

Основные принципы проектирования машин
Проектирование машин и их деталей является особым видом инженерного искусства. Для правильного проектирования недостаточно знания одной лишь теории. Необходимо знакомство с существующими конструкциями и умение в них критически разбираться; знание методов изготовления деталей; знание условий работы проектируемой машины; умение конкретно воплощать свои идеи в виде конструктивного чертежа. Умственное представление всего проектируемого должно предшествовать чертежу так же, как мысль должна предшествовать слову. Ясно, что для проектирования машин и их деталей необходим некоторый практический навык. В данном пособии будут указаны основные принципы, правила и приемы проектирования, знакомство с которыми позволит студентам успешно выполнить курсовой проект по деталям машин.
Проектирование машины состоит прежде всего из конструктивной разработки общего расположения машины и выбора формы отдельных ее деталей, а также из тесно связанных между собой расчета машины и ее частей и выполнения чертежей: установочного для машины; сборочных для ее частей; рабочих для ее деталей.
Рационально спроектированная и правильно построенная машин должна быть прочной, долговечной, возможно дешевой и экономичной в работе, а также безопасной для обслуживающих ее лиц. Этим основным требованиям должна удовлетворять не только каждая машина в целом, но и каждая ее деталь. При конструировании машин экономические соображения должны всегда стоять на одном из первых мест. Стоимость машины определяется стоимостью материала, изготовления и обработки отдельных ее деталей, а также массой машины, т.е. экономией машиностроительных материалов. Габариты и масса машины в значительной степени определяются ее кинематической схемой и компоновкой ее узлов и деталей. Компоновка узлов и деталей машин должна быть такой, чтобы возможно полнее использовать рабочее пространство рам, станин и корпусов. Уменьшение габаритов машин приводит не только к экономии машиностроительных материалов и тем самым к снижению их стоимости, но и позволяет устанавливать на одних и тех же производственных площадях большее количество машин, что приводит к увеличению количества продукции, снимаемой с квадратной единицы полезной производственной площади.
Для уменьшения массы машин во всех случаях, где это возможно, необходимо применять гнутые, штампованные, пустотелые облегченные тонкостенные профили проката. Большую экономию не только в расходе машиностроительных материалов, но и в стоимости деталей машин дает применение таких прогрессивных методов изготовления деталей машин, как сварка, центробежная отливка полых тел вращения, отливка в кокиль. По этим соображениям иногда бывает рационально заменить литые детали штампованными, а кованые штампосварными.
Для снижения стоимости машин большое значение имеет также замена дорогостоящих материалов (например, цветные металлы и легированные стали) более дешевыми, когда это не вызывает ухудшения качества машин. Всегда, когда это возможно и экономически целесообразно, для изготовления деталей машин следует взамен черных и цветных металлов применять пластмассы. Вместе с тем снижение стоимости машин может быть достигнуто, если основные детали их, от которых зависят размеры отдельных частей и всей машины, изготовлять из более прочного, хотя и более дорогого материала. Например, в редукторах применение высокопрочных сталей для изготовления зубчатых колес, приводящее к уменьшению размеров последних, позволяет уменьшить размеры и массу такой дорогостоящей детали, как корпус редуктора. Это в свою очередь позволяет уменьшить размеры и массу такой дорогостоящей детали, как корпус редуктора, что в свою очередь позволяет уменьшить размеры и массу рамы машины или привода и тем самым снизить их стоимость. Исходя из этого в ряде случаев рекомендуется применять вместо обыкновенного серого чугуна модифицированный и высокопрочный чугун, а взамен углеродистой стали легированные стали.
