также уплотнять надпоршневую полость цилиндра для предотвращения прорыва газов в картер и проникновения в него моторного масла.
Поршень представляет собой металлический стакан сложной формы, устанавливаемый в цилиндре днищем вверх. Он состоит из двух основных частей. Верхняя утолщенная часть называется головкой, а нижняя направляющая часть — юбкой. Головка поршня содержит днище 4 (рис. а) и
стенки 2. В стенках проточены канавки 5 для компрессионных колец. Нижние канавки имеют дренажные отверстия 6 для отвода масла. Для увеличения прочности и жесткости головки ее стенки снабжены массивными
ребрами 3, связывающими стенки и днище с бобышками, в которых
устанавливается поршневой палец. Иногда оребряют также внутреннюю поверхность днища.
Юбка имеет более тонкие стенки, чем у головки. В ее средней части расположены бобышки с отверстиями.
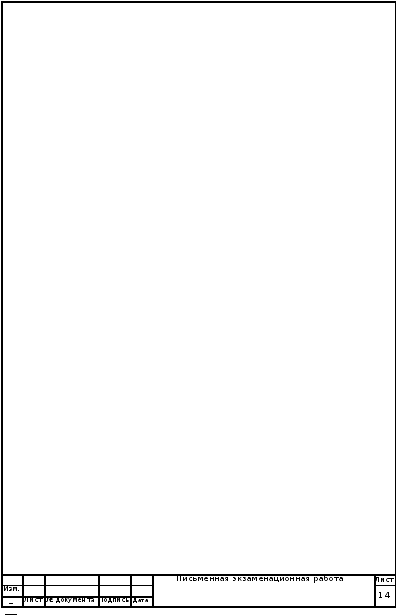
Рисунок 1.3. Конструкции поршней с различной формой днища (а—з) и их элементов: 1 — бобышка; 2 — стенка поршня; 3 — ребро; 4 — днище поршня; 5 — канавки для компрессионных колец; 6 — дренажное отверстие для отвода масла
Днища поршней могут быть плоскими, выпуклыми, вогнутыми и фигурными. Их форма зависит от типа двигателя и камеры сгорания, принятого способа смесеобразования и технологии изготовления поршней.
Самой простой и технологичной является плоская форма. В дизелях
применяются поршни с вогнутыми и фигурными днищами .
При работе двигателя поршни нагреваются сильнее, чем цилиндры,
охлаждаемые жидкостью или воздухом, поэтому расширение поршней (особенно алюминиевых) больше. Несмотря на наличие зазора между цилиндром и поршнем, может произойти заклинивание последнего. Для предотвращения заклинивания юбке придают овальную форму (большая ось овала перпендикулярна оси поршневого пальца), увеличивают диаметр юбки по сравнению с диаметром головки, разрезают юбку (чаще всего выполняют Т- или П-образный разрез), заливают в поршень компенсационные вставки, ограничивающие тепловое расширение юбки в плоскости качания шатуна,
или
принудительно охлаждают внутренние
поверхности поршня струями моторного
масла под давлением.
Поршень, подвергающийся воздействию значительных силовых и тепловых нагрузок, должен обладать высокой прочностью, теплопроводностью и износостойкостью. В целях уменьшения инерционных сил и моментов у него должна быть малая масса. Это учитывается при выборе конструкции и материала для поршня. Чаще всего материалом служит алюминиевый сплав или чугун. Иногда применяют сталь и магниевые сплавы. Перспективными материалами для поршней или их отдельных частей являются керамика и спеченные материалы, обладающие достаточной прочностью, высокой износостойкостью, низкой теплопроводностью, малой плотностью и небольшим коэффициентом теплового расширения.
Поршневые кольца обеспечивают плотное подвижное соединение поршня с цилиндром. Они предотвращают прорыв газов из надпоршневой полости в картер и попадание масла в камеру сгорания. Различают компрессионные и маслосъемные кольца.
Компрессионные кольца (два или три) устанавливают в верхние
канавки поршня. Они имеют разрез, называемый замком, и поэтому могут пружинить. В свободном состоянии диаметр кольца должен быть несколько
больше
диаметра цилиндра. При введении в цилиндр
такого кольца в сжатом состоянии оно
создает плотное соединение. Для того
чтобы обеспечить возможность расширения
установленного в цилиндре кольца при
нагревании, в замке должен быть зазор
0,2…0,4 мм. С целью обеспечения хорошей
приработки компрессионных колец к
цилиндрам часто применяют кольца с
конусной наружной поверхностью, а также
скручивающиеся кольца с фаской на кромке
с внутренней или наружной стороны.
