

Зарядка самонаклада офсетной машины печатными оттисками.
Нанесение краски под бронзу на офсетной машине
Подача печатных оттисков листоподатчиком с офсетной машины в бронзировальный агрегат.
Нанесение бронзовой или алюминиевой пудры на печатный оттиск.
Втирание бронзы с помощью растирочных щеток в краску.
Предварительное удаление с печатных оттискав излишней пудры.
Полировка пудры на оттиске растирочными щетками.
Дальнейшая очистка печатных оттисков от излишней пудры и дополнительное полирование пудры бесконечными ремнями, покрытыми плюшем.
Окончательное удаление с печатных оттисков излишней пудры как с лицевой, так и оборотной стороны плюшевыми валиками.
Подача готовой бронзированной продукции на автоматический стапелеукладчик.
Процесс собственно бронзирования (припудривание бронзовым или алюминиевым порошком) осуществляется на комбинированных (бронзировальных) агрегатах.
В крупносерийном производстве этикеток и бумажной упаковки бронзирование производят на автоматах, которые подсоединяют к печатным машинам, обеспечивая непрерывное поточное производство (рис. 10.1).
|
|
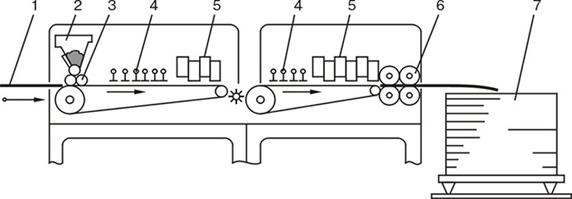
Рис. 10.9. Схема бронзировального автомата: 1 — оттиск; 2 — бункер с металлической пудрой; 3 — накатные валики; 4 — растирочные щетки; 5 — очистные ремни; 6 — очистные валы; 7 — приемное устройство
Бронзировальный автомат состоит из системы проводки оттисков, шести исполнительных устройств и высокостапельной приемки готовой продукции. Нанесение металлической пудры на оттиск выполняется пудронакатным устройством, состоящим из бункера, дукторного вала и двух накатных валиков, обтянутых плюшем. Втирание пудры и полировка металлизированного слоя производится двумя системами щеток, движущимися возвратнопоступательно и перпендикулярно оси движения оттисков; очистка оттиска и тыльной стороны бумажных листов выполняется бесконечными пудроочистительными ремнями, расположенными параллельно щеткам, а на выходе из бронзировальной камеры — очистными валами.
Накатные валы, очистительные ремни и валы бронзировального автомата покрыты плюшем, чтобы избежать смазывания оттиска. Степень прижима первой группы растирочных щеток к оттискам постепенно возрастает по ходу продвижения оттисков в машине. Для полного удаления металлической пудры с пробельных участков оттисков на плюшевое покрытие второй группы очистительных ремней с помощью форсунок наносится водный раствор глицерина; работа форсунок автоматизирована, причем периодичность ихвключения может регулироваться в широких пределах. Растирочные щетки и очистительные ремни периодически промывают авиационным бензином, а полотно транспортера — техническим этиловым спиртом.
На процесс бронзирования оказывают влияние много различных факторов, таких как пригодность сырья, работа и состояние оборудования, технология производства.
Скорость закрепления бронзового оттиска, а также совместимость процесса бронзирования с другими послепечатными операциями определяются свойствами грунтовойкраски. Остатки и излишки грунтовки могут повлиять на сам процесс бронзирования и на последующую отделку продукции.
Процесс бронзирования может проводится также по следующей технологии.
Первым прогоном лист запечатывается любыми красками на любой печатной машине. Крупные участки (более 1 см2 ), которые подлежат бронзированию, предварительно запечатываются красками, имитирующими цвет бронзы, для исключения просвечивания цвета бумаги. Если необходимо бронзировать мелкие сложные элементы, то для них запечатка имитирующими красками не выполняется.
Вторым прогоном на необходимые участки на офсетной печатной машине с обычных офсетных форм наносится специальный праймер-лак (по принципу выборочного лакирования). На всю поверхность листа в режиме «IN LINE» наносится металлизированный порошок-пудра. Пудра прилипает к элементам с нанесенным лаком, остальная пудра удаляется с листа.
Лакирование может производится спиртовыми, водными и масляными лаками. При лакировании УФ-лаком рекомендуется предварительно запечатать поверхность оттиска праймером на водной основе, а затем производить лакирование. Если отпечатанные листы формата А1 разрезались пополам, необходимо предварительно перед нанесением праймера определить идентичность изображений по совмещению на 2-х разрезанных листах. В случае их различия, необходимо изготовление 2-х печатных форм. Если изображения на разрезанных листах одинаковы либо печать производилась на формате А2, то праймер наносится с одной формы.
Площадь элементов для праймера должна быть больше соответствующих им печатных элементов. Треппинг должен составлять не менее 0,1 мм с каждой стороны.
При приладке необходимо проконтролировать параметр оптической плотности праймера на белой бумаге. В процессе печати печатник периодически контролирует оптическую плотность наносимого праймера. Для этого необходимо через каждые 2 тыс. листов подкладывать белые чистые листы, запечатывать и замерять.
Закрепляющее лакирование производится на лакировальной машине в два прогона. При отсутствии возможности лакирования на лакировальной машине, второй прогон лака можно производить на офсетной печатной машине с растровым валом 120 лин./см.