Одним из наиболее эффективных средств экономии машиностроительных материалов является использование точных методов расчета деталей машин, позволяющих брать для последних минимальные запасы прочности. Однако не всегда наиболее дешевая машина является наилучшей. В большинстве случаев наиболее выгодной машиной будет та, у которой сумма всех эксплуатационных расходов, включая амортизацию, ремонт, смазку и т. п., наименьшая. Не рекомендуется возлагать на один и тот же механизм слишком много функций. При этом конструкция данного механизма усложняется, а чем сложнее механизм, тем он дороже и менее долговечен. Поэтому при проектировании машин следует применять принцип разделения функций между отдельными механизмами машины. Весьма важное значение имеет количество выполняемых одновременно одинаковых машин или их деталей. Экономия материала и простота обработки тем важнее, чем большее количество одинаковых деталей изготовляется. При проектировании деталей машин следует по возможности пользоваться простыми геометрическими формами и их комбинациями, легко получаемыми при обработке деталей на станках. Огромное значение для удешевления машины при повышении ее качества имеет применение стандартных деталей и узлов и стандартных размеров. Поэтому при проектировании машин и их деталей не только необходимо применение существующих ГОСТов, но и рекомендуется пользоваться ведомственными нормалями наших проектных организаций и заводов. Широкое внедрение в машиностроение стандартных деталей машин позволяет не только сократить время на изготовление машины, но и облегчить сам процесс проектирования. Блочность машины, т. е. разбивка ее на ряд отдельных легко собираемых блоков (узлов), облегчает и ускоряет сборку машины (блоки легко разбирают и сменяют). Экономичность машины в работе зависит главным образом от соответствия конструкции машины тем законам, на которых основано ее действие; материала и тщательности выполнения деталей машины; правильности монтажа машины; внимательного ухода за машиной, от чего зависят эксплуатационные расходы во время работы машины, а также ее долговечность. Уменьшение вредных сопротивлений в машине и как следствие увеличение ее коэффициента полезного действия и повышение срока службы отдельных деталей и узлов машины — одно из важнейших требований, предъявляемых к машине при ее проектировании.
Увеличение коэффициента полезного действия машины достигается: рациональным выбором ее кинематической схемы; назначением наиболее совершенных типов передач; рациональным выбором материала, формы и обработки трущихся деталей; рациональным выбором смазки трущихся поверхностей деталей машины.
При проектировании машин необходимо стремиться предупредить возможность несчастных случаев. Для этого следует: предусматривать возможность моментальной остановки машин в случае несчастья; движущиеся открытые части машин ограждать перилами, щитами, кожухами и т. п. устройствами; везде, где возможно, выступающие, вращающиеся части, как, например, болты муфт, закрывать гладкими фланцами; предусматривать предохранительные приспособления от возможных взрывов частей машины. Нельзя ограничиваться рассмотрением одной кинематической или динамической стороны, а необходимо принимать во внимание материал, форму, условия и возможность изготовления деталей машин, реальные условия работы их в промышленности и другие обстоятельства конструктивного и экономического порядка. Особое внимание уделяется облегчению условий труда рабочих. Машина должна отнимать у рабочего возможно меньше времени для своего управления и ухода за ней и не должна утомлять его. Все операции, требующие физического и нервного напряжения, по возможности следует устранять. Снижение утомляемости рабочих способствует повышению производительности и качества их труда. При проектировании машин необходимо обращать внимание на их внешний вид.
Разработка схемы машины и конструктивной формы отдельных её деталей составляет первую стадию проектирования. Следующий этап — расчет машины и ее деталей и создание чертежей. Никогда не следует задерживать начало вычерчивания до полного окончания расчета. Эта первая ошибка начинающих почти всегда влечет за собой бесполезную трату времени и труда на неизбежные в этом случае переделки расчета и неожиданные недоразумения при вычерчивании. Расчеты деталей машин на прочность, жесткость и устойчивость производятся в основном по формулам сопротивления материалов. Напряжение в деталях машин нигде не должно превосходить допускаемого для них при данных условиях работы, а деформация деталей машин во всех случаях должна быть упругой. На размеры деталей машин влияет не только расчет их на прочность, но и другие, чисто практические обстоятельства: возможность и простота изготовления деталей машин; возможность последующей обработки их; возможность сборки машины и монтажа ее на месте; возможность ремонта машины; безопасность обслуживающих лиц; условия доставки машины и ее частей на место установки. Учесть заранее все эти обстоятельства крайне трудно. Поэтому после установления схемы машины на эскизе следует приступать к выполнению чертежей, как только расчет даст достаточно данных для него, т. е. сейчас же проверять все полученные расчетом размеры на чертеже, не откладывая начало вычерчивания до окончания расчета.
Практикой машиностроения установлен ряд конструктивных положений общего характера, которых рекомендуется придерживаться при проектировании машин и их деталей. Основные из этих положений можно сформулировать следующим образом. При проектировании машин и их деталей необходимо пользоваться ГОСТами и ведомственными нормалями заводов и проектных организаций. При расчете деталей машин диаметры и длины необходимо округлять, принимая ближайшее к ним значение из ряда нормальных диаметров и длин по ГОСТ 6636—81*.