Благодаря наличию фаски 
такие кольца при установке в цилиндр перекашиваются в сечении, плотно прилегая к стенкам канавок на поршне.
Маслосъемные кольца (одно или два) удаляют масло со стенок цилиндра, не позволяя ему попадать в камеру сгорания. Они располагаются на поршне под компрессионными кольцами. Обычно маслосъемные кольца имеют кольцевую канавку на наружной цилиндрической поверхности и радиальные сквозные прорези для отвода масла, которое по ним проходит к дренажным отверстиям в поршне. Кроме маслосъемных колец с прорезями для отвода масла используются составные кольца с осевыми и радиальными расширителями.
Для предотвращения утечки газов из камеры сгорания в картер через замки поршневых колец необходимо следить за тем, чтобы замки соседних колец не располагались на одной прямой.
Поршневые кольца работают в сложных условиях. Они подвергаются воздействию высоких температур, а смазывание их наружных поверхностей, перемещающихся с большой скоростью по зеркалу цилиндра, недостаточно. Поэтому к материалу для поршневых колец предъявляются высокие требования. Чаще всего для их изготовления применяют высокосортный легированный чугун. Верхние компрессионные кольца, работающие в
наиболее тяжелых условиях, обычно покрывают с наружной стороны пористым хромом. Составные маслосъемные кольца изготавливают из легированной стали.
Поршневой палец служит для шарнирного соединения поршня с шатуном. Он представляет собой трубку, проходящую через верхнюю головку шатуна и установленную концами в бобышки поршня. Крепление поршневого пальца в бобышках осуществляется двумя стопорными пружинными кольцами, расположенными в специальных канавках бобышек. Такое крепление позволяет пальцу (в этом случае он называется плавающим)
проворачиваться. Вся его поверхность становится рабочей, и он меньше изнашивается. Ось пальца в бобышках поршня может быть смещена относительно оси цилиндра на 1,5…2,0 мм в сторону действия большей боковой силы. Благодаря этому уменьшается стук поршня в непрогретом двигателе.
Поршневые пальцы изготавливают из высококачественной стали. Для обеспечения высокой износоустойчивости их наружную цилиндрическую поверхность подвергают закалке или цементации, а затем шлифуют и полируют.
Поршневая
группа состоит из довольно большого
числа деталей (поршень, кольца, палец),
масса которых по технологическим
причинам может колебаться; в некоторых
пределах. Если различие в массе поршневых
групп в разных цилиндрах будет
значительным, то при работе двигателя
возникнут дополнительные инерционные
нагрузки. Поэтому поршневые группы для
одного двигателя подбирают так, чтобы
они несущественно отличались по массе
(для тяжелых двигателей не более чем на
10 г).
Шатунная группа кривошипно-шатунного механизма состоит из:
шатуна
верхней и нижней головок шатуна
подшипников
шатунных болтов с гайками и элементами их фиксации
Шатун соединяет поршень с кривошипом коленчатого вала и, преобразуя возвратно-поступательное движение поршневой группы во вращательное движение коленчатого вала, совершает сложное движение, подвергаясь при этом действию знакопеременных ударных нагрузок. Шатун состоит из трех конструктивных элементов: стержня 2, верхней (поршневой) головки 1 и нижней (кривошипной) головки 3. Стержень шатуна обычно имеет двутавровое сечение. В верхнюю головку для уменьшения трения
запрессовывают бронзовую втулку 6 с отверстием для подвода масла к трущимся поверхностям. Нижнюю головку шатуна для обеспечения возможности сборки с коленчатым валом выполняют разъемной. У бензиновых двигателей разъем головки обычно расположен под углом 90° к оси шатуна. У дизелей нижняя головка шатуна 7, как правило, имеет косой разъем. Крышка 4 нижней головки крепится к шатуну двумя шатунными болтами, точно подогнанными к отверстиям в шатуне и крышке для обеспечения высокой точности сборки. Чтобы крепление не ослабло, гайки болтов стопорят шплинтами, стопорными шайбами или контргайками.
Отверстие в нижней головке растачивают в сборе с крышкой, поэтому крышки шатунов не могут быть взаимозаменяемыми.

