

7.2.5. Обслуживание анодов
Обслуживание обожженных анодов сводится к замене каждые 26-30 дней отработанных анодов на новые, к поддержанию укрытия анодного массива и перетяжке анодной рамы. Операция по замене анодов производится с помощью специализированного крана, оснащенного механизмами захвата штанги и открытия/закрытия замка прижима анодной штанги к шине.
Извлечение огарка производится в следующем порядке. Поднимается крышка укрытия со стороны извлекаемого огарка. С помощью пневматического механизма, установленного на кране, пробивается корка вокруг анода. Штанга анододержателя захватывается крановым механизмом захвата, зажим отпускается и производится подъём огарка. Для снижения окисления огарка анод может быть приподнят и извлечен после охлаждения.
На заводах Sunndal и Fjardaal (Норвегия) удалось значительно снизить выбросы фтора за счёт применения новых технических решений – мощных установок для отсоса газа при замене анодов, использования контейнеров для герметизации анодных огарков и изменений в режиме обслуживания – сокращения времени нахождения электролизёров с открытыми крышками укрытий.
Образовавшееся гнездо тщательно очищается от остатков корки электролита, глинозёма и пены. Новый анод подвозится к ванне, подогревается над расплавом и после подогрева осторожно помещается в старое гнездо в ванне. Штанга закрепляется в замке и анод после образования корочки электролита засыпается укрывным материалом. Доступные части анода желательно заплескать электролитом.
График замены анодов составляется с использованием программных средств с учётом обеспечения равномерного распределения тока по анодам, а также максимального сохранения архитектуры укрытия анодного массива.
Большинство применяемых графиков замены анодов основаны на использовании трёх временных параметров, характеризующих основные принципы расстановки анодов, а именно:
-интервал замены между рядом стоящими анодами (Трс);
-интервал замены между напротив стоящими анодами (Тнс);
-интервал замены торцевых анодов (Тта).
Торцевые аноды выделяются в отдельную группу, так как условия их работы отличаются от условий центральных анодов. Это касается условий их герметизации, энергетической нагрузки, срока службы.
Таблица 7.3
График замены анодов
|
Номер анода |
Т, у.сут |
Трс, у.сут |
Номер анода |
Т, у.сут |
Трс, у.сут |
Тнс, у.сут |
|
1 |
1 |
6 |
12 |
12 |
6 |
11 |
|
2 |
7 |
6 |
13 |
18 |
6 |
11 |
|
3 |
13 |
6 |
14 |
2 |
6 |
11 |
|
4 |
19 |
6 |
15 |
8 |
6 |
11 |
|
5 |
3 |
6 |
16 |
14 |
6 |
11 |
|
6 |
9 |
6 |
17 |
20 |
6 |
11 |
|
7 |
15 |
6 |
18 |
4 |
6 |
11 |
|
8 |
21 |
6 |
19 |
10 |
6 |
11 |
|
9 |
5 |
6 |
20 |
16 |
6 |
11 |
|
10 |
11 |
6 |
21 |
22 |
6 |
11 |
|
11 |
17 |
6 |
22 |
6 |
6 |
11 |
Примечание. Диапазон Трс-6 у.сут, диапазон Тнс-11у.сут, диапазон Тта -5,5у.сут; Т-последовательность перестановки анодов, Т=1-22. Цикл замены анодов -30 сут
Значение Т, как правило, выражается в условных сутках (у.сут), где 1 у.сут равны текущему циклу замены, деленному на число анодов. Например, для 30-суточного цикла замены 1 у.сут равны 30:22=1,36 календарный день, для 28 суточного 1,27 и т.д., где 22 – число анодов на принятом для расчёта электролизере.
Пример графика замены анодов для электролизёра на 160 кА и с 22 анодами приведен в табл. 7.3.