Расчеты деталей машин на прочность, жесткость и устойчивость надо производить везде, где это возможно, по максимально допускаемым напряжениям и деформациям. Не следует применять резких изменений сечения. Во избежание появления в этих местах концентрации напряжений, часто являющейся причиной поломок, все переходы рекомендуется сопрягать плавными закруглениями не слишком малого радиуса.

Рис.9.1 Рис.9.2
При передаче деталями машин больших усилий необходимо, чтобы эти усилия воспринимались возможно солидными частями, высокими ребрами и т. п., чтобы распределить их на возможно большую поверхность и массу. Так, например, на рис. 9.1 показана правильная конструкция, где фундаментный болт пропущен через высокую часть рамы, а на рис. 9.2 - менее надежная конструкция со сравнительно слабой лапой, которая при действии на нее усилий легко может отломаться. Стоимость литых деталей относительно высока и поэтому рамы под приводы рекомендуется выполнять по возможности из металлоконструкций (рис.9.3).
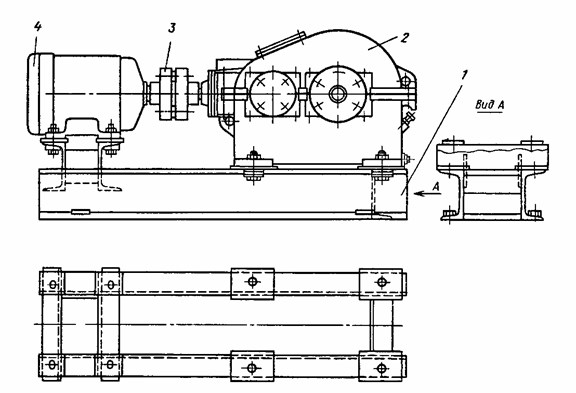
Рис.9.3. Установка привода на сварной раме из швеллеров: 1 – сварная рама; 2 – коническо-цилиндрический
редуктор; 3 – муфта; 4 – электродвигатель
9.1. Конструирование элементов корпуса редуктора
Корпус редуктора служит для размещения и координации деталей передачи, защиты их от загрязнения, организации системы смазки, а также воспринятия сил, возникающих в зацеплении редукторной пары, подшипниках, открытой передаче.
Корпусы редукторов выполняют, как правило, литыми и при конструировании должна быть обеспечена необходимая прочность и жёсткость, исключающая перекос валов. В таблице 9.1 приведены рекомендуемые литейные уклоны при конструировании литых деталей из стали или чугуна.
Таблица 9.1
|
|
Уклон a:h |
Величина
угла
|
Рекомендуемое применение | |
|
1:5 |
11030’ |
Для стали |
| |
|
1:10 1:20 |
5030’ 30 |
h=25-500 мм | ||
|
1:50 |
10 |
h>500 мм | ||
|
1:100 |
30’ |
Для цветных металлов |
- | |
![]() Для
повышения жёсткости корпусов служат
рёбра, располагаемые у приливов под
подшипники. Корпус обычно выполняют
разъёмным, состоящим из основания (его
иногда называют картером) и крышки.
Плоскость разъёма проходит через оси
валов. При конструировании червячных
и лёгких зубчатых редукторов иногда
применяют неразъёмные корпусы со
съёмными крышками.
Для
повышения жёсткости корпусов служат
рёбра, располагаемые у приливов под
подшипники. Корпус обычно выполняют
разъёмным, состоящим из основания (его
иногда называют картером) и крышки.
Плоскость разъёма проходит через оси
валов. При конструировании червячных
и лёгких зубчатых редукторов иногда
применяют неразъёмные корпусы со
съёмными крышками.
В одноступенчатых редукторах принята в основном конструкция разъёмного корпуса, состоящего из крышки и основания (рис. 9.4, 9.5). Корпуса вертикальных цилиндрических редукторов могут иметь (рис. 9.4) в отдельных случаях два разъёма, что определяет ещё одну часть корпуса среднюю. Несмотря на разнообразие форм корпусов, они имеют одинаковые конструктивные элементы подшипниковые бобышки, фланцы, рёбра, соединённые стенками в единое целое, и их конструирование подчиняется некоторым общим правилам.