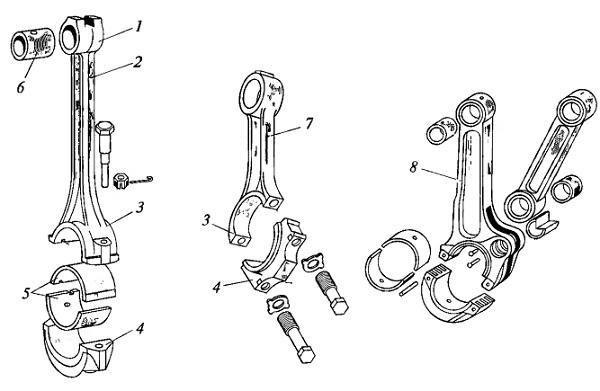
Рисунок 1.4. Детали шатунной группы: 1 — верхняя головка шатуна; 2 — стержень; 3 — нижняя головка шатуна; 4 — крышка нижней головки; 5 — вкладыши; 6 — втулка; 7 — шатун дизеля; S — основной шатун сочлененного шатунного узла
Для уменьшения трения в соединении шатуна с коленчатым валом и облегчения ремонта двигателя в нижнюю головку шатуна устанавливают шатунный подшипник, который выполнен в виде двух тонкостенных стальных вкладышей 5, залитых антифрикционным сплавом. Внутренняя поверхность вкладышей точно подогнана к шейкам коленчатого вала. Для фиксации вкладышей относительно головки они имеют отогнутые усики, входящие в соответствующие пазы головки. Подвод масла к трущимся поверхностям обеспечивают кольцевые проточки и отверстия во вкладышах. Для обеспечения хорошей уравновешенности деталей кривошипно-шатунного механизма шатунные группы одного двигателя (как и поршневые) должны иметь одинаковую массу с соответствующим ее распределением между верхней и нижней головками шатуна.
В V-образных двигателях иногда используются сочлененные шатунные узлы, состоящие из спаренных шатунов. Основной шатун 8, имеющий обычную конструкцию, соединен с поршнем одного ряда. Вспомогательный прицепной шатун, соединенный верхней головкой с поршнем другого ряда, нижней головкой шарнирно крепится с помощью пальца к нижней головке основного шатуна.
Коленчатый вал, соединенный с поршнем посредством шатуна, воспринимает действующие на поршень силы. На нем возникает вращающий момент, который затем передается на трансмиссию, а также используется для приведения в действие других механизмов и агрегатов. Под влиянием резко изменяющихся по величине и направлению сил инерции и давления газов коленчатый вал вращается неравномерно, испытывая крутильные колебания, подвергаясь скручиванию, изгибу, сжатию и растяжению, а также воспринимая тепловые нагрузки. Поэтому он должен обладать достаточной прочностью, жесткостью и износостойкостью при сравнительно небольшой массе.
Конструкции коленчатых валов отличаются сложностью. Их форма определяется числом и расположением цилиндров, порядком работы двигателя и числом коренных опор. Основными частями коленчатого вала являются коренные шейки 3, шатунные шейки 2, щеки 4, противовесы 5, передний конец (носок 1) и задний конец (хвостовик 6) с фланцем.
К шатунным шейкам коленчатого вала присоединяют нижние головки шатунов. Коренными шейками вал устанавливают в подшипниках картера
двигателя. Соединяются коренные и шатунные шейки при помощи щек. Плавный переход от шеек к щекам, называемый галтелью, позволяет избежать концентрации напряжений и возможных поломок коленчатого вала. Противовесы предназначены для разгрузки коренных подшипников от центробежных сил, возникающих на кривошипах вала во время его вращения. Их, как правило, изготавливают как единое целое со щеками.
Для обеспечения нормальной работы двигателя к рабочим поверхностям коренных и шатунных шеек необходимо подавать моторное масло под давлением. Масло поступает из отверстий в картере к коренным подшипникам. Затем оно через специальные каналы в коренных шейках, щеках и шатунных шейках попадает к шатунным подшипникам. Для дополнительной центробежной очистки масла в шатунных шейках имеются грязеуловительные полости, закрытые заглушками.
