

2 Технологический раздел
2.1 Характеристика типа производства
Тип производства определяется по таблице 4, исходя из количества деталей подлежащих обработке и массы детали.
Таблица 4 – Определение типа производства
|
Масса детали, кг |
Количество деталей подлежащих обработке при производстве, шт | ||||
|
единичное |
мелкосерийное |
среднесерийное |
крупносерийное |
массовое | |
|
До
1 |
До 20 |
20 – 1500 |
1500-75 т. |
75 т. – 200т. |
200 т. и более |
|
1 – 2,5 |
До 10 |
10 – 1000 |
1000 – 30 т. |
30 т. – 100 т. |
100 т. и более |
|
2,5 – 5 |
До 10 |
10 – 500 |
500 – 35 т. |
35 т. – 75 т. |
75 т. и более |
|
5 – 10 |
До 10 |
10 – 300 |
300 – 25 т. |
25 т. – 50 т. |
50 т. и более |
|
10 и более |
До 10 |
10 - 200 |
200 – 10 т. |
10 т. - 25 т. |
25 т. и более |
Годовая программа выпуска N=35 000 шт., масса детали 15,2 кг. Исходя из данных определяем, что производство крупносерийное. Для серийного производства определяем количество изделий в партии одновременного и непрерывного запуска
где а – число дней, на которые необходимо иметь запас изделий. Для мелких деталей 5-10 дней, для крупных 2-3 дня.
F=253 – число рабочих дней в году.
2.2 Выбор вида заготовки
На выбор метода получение заготовки оказывают влияние следующие
факторы: материал детали, её назначение и технические требования, объем
выпуска, формы поверхностей и размеры деталей.
Оптимальный метод получения заготовки определяется на основании всестороннего анализа названных факторов и технико-экономического расчета себестоимости детали.
Заготовку для детали «Водило» можно получить двумя способами: а) поковка; б) отливка.
а) Расчет заготовки из поковки, полученной свободной ковкой
1. Определяем основные размеры заготовки
2Zд=22±8 мм (3, с. 72 табл. №32)
Dз=260+22±8=282±8 мм
Определяем длину заготовки Lз
2ZL=17±6 мм (3, с. 72 табл. №32)
Lз=184+17±6=201±6 мм
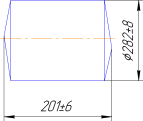
Рисунок
1 – Эскиз заготовки
2. Определяем массу поковки Qз по формуле
где V – объем детали;
S – площадь детали;
 =
3,14 – величина постоянная;
=
3,14 – величина постоянная;
Dз – диаметр заготовки;
L – длина заготовки;
 =7,8
– плотность.
=7,8
– плотность.

3. Определяем массу металла потерь в кузнечном цехе, Ккуз
Ккуз=1,3Qз, кг (4)
где 1,3 – коэффициент на потери.
Ккуз=1,3×107=139,1 кг
4. Определяем коэффициент использования материала Ким по формуле

где Qд – масса детали.
б) Расчет заготовки из отливки
1.
Определяем основные размеры заготовки
2ZD=11 мм (3, с. 55 табл. №25)
Dз=260+11=271 мм
Определяем длину заготовки
2ZL=184+11=195 мм
Определяем допускаемые отклонения на диаметр и длину заготовки
Dз=271±4 мм (3, с.56 табл. №26)
Lз=195±22 мм (3,с.56 табл. №26)

Рисунок 2 – Эскиз заготовки
2. Определяем массу отливки (см. формулу 3)

3. Определяем массу металла с учетом потерь в кузнечном цехе (см. формулу 4)
Ккуз=1,3×91=118,3 кг
4.
Определяем коэффициент использования
материала (см. формулу 5)
Таблица 5 – Сравнительная характеристика заготовок
|
Вид заготовки |
Масса исходной заготовки, кг |
Коэффициент использования материала |
Цена за 1 кг, руб |
Цена заготовки, руб |
|
поковка |
139,1 |
0,10 |
9,0 |
125,19 |
|
отливка |
118,3 |
0,12 |
12,0 |
141,96 |
Вывод: По коэффициенту использования материала и цене заготовки - выгоднее брать заготовку полученную свободной ковкой.