Форма корпуса определяется в основном технологическими, эксплуатационными и эстетическими требованиями с учётом его прочности и жёсткости. Этим требованиям удовлетворяют корпуса прямоугольной формы с гладкими наружными стенками без выступающих конструктивных элементов: подшипниковые бобышки и рёбра внутри; стяжные болты только по продольной стороне корпуса в нишах; крышки подшипниковых узлов преимущественно врезные; фундаментные лапы не выступают за габариты корпуса (см. рисунки типовых конструкций редукторов в атласе).
Предлагаемые формы корпусов не единственные. В случае необходимости можно создавать другие конструкции.
Габаритные (наружные) размеры корпуса определяются размерами расположенной в корпусе редукторной передачи и кинематической схемой редуктора


Рис.9.4
.
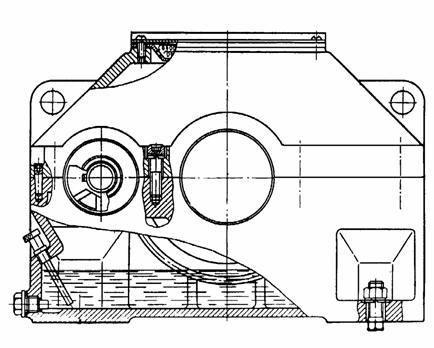

Рис.9.5
При этом вертикальные стенки редуктора перпендикулярны основанию, верхняя плоскость крышки корпуса параллельна основанию зубчатая передача вписывается в параллелепипед (см. рис.9.4). Поэтому конструирование зубчатой передачи, валов и подшипниковых узлов, размеры которых предварительно определены в эскизном проекте, выполняются во взаимосвязи с конструированием корпуса.
В малонагруженных
редукторах (![]() Нм) толщины стенок крышки и основания
корпуса принимаются одинаковыми
(рис.9.6)
Нм) толщины стенок крышки и основания
корпуса принимаются одинаковыми
(рис.9.6)![]() мм, гдеТ2
− вращающий момент на колесе тихоходного
вала, Нм.
мм, гдеТ2
− вращающий момент на колесе тихоходного
вала, Нм.
Внутренний контур
стенок корпуса очерчивают по всему
периметру корпуса с учётом зазоров
![]() иhМ
между
контуром и вращающимися деталями (см.
рис. 9.5).
иhМ
между
контуром и вращающимися деталями (см.
рис. 9.5).
Особое внимание уделяют фланцевым соединениям, которые воспринимают нагрузки от зубчатой передачи.
Различают пять видов фланцев:
1 − фундаментный основания корпуса (рис. 9.7);
2 − подшипниковый бобышки основания и крышки корпуса;
3 − соединительный основания и крышки корпуса;
4 − крышки подшипникового узла;
5 − крышки смотрового люка.
Конструктивные элементы фланца с соответствующим ему индексом выбирают в зависимости от диаметра d крепёжного винта (болта) из таблицы 9.2 или определяют по рекомендации (рис. 9.8):
для винтов ширина
![]() ;
координата оси отверстияС
= k/2
;
;
координата оси отверстияС
= k/2
;
высота опорной
поверхности под головку
![]() мм;
мм;
для болтов ширина
![]() ;
;
координата оси отверстия С = k/2 − (1...2) мм.
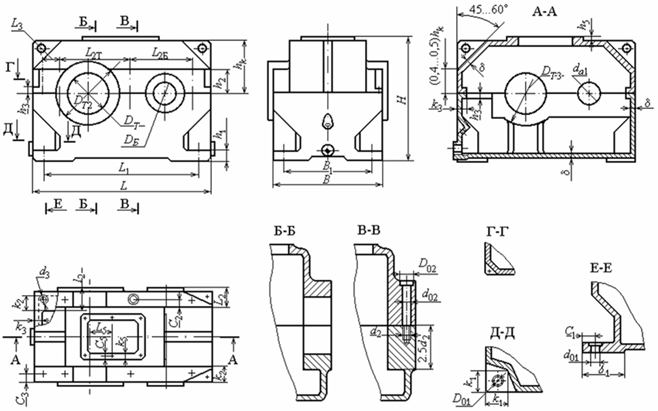
Рис.9.6

Рис. 9.7
Диаметр d крепёжного винта (болта) определяется в зависимости от значения главного геометрического параметра редуктора aw по табл. 9.2.