Коленчатые валы изготавливают методом ковки или литья из среднеуглеродистых и легированных сталей (может применяться также чугун высококачественных марок). После механической и термической обработки коренные и шатунные шейки подвергают поверхностной закалке (для повышения износостойкости), а затем шлифуют и полируют. После обработки вал балансируют, т. е. добиваются такого распределения его массы относительно оси вращения, при котором вал находится в состоянии безразличного равновесия.
В коренных подшипниках применяют тонкостенные износостойкие вкладыши, аналогичные вкладышам шатунных подшипников. Для восприятия осевых нагрузок и предотвращения осевого смещения коленчатого вала один из его коренных подшипников (обычно передний) делают упорным.
Маховик крепится к фланцу хвостовика коленчатого вала. Он представляет собой тщательно сбалансированный чугунный диск определенной массы. Кроме обеспечения равномерного вращения коленчатого вала маховик способствует преодолению сопротивления сжатия в цилиндрах при пуске двигателя и кратковременных перегрузок, например, при трогании ТС с места. На ободе маховика закреплен зубчатый венец для пуска двигателя от стартера. Поверхность маховика, которая соприкасается с ведомым диском сцепления, шлифуют и полируют.
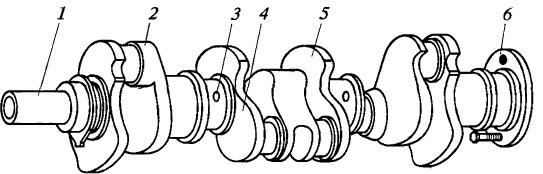
Рисунок 1.5. Коленчатый вал: 1 — носок; 2 — шатунная шейка; 3 — коренная шейка; 4 — щека; 5 — противовес; 6 — хвостовик с фланцем.
|
Изготовляют
его из серого чугуна, реже из алюминиевого
сплава силумина. В отливе блок-картера
выполнены полости для смывания
охлаждающей жидкостью стенок гильз
цилиндров. Сами же гильзы могут быть
вставными, изготовленными из жаростойкой
стали или же отлитым заодно с чугунным
блок-картером. Блоки из алюминиевых
сплавов изготовляются только со
вставными гильзами. Внутренняя
поверхность гильз служит направляющей
для перемещения поршня, она тщательно
шлифуется и называется зеркалом.
Уплотнение гильз осуществляется с
помощью колец из специальной резины
или меди. Вверху уплотнение гильз
достигается за счет прокладки
головки цилиндров. Увеличение срока
службы гильз цилиндров достигается
в результате запрессовки в верхнюю
их часть, как работающую в наиболее
тяжелых условиях (высокая температура
и агрессивная газовая среда), коротких
тонкостенных вставок из кислотоупорного
чугуна. Этим достигается снижение
износа верней части гильзы в четыре
раза. Снизу картер двигателя закрыт поддоном, выштампованным из листовой стали, уплотненным прокладкой из картона или пробковой крошки. Поддон используется в качестве резервуара для моторного масла и служит защитой картера от попадания грязи и пыли. Головка цилиндров закрывает цилиндры сверху. На ней размещены детали газораспределительного механизма, камеры сгорания, выполнены отверстия под свечи или форсунки, запрессованы направляющие втулки и седла клапанов. Для охлаждения камер сгорания в головке вокруг них выполнена специальная полость. Для создания герметичности плоскость разъема между головками и блоком цилиндров уплотнена стальными или сталеасбестовыми прокладками, а крепление осуществляется шпильками с гайками. Головки отлиты из алюминиевого сплава (АЛ-4) или чугуна. Сверху они накрыты клапанной крышкой из штампованной стали или алюминиевого сплава, уплотненной пробковой или маслобензостойкой резиновой прокладкой. | ||||||
|
Двигатели
с однорядным расположением цилиндров
имеют одну головку цилиндров, двигали
с V-образным
расположением имеют отдельные головки
на каждый ряд цилиндров, либо на группу
из нескольких цилиндров, либо отдельную
головку на каждый цилиндр. Поршень воспринимает давление расширяющихся газов при рабочем такте и передает его через поршневой палец и шатун на коленчатый вал двигателя. Представляет собой перевернутый днищем вверх цилиндрический стакан, отлитый из высококремнистого алюминиевого сплава. Поршень имеет днище, уплотняющую и направляющую (юбку) части (рис.3). Днище и уплотняющая часть составляет головку поршня, в которой проточены канавки для поршневых колец. Днище поршня с головкой цилиндров формируют камеру сгорания и работают в крайне тяжелых температурных условиях из-за недостаточного охлаждения. Для некоторых моделей двигателей поршни изготавливают со вставкой из специального жаропрочного чугуна для верхнего компрессионного кольца и выполняют в днище поршня тороидальные камеры сгорания с выемками для предотвращения касания днища поршня с клапанами. Ниже головки выполнена юбка, направляющая движение поршня. В юбке поршня имеются бобышки с отверстиями под поршневой палец. Конструкция поршня должна исключать его заклинивания при тепловом расширении работающего двигателя. С этой целью головку поршня выполняют меньшего диаметра, чем юбку, которую изготовляют овальной формы с большой осью, перпендикулярной оси поршневого кольца. В некоторых поршнях юбка имеет разрез, предотвращающих заклинивание поршня при работе прогретого двигателя. На юбку поршня может наноситься коллоидно-графитовое покрытие для предохранения от задиров зеркала цилиндра и улучшения приработки. Поршневые кольца устанавливаются двух типов: компрессионные и маслосъемные.
