

1.1.2Влияние технологических факторов
Под влиянием технологических факторов понимается влияние образца, т.е. содержание фосфатных связующих в образце, давление прессования и температура термообработки образца. Влияние этих факторов мы рассмотрим на примере система электрокорунд - фосфатное связующее[3].
Таблица 1
Составы исследуемых композций и их основные свойства
|
№ сос- тава |
Содержание компонентов, масс. % |
Свойства | ||||||||||
|
Э/к № 125 |
Э/к № 12 |
|
ПФ |
Н3РО4 |
АХФС |
П, % |
|
рах,
| ||||
|
300 |
900 |
1300 | ||||||||||
|
1 |
30 |
35 |
23 |
- |
12 |
- |
10-15 |
3,0-3,1 |
150-180 |
160-190 |
10-30 | |
|
2 |
30 |
35 |
23 |
- |
- |
12 |
16-17 |
2,8-2,9 |
110-150 |
110-150 |
10-20 | |
|
3 |
35 |
40 |
17 |
- |
8 |
- |
16,5 |
2,85 |
- |
- |
- | |
|
4 |
35 |
40 |
17 |
- |
- |
8 |
17,0 |
2,83 |
- |
- |
- | |
|
5 |
35 |
40 |
- |
17 |
8 |
- |
18,2 |
2,75 |
- |
- |
- | |
|
6 |
35 |
40 |
- |
17 |
- |
8 |
18,3 |
2,74 |
- |
- |
- | |
 -Al2O3
-Al2O3 ,
г/см3
,
г/см3 сж,
МПа при температу-
сж,
МПа при температу-
Влияние
вида (H3PO4.
АХФС) и количества фосфатного связующего,
давления прессования и температуры
термообработки на деформацию под
нагрузкой и ползучесть изучено на
образцах составов 1 и 2. Влияние содержания
Н3РО4
на деформацию (состав1) при нагреве и
ползучести при 1200 под нагрузкой 0,2 МПа показано на рис.
1.1, из которого следует, что с увеличением
содержания Н3РО4
с
4 до 12% деформация и ползучесть композиции
электрокорунд-
под нагрузкой 0,2 МПа показано на рис.
1.1, из которого следует, что с увеличением
содержания Н3РО4
с
4 до 12% деформация и ползучесть композиции
электрокорунд- -Al2O3-Н3РО4уменьшабтся.
При содержании Н3РО4
12%
деформация составляет 0,45% за 10ч испытаний,
скорость деформации (т.е. ползучесть)
за время выдержки от 2 до 10ч составила
2,025%/ч.
-Al2O3-Н3РО4уменьшабтся.
При содержании Н3РО4
12%
деформация составляет 0,45% за 10ч испытаний,
скорость деформации (т.е. ползучесть)
за время выдержки от 2 до 10ч составила
2,025%/ч.
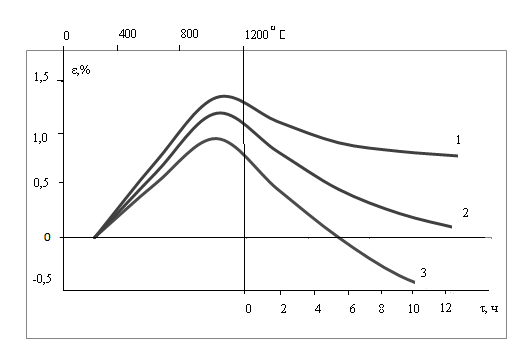
Рис.1.1
Деформация при 1200 композиции Э/к-
композиции Э/к- -Al2O3-Н3РО4
под
нагрузкой 0,2 МПа при содержании Н3РО4
,
мас. %: 1-4; 2-8; 3-12
-Al2O3-Н3РО4
под
нагрузкой 0,2 МПа при содержании Н3РО4
,
мас. %: 1-4; 2-8; 3-12
На рис. 1.2 приведены кривые деформации при нагреве и ползучести, полученные в режиме ступенчатого изменения нагрузки для композиций:
Э/к- -Al2O3-АХФС
(состав2) и Э/к-
-Al2O3-АХФС
(состав2) и Э/к- -Al2O3-Н3РО4
(состав
1).
-Al2O3-Н3РО4
(состав
1).
Режим
последовательного ступенчатого
нагружения под нагрузкой: 0,2; 0,4 и 0,8 МПа
деформация за 28ч составляет 14%. Нагрузка
0,4 МПа дополнительно деформирует образец
на 0,5% за время от 28 до 48ч. Увеличение
нагрузки до 0,8МПа деформирует образец
еще на 0,7%. Т.о., общая деформация за 68ч
составляла
 2,6%.
2,6%.
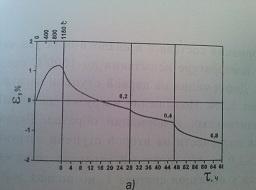