Таблица 9.2
|
Главный геометри- ческий параметр |
d1 |
d2 |
d3 |
d4 |
d5 |
|
50
|
M12 |
M10 |
M8 |
M6 |
M5 |
|
100
|
M14 |
M12 |
M10 |
M8 |
M6 |
|
100
|
M16 |
M14 |
M12 |
M10 |
M6 |
В таблице индекс диаметра d крепёжного винта (болта) указывает на его принадлежность соответствующему фланцу (см. рис. 9.6 − 9.8).
Фундаментный
фланец основания корпуса предназначен
для крепления редуктора к фундаментной
раме (плите). Опорная поверхность фланца
выполняется в виде двух длинных
параллельно расположенных или четырёх
небольших платиков (см. рис. 9.6, 9.7). Места
крепления располагают на возможно
большем (но в пределах корпуса) расстоянии
друг от друга L1.
Длина опорной поверхности платиков
L = L1 + b1;
ширина
![]() ;
высота
;
высота![]() .
.
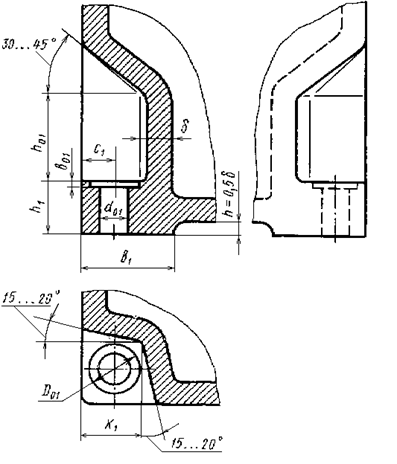
Рис. 9.8
Проектируемые
редукторы крепятся к раме (плите) четырьмя
болтами (шпильками), расположенными в
нишах корпуса. Размеры ниш даны на рис.
9.8; высота ниш h01
= (2,0...2,5)d1
при креплении шпильками,
![]() болтами. Форма ниши (угловая или боковая)
определяется размерами, формой корпуса
и расположением мест крепления. По
возможности корпус крепится к раме
(плите) болтами снизу, что исключает
необходимость конструирования ниши.
болтами. Форма ниши (угловая или боковая)
определяется размерами, формой корпуса
и расположением мест крепления. По
возможности корпус крепится к раме
(плите) болтами снизу, что исключает
необходимость конструирования ниши.
Фланец подшипниковой бобышки крышки и основания корпуса предназначен для соединения крышки и основания разъёмных корпусов. Фланец расположен в месте установки стяжных подшипниковых болтов (винтов) (см. рис. 9.6); на продольных длинных сторонах корпуса; в крышке наружу от её стенки, в основании – внутрь от стенки.
Количество подшипниковых (стяжных) винтов равно 2 для вертикальных редукторов и 3 для горизонтальных.
Подшипниковые стяжные винты ставят ближе к отверстию под подшипник на расстоянии L2 друг от друга так, чтобы расстояние между стенками отверстий диаметром d02 и DT (при установке торцовой крышки подшипникового узла) было не менее 3...5 мм (см. рис. 9.6). Высота фланца определяется графически, исходя из условий размещения головки винта на плоской опорной поверхности подшипниковой бобышки.
В цилиндрическом горизонтальном редукторе (см. рис. 9.6) винт, расположенный между отверстиями под подшипники, помещают посередине между этими отверстиями. При этом наружные торцы подшипниковых бобышек для удобства обработки выполняют в одной плоскости.
В разъёмных корпусах
при сравнительно небольших продольных
сторонах (при aw
(de2)
![]() 160) фланец высотойh2
выполняют одинаковым по всей длине (см.
рис. 9.6). На коротких боковых сторонах
крышки и основания корпуса, не соединённых
винтами, фланец расположен внутрь
корпуса и его ширина k3
определяется от наружной стенки; на
продольных длинных сторонах, соединённых
винтами d3,
фланец располагается: в крышке корпуса
наружу от стенки, в основании внутрь.
160) фланец высотойh2
выполняют одинаковым по всей длине (см.
рис. 9.6). На коротких боковых сторонах
крышки и основания корпуса, не соединённых
винтами, фланец расположен внутрь
корпуса и его ширина k3
определяется от наружной стенки; на
продольных длинных сторонах, соединённых
винтами d3,
фланец располагается: в крышке корпуса
наружу от стенки, в основании внутрь.
Количество
соединительных винтов n3
и расстояние между ними L3
принимают по конструктивным соображениям
в зависимости от размеров продольной
стороны редуктора и размещения
подшипниковых стяжных винтов. При
сравнительно небольшой длине продольной
стороны можно принять d3
= d2
и h3
= h2
и поставить один − два винта (см. рис.