Компрессионные кольца служат для уплотнения поршня в гильзе цилиндра и предотвращения прорыва газов из камеры сгорания в двигателя. Маслосъемные кольца служат для снятия излишков масла с зеркала цилиндра и не допускают его попадания в камеру сгорания. Поршневые кольца изготовляются из белого чугуна, а маслосъемные могут быть выполнены из стали. Для повышения износостойкости верхнее компрессионное кольцо подвергается пористому хромированию, а остальные для ускорения приработки покрыты слоем олова или молибдена. Кольца имеют разрез (замок) для установки на поршень. Количество компрессионных колец, устанавливаемых на поршнях, может быть неодинаково для различных моделей двигателей, обычно два или три кольца. Маслосъемные кольца устанавливаются по одному на поршень. Они состоят из четырех элементов: из двух стальных разрезных колец, одного стального гофрированного осевого и одного радиального расширителей. | ||||||
|
Поршневые
кольца могут иметь различную
геометрическую форму. Компрессионные
кольца могут быть прямоугольного
сечения, иметь коническую форму и
выточку на верхней внутренней кромке
кольца. Маслосъемные кольца также
имеют различную форму: коническую,
скребковую и пластинчатую с расширителями.
Кроме того, маслосъемные кольца имеют
сквозные прорези для прохода масла
через канавку внутрь поршня. Канавка
поршня для маслосъемного кольца имеет
один или два ряда отверстий для отвода
масла. Поршневой палец плавающего типа обеспечивает шарнирное соединение поршня с шатуном и удерживается от осевого смещения в бобышках поршня стопорными кольцами. Палец имеет форму пустотелого цилиндра, изготовлен из хромоникелевой стали. Поверхность его упрочена цементацией и закалена токами высокой частоты. Шатун служит для соединения поршня с коленчатым валом двигателя и для передачи при рабочем ходе давления расширяющихся газов от поршня к коленчатому валу. Во время вспомогательных тактов от коленчатого вала через шатун приводится в действие поршень. Шатун (рис. 4) состоит из верхней неразъёмной головки с запрессованной втулкой из оловянистой бронзы и разъёмной нижней головки, в которую вставлены тонкостенные стальные вкладыши, залитые слоем антифрикционного сплава. Головки шатуна соединяются стержнем двутаврового сечения. Нижняя разъемная головка шатуна с помощью крышки закрепляется на шатунной шейке коленчатого вала. Шатун и его крышки изготовлены из легированной или углеродистой стали. Крышка обрабатывается в сборе с шатуном. Номер на шатуне и метка на его крышке всегда должны быть обращены в одну сторону. При сборке V-образных двигателей необходимо помнить, что шатуны правого ряда цилиндров обращены номерами назад по ходу автомобиля, а левого ряда - вперёд и совпадают с надписью на поршне. | ||||||
|
Нижняя головка шатуна и крышка соединяются болтами и шпилькамисо специальными стопорными шайбами. Гайки имеют резьбу несколько отличную от резьбы шпилек и болтов, что обеспечивает самостопорение резьбового соединения. Вкладыши нижней головки шатуна выполнены из стальной или сталеалюминиевой ленты, покрытой антифрикционным слоем. В качестве покрытия используют свинцовые сплавы, свинцовистую бронзу или алюминиевый сплав АМО-1-20. От проворачивания в нижней головке шатуна вкладыши удерживаются выступами (усиками), которые фиксируются в канавках, выфрезерованных в шатуне и его крышке. Коленчатый вал воспринимает усилия, передаваемые шатунами от поршней, и преобразует их в крутящий момент, который через маховик передается агрегатам трансмиссии автомобиля.
|
Охрана труда и техника безопасности
Охрана труда - система законодательных актов, социально - экономических, организационных, технических, гигиенических, лечебно-профилактических мероприятий и средств, обеспечивающих безопасность и сохранение здоровья, работоспособности человека в процессе труда.