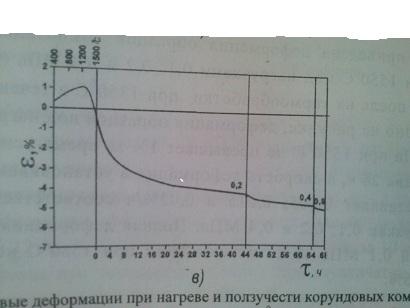
Рис.1.2.
Кривые деформации при нагреве и ползучести
корундовых композиций при температурах
1150(а), 1200(б) и 1500 (в).
Дробные цифры у кривых – нагрузка, МПа:
0,2; 0,4; 0,8 для составов: 1-1; 2-2
(в).
Дробные цифры у кривых – нагрузка, МПа:
0,2; 0,4; 0,8 для составов: 1-1; 2-2
Деформация
состава 2 в аналогичных условиях
нагружения при Тисп. 1500
1500 представлена на рис. 1.2в. Деформация на
первой ступени нагружения за 44ч составляет
5,2%. Повышение нагрузки до 0,4 МПа не
вызывает значительных деформаций
образца. Период неустановившейся
ползучести на второй ступени нагружения
составляет 1,5-2,0 ч. аналогичный характер
деформирования наблюдается у образцов
состава 1, но полная деформация значительно
меньше, чем у состава 2 (рис. 1.2б).
представлена на рис. 1.2в. Деформация на
первой ступени нагружения за 44ч составляет
5,2%. Повышение нагрузки до 0,4 МПа не
вызывает значительных деформаций
образца. Период неустановившейся
ползучести на второй ступени нагружения
составляет 1,5-2,0 ч. аналогичный характер
деформирования наблюдается у образцов
состава 1, но полная деформация значительно
меньше, чем у состава 2 (рис. 1.2б).
Увеличение давления прессования при получении образцов снижает как деформацию (рис.1.2, 1.3), так и ее скорость. Наибольшая деформация и наибольший временной интервал неустановившейся ползучести наблюдается у образцов, полученных трамбованием (кривая 3).
Ранее
мы рассмотрели деформацию при различных
температурах корундовых составов с
Э/к- -Al2O3-Н3РО4
после их термообработки при 300
-Al2O3-Н3РО4
после их термообработки при 300 и 900
и 900 .
На рис. 1.4ончыкталтын деформация образцов
композиции состава 1 при Т=1550
.
На рис. 1.4ончыкталтын деформация образцов
композиции состава 1 при Т=1550 под нагрузками
под нагрузками =
0,1; 0,2 и 0,4 МПа (кривые 1,2,3), после после их
термообработки при 1350
=
0,1; 0,2 и 0,4 МПа (кривые 1,2,3), после после их
термообработки при 1350 в течение 15ч. Как видно на рис., деформация
образцов под нагрузкой 0,02 МПа при 1550
в течение 15ч. Как видно на рис., деформация
образцов под нагрузкой 0,02 МПа при 1550 не превышает 1% за время испытания в
течение 26ч, а скорость деформации в
установленном режиме составляет 0,005;
0,015 и 0,02%/ч соответственно при нагрузках
0,1; 0,2 и 0,4 МПа. Полная деформация под
нагрузкой 0,1 Мпа за 16 ч испытаний при
1550
не превышает 1% за время испытания в
течение 26ч, а скорость деформации в
установленном режиме составляет 0,005;
0,015 и 0,02%/ч соответственно при нагрузках
0,1; 0,2 и 0,4 МПа. Полная деформация под
нагрузкой 0,1 Мпа за 16 ч испытаний при
1550 не превышала 0,6%.
не превышала 0,6%.

Рис.
1.3 . Деформация при 1200 под нагрузкой 0,2 МПа композиции
Э/к-
под нагрузкой 0,2 МПа композиции
Э/к- -Al2O3-Н3РО4
(8%).
Образцы получены прессованием под
давлением, МПа: 1-100, 2-50 и 3-трамбованием.
-Al2O3-Н3РО4
(8%).
Образцы получены прессованием под
давлением, МПа: 1-100, 2-50 и 3-трамбованием.
Таким
образом, следует отметить, что
технологические факторы оказывают
следующее влияние на деформацию при
нагреве и ползучести. В композициях на
основе электрокорунда с изменением
Н3РО4
от 4 до 12мас.% величина деформации
эффективной ползучести становится
минимальной при 12 мас.% Н3РО4
и
составляет всего 0,45% за 10ч испытаний
образца при Т=1200 .
При ступенчатом нагружении нагрузками
0,2; 0,4 и 0,8 МПа общая деформация при 1150
.
При ступенчатом нагружении нагрузками
0,2; 0,4 и 0,8 МПа общая деформация при 1150 за 68ч составляла 2,6%[6]. Деформация
электрокорундовых материалов существенно
зависит и от способа их получения.
за 68ч составляла 2,6%[6]. Деформация
электрокорундовых материалов существенно
зависит и от способа их получения.
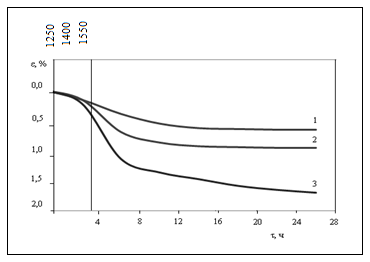
Рис
. 1.4. Деформация композиции состава 1 по
табл. 1 при 1550 под нагрузками 0,1; 0,2 и 0,4 МПа (кривые
1,2,3) после термообработки при 1350
под нагрузками 0,1; 0,2 и 0,4 МПа (кривые
1,2,3) после термообработки при 1350 в течение 15ч.
в течение 15ч.
Так, увеличение давления прессования значительно снижает как деформацию, так и скорость ползучести. У трамбованных изделий она наибольшая, и у этих материалов самый длительный период неустановившейся ползучести. При замене Н3РО4 на АХФС в композиции, на основе э/к, устойчивость ее к деформации снижается.