9.6). При длинных продольных сторонах
принимают
![]() для болтов,
для болтов,![]() для винтов, а количество винтовn3
и расстояние между ними L3
определяют конструктивно.
для винтов, а количество винтовn3
и расстояние между ними L3
определяют конструктивно.
Фланец для крышки подшипникового узла, в котором отверстие (полость) в случаях неразъёмной или разъёмной подшипниковой бобышки закрывается торцовой крышкой, подбирается по диаметру винтов d4 (табл. 9.3).
Таблица 9.3
|
Параметр |
Диаметр наружного кольца подшипника | |||
|
47 - 52 |
62 - 80 |
85 - 100 |
100 - 120 | |
|
d4 |
М8 |
М10 |
М10 |
М12 |
|
n4 |
4 |
4 |
6 |
6 |
Параметры присоединительного фланца торцовой крышки подшипникового узла определяют по табл. 9.4 и 9.5.
Фланец для крышки смотрового окна (см. рис. 9.4, 9.5, 9.9), для которого размеры сторон, количество винтов n3 и расстояние между ними LБ устанавливают конструктивно в зависимости от места расположения окна и размеров крышки смотрового окна; высота фланца h5 = 3...5 мм.
Для закрепления
в корпусе сливных пробок, отдушин,
маслоуказателей на крышке и основании
предусмотрены опорные платики (фланцы).
Размеры сторон платиков должны быть
на величину e
= 3...5 мм больше размеров опорных
поверхностей прикрепляемых деталей.
Высота платика
![]() (рис. 9.8).
(рис. 9.8).
Подшипниковые бобышки предназначены для размещения комплекта деталей подшипникового узла (см. рис. 9.4, 9.6). В зависимости от конструкции крышки и основания корпуса редуктора возможно различное расположение бобышек подшипниковых узлов быстроходного и тихоходного валов.
Таблица 9.4. Конструктивные элементы фланца крышки и бобышки подшипникового узла
|
Элементы |
Крышка | |
|
торцовая |
врезная | |
|
Внутренний диаметр DБ , DТ |
По диаметру D наружного кольца подшипника или стакана | |
|
Наружный диаметр DБ2 , DТ2 |
По диаметру крышки D2 + (4...5) мм |
1,25D + 10 мм |
|
Диаметр центровой окружности винтов DБ1 , DТ1 |
По центровому диаметру крышки D1 |
|
|
Диаметр кольцевой расточки DБ0 , DТ0 |
|
По диаметру выступа крышки D0 |
|
Высота h4 |
3...5 мм |
|
В редукторах вертикального исполнения (рис. 9.4), когда разъем крышки и основания корпуса выполняют по оси ведомого вала, подшипниковые бобышки расположены внутри коробчатого корпуса.
В редукторах горизонтального исполнения (рис. 9.5), когда разъем корпусных деталей выполняют по осям валов, бобышки подшипниковых узлов в основании корпуса располагают внутри корпуса, а в крышке – снаружи.
Внутренний диаметр
подшипниковой бобышки быстроходного
DБ
и тихоходного DТ
вала равен внутреннему диаметру фланца
для крышки подшипникового узла (см.
табл. 9.4), а наружный DБ3
(DТ3)
= DБ
(DТ)
+ 3![]() ,
где
,
где![]() − толщина стенки корпуса.
− толщина стенки корпуса.
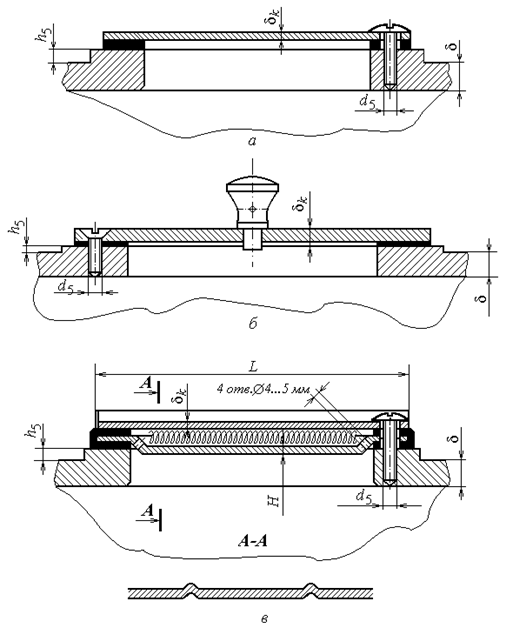
Рис. 9.9
Длина гнезда подшипниковой бобышки l1 быстроходного и l2 тихоходного валов зависит от комплекта деталей подшипникового узла и типа подшипника (см. табл. 9.5); при этом учитываются размеры деталей регулирующих устройств, внутренних уплотнений и крышек.