Основные понятия охраны труда:
Условия труда - совокупность факторов производственной среды, оказывающих влияние на здоровье и работоспособность человека в процессе труда.
Опасный производственный фактор - производственный фактор воздействие
которого на работающих в определенных условиях приводит к заболеванию или снижению трудоспособности. В зависимости от уровня и продолжительности воздействия вредный производственный фактор может быть опасным.
Предельно
допустимый уровень производственного
фактора (ПДУ) - уровень производственного
фактора, воздействие которого при работе
установленной продолжительности в
течении всего трудового стажа не приводит
к травме или отклонения состояния
здоровья в процессе труда.
Предельно допустимая концентрация (ПДК) вредных веществ в воздухе рабочей зоны - концентрации, которые при ежедневной работе в течение всего рабочего стажа не могут вызвать заболевания или отклонений в состояние здоровья, обнаруживаемые современными методами исследования в процессе жизни или в отдаленные сроки жизни последующих поколений. В нашей стране большое внимание уделяется охране труда и технике безопасности во всех отраслях народного хозяйства. Охрана труда и техника безопасности на автотранспортных предприятиях строго определяется законами, в которых учитывается их специфика. Основные положения по охране труда и технике безопасности изложены в Кодексе законов о труде (КЗоТ). На территории автотранспортного предприятия за
осуществление мероприятий по охране труда и технике безопасности отвечает руководство АТП, в производственных помещениях - главный инженер (технический руководитель) или специально назначенное лицо из административно - технического персонала; на линии - начальник отдела эксплуатации.
Лицо, ответственное за охрану труда и технику безопасности, осуществляет все мероприятия в этой области и контроль за их выполнением и полным расходованием средств, отпущенных на охрану труда, и соблюдением правил техники безопасности осуществляют профсоюзные организации.
Одним из основных мероприятий по охране труда, технике безопасности и противопожарным мероприятиям является обязательный инструктаж вновь принимаемых на работу и периодический инструктаж всех работников АТП. Инструктаж должен проводить главный инженер (технический руководитель). При проведении вводного инструктажа для вновь поступающего нужно знакомить его с общим законоположением и основными принципами организации охраны труда, техники безопасности и производственной санитарии, особенностями работы данного автотранспортного предприятия и его производственной обстановки правилами внутреннего распорядка, особенностями по соблюдению правил техники безопасности и личной санитарии, пользованию защитными средствами и спецодеждой, противопожарными правилами, порядком движения на автотранспортном предприятии и мерами по оказанию первой помощи при несчастных случаях.
Особо
большое значение имеет инструктаж на
рабочем месте с показом безопасных
приемов работы. Все работники АТП
независимо от стажа работы и квалификации
должны один раз в шесть месяцев пройти
повторный инструктаж, а лица, выполняющие
работы с повышенной опасностью (сварщики,
грузчики, вулканизаторщики и др.), - один
раз в три месяца. При повторном инструктаже
нужно особое внимание уделять допущенным
нарушениям с подробным разбором случившегося. Обо всех инструктажах делаются записи в журнале.
Требования охраны труда:
Все рабочие места должны содержаться в чистоте, не загромождаться деталями, оборудованием, инструментом, приспособлениями, материалами. Инструмент ударного действия (зубила, бородки и т.д.) должен иметь
гладкую затылочную часть без трещин, заусенцев, наклепа и сколов. Для предупреждения травмирования рук длина инструмента не должна быть менее 150 мм.
При работе электроинструментом следует соблюдать меры электробезопасности. Сопротивление всех токоведущих путей один раз в год проверяют мегомметром.
Деревянные
ручки инструмента (молотки, отвертки,
кувалды) должны быть всегда сухими, без
заусенцев и иметь удобную форму.