Согласно производственному опыту значения Трс, Тнс,Тта составляют: Трс - 38 у.сут; Тнс - примерно ½ от общего числа анодов; Тта - разнесено равномерно по времени и равно числу анодов, делённому на 4. В таком случае оптимальные временные параметры графика замены анодов в данном примере составят:
Трс=6 у.сут (8сут); Тнс=11 у.сут (15 сут);
Тта=5,5 у.сут (7сут)
Тогда для электролизёра мощностью 160 кА с 22 анодами последовательность замены анодов будет следующая (по номерам анодов в электролизёре): 1, 14, 5, 18, 9, 22, 2, 15, 6, 19, 10, 12, 3, 16, 7, 20, 11, 13, 4, 17, 8, 21. При таком графике замены анодов сохраняется относительно равномерное распределение токовой нагрузки. Например, возьмём вновь установленный анод №5 (Т=3). Противоположно размещенный анод №16 был установлен на 11у.сут ранее, т.е. сработан на 50 %. Предыдущий анод №4 установлен на 19 у.сут ранее и сработан на (19:22)100=86%. Анод №6 сработан на (9:22)100=41%. Аналогичное распределение можно увидеть возле любой другой группы анодов.
Возможны и другие модели. Предложены несколько вариантов графика замены анодов, разработчик - алюминиевый завод в Портланде, Австралия. На рис.7.12 показаны типовые графики замены анодов на этом заводе в схематическом изображении.
|
Рис. 7.12. Типовые варианты замены анодов по «чётной» и «нечетной» схемам |

Типовые схемы используются соответственно для чётных и нечётных номеров электролизеров. Пары анодов устанавливаются с продвижением перестановки, как показано на рис.7.12. Два потока являются зеркально противоположными, чтобы оптимизировать работу операционного крана за счёт замены анодов рядом стоящих ванн при минимальном движении моста крана.
Для поиска более рационального графика замены анодов были разработаны другие варианты, приведенные на рис. 7.13.
Вариант А: продвижение перестановки идёт от торца к торцу (по диагонали) и в обратном направлении, как это показано на схеме; этот график замены разработан фирмой «VAW» на основе математического моделирования магнитного поля и оптимального распределения тока по анодам.
Вариант Б: продвижение начинается от центра к торцу поперек электролизёра, затем от центра к другому торцу и разворачивается по диагонали в центр электролизёра к исходной точке.
Вариант В: зеркальное отображение предыдущего варианта.
Вариант Г: принцип этого графика предусматривает комбинацию продвижения по диагонали и по продольным сторонам против направления тока, условно разделяя электролизёр на четверти.
Вариант Д: касается замены торцевых анодов так, как показано на схеме.
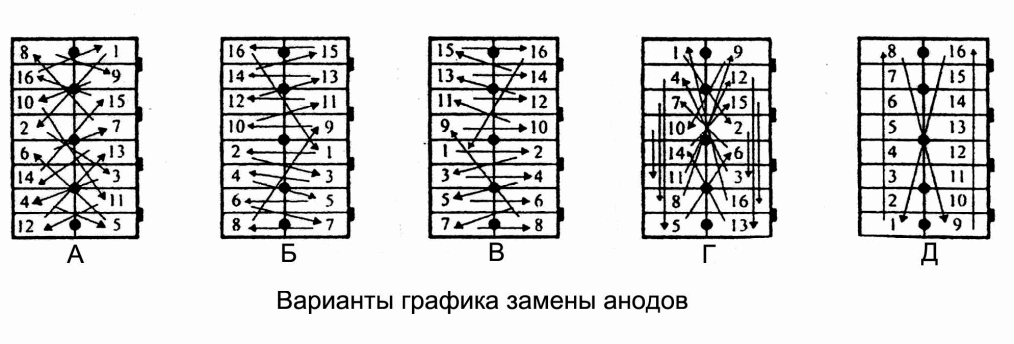 Рис.
7.13. Варианты
графика замены анодов
Рис.
7.13. Варианты
графика замены анодов
В табл. 7.4. приведены сведения по шумам, рабочему напряжению и перегреву электролита, характерным для каждого из рассмотренных вариантов. Вариант А демонстрирует значительно меньшие колебания перегрева электролита, уровней шума и рабочего напряжения, чем стандартные схемы и варианты Б-Д. В то же время стандартные схемы позволяют получить лучшие результаты по оптимальной загрузке кранов.
Таблица 7.4