Таблица 9.5. Определение длины l подшипникового гнезда, мм
|
Подшипник |
Комплект деталей подшипникового узла | |
|
с внутренним уплотнением |
без внутреннего уплотнения | |
|
Нерегулируемый |
l = h +B+(10...12), |
l = h +B+(3...5), |
|
Регулируемый |
l = Н + H1 + B(T) + (10...12), |
l = Н + H1 + B(T) + (3...5), |
Примечания: 1. h − высота центрирующего пояса торцовой крышки или высота врезной крышки.
2. B(T) − ширина подшипника.
3. H1 − высота регулировочного винта.
4. H − высота нажимной шайбы.
Рассмотрим рекомендации по конструированию отдельных деталей и элементов корпуса редуктора.
Смотровой
люк
(рис. 9.9). Служит для контроля сборки и
осмотра редуктора при эксплуатации.
Для удобства осмотра его располагают
на верхней крышке корпуса, что позволяет
также использовать люк для заливки
масла. Смотровой люк делают прямоугольной
или (реже) круглой формы максимально
возможных размеров. Люк закрывают
крышкой. Широко применяют стальные
крышки из листов толщиной
![]() мм (см. рис. 9.9,а).
Для того чтобы внутрь корпуса извне не
засасывалась пыль, под крышку ставят
уплотняющие прокладки из картона
(толщиной 1...1,5 мм) или полоски из резины
(толщиной 2…3 мм). Если с такой крышкой
совмещена пробка-отдушина, то её
приваривают к ней или прикрепляют
развальцовкой (рис. 9.9, б).
мм (см. рис. 9.9,а).
Для того чтобы внутрь корпуса извне не
засасывалась пыль, под крышку ставят
уплотняющие прокладки из картона
(толщиной 1...1,5 мм) или полоски из резины
(толщиной 2…3 мм). Если с такой крышкой
совмещена пробка-отдушина, то её
приваривают к ней или прикрепляют
развальцовкой (рис. 9.9, б).
На рис. 9.9, в приведена крышка, совмещённая с фильтром и отдушиной. Внутренняя крышка окантована с двух сторон вулканизированной резиной. Наружная крышка плоская, вдоль длинной её стороны выдавлены 2 − 3 гофра, через которые внутренняя полость редуктора соединена с внешней средой. Пространство между крышками заполнено фильтром из тонкой медной проволоки или другого материала. Крышки крепятся к корпусу винтами с полукруглой или полупотайной головкой.
Если смотровой люк отсутствует или расположен в боковой стенке корпуса, то в верхней плоскости крышки корпуса предусматривают отверстие под отдушину. Иногда по конструктивным соображениям контроль уровня смазки зацепления осуществляют жезловым маслоуказателем, установленным в крышке корпуса, для чего предусматривается специальное отверстие. Эти отверстия можно использовать и для заливки масла.
Установочные штифты (см. рис. 9.10). Расточку отверстий под подшипники (подшипниковые гнёзда) в крышке и основании корпуса производят в сборе. Перед расточкой отверстий в этом соединении устанавливают два фиксирующих штифта на возможно большем расстоянии друг от друга для фиксации относительного положения крышки корпуса и основания при последующих сборках. Фиксирующие конические штифты располагают наклонно или вертикально (см. рис. 9.10, а и б) в зависимости от конструкции фланца. Там, где невозможно применение конических штифтов, встык соединения ставят со стороны каждой стенки по одному (всего 4) цилиндрическому штифту (см. рис. 9.10, в). Диаметр штифта d = (0,7…0,8)d3, где d3 − диаметр соединительного винта.
Отжимные винты. Уплотняющее покрытие плоскости разъёма склеивает крышку и основание корпуса. Для того чтобы обеспечить их разъединение, при разборке рекомендуют применять отжимные винты, которые ставят в двух противоположных местах крышки корпуса. Диаметр отжимных винтов принимают равным диаметру соединительных d3 или подшипниковых d2 стяжных винтов.
