

7.2.2. Термическая устойчивость обожженных анодов
в алюминиевых электролизёрах
При установке в алюминиевый электролизер обожженный анод подвергается мощному тепловому воздействию, так как разница температур между ним и расплавленным электролитом составляет ~950ºС. В первые несколько минут после погружения анода в электролит на его боковых стенках и подошве образуется корка электролита, которая несколько снижает термический удар или так называемый «термошок». Образующаяся корочка электролита будет удерживаться более длительное время на подошве анода, чем на боковой поверхности.
Результатом «термошока» является образование трёх видов трещин (рис.7.6). Линейное расширение кронштейна, которое происходит под воздействием высоких температур, усиливает концентрацию напряжений в аноде по продольной оси.
.
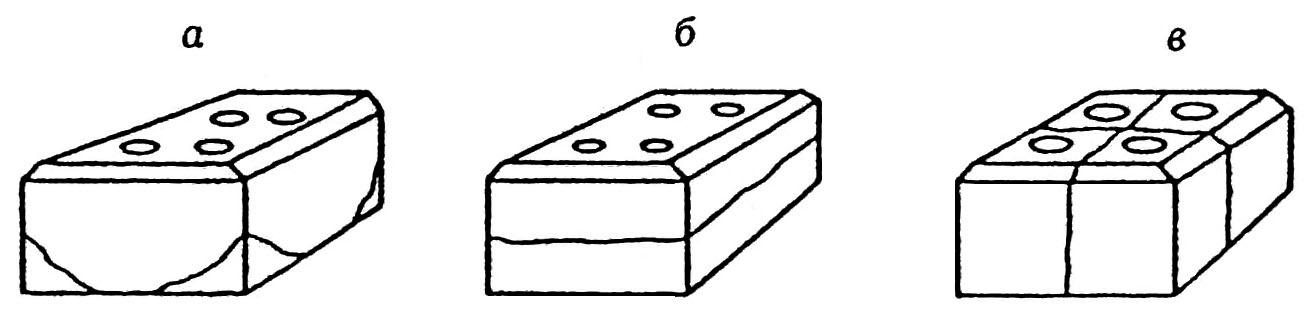
Рис. 7.6. Схема типичной конфигурации трещин, образующихся в результате термических напряжений в аноде:
а - угловые трещины; б - горизонтальные трещины; в - вертикальные трещины
Образовавшиеся в результате растрескивания куски анода попадают в электролит, нарушая технологический режим электролиза, увеличивая расход углерода и существенно осложняя обслуживание электролизёра.
Что касается влияния геометрических размеров, то термическая напряженность в структуре анодов возрастает по мере увеличения горизонтальной площади сечения. Малые аноды быстрее прогреваются и менее чувствительны к воздействию термического удара
Другим фактором, влияющим на образование трещин в анодах, можно назвать структурные и теплофизические свойства самих анодов. В анодах могут быть дефекты структуры (трещины, пустоты), которые образовались ещё на стадии формования «зеленых» блоков или при плохих условиях обжига. По мнению большинства исследователей, наибольшую опасность представляет не образование новых трещин, а рост и расширение уже имеющихся в структуре волосяных, средних и больших разрывов структуры, которые при неблагоприятных условиях могут развиваться в трещины. Анодный блок должен обладать повышенной теплопроводностью, что способствует ускоренному его прогреву и снятию термических напряжений.
Установлено, что критическая длина трещины с точки зрения дальнейшего развития составляет 50 мм. Следовательно, наличие трещин размером более 50 мм представляет непосредственную опасность растрескивания анода при погружении в ванну.
Торцевые аноды имеют меньшее количество нарушений по трещинам. Эти аноды работают в более благоприятных термических условиях и подверженность их термошоку значительно ниже.
Как показывают расчёты, образование трещин и сколов по углам анода с наибольшей вероятностью проявляется на 5-й и 25-й минуте после установки анодов. Риск образования центральной вертикальной трещины невелик в течение первых 25 мин. После этого риск прогрессивно возрастает и достигает максимума через
40-60 мин после установки анода.
Наиболее опасны для работы электролизеров горизонтально расположенные трещины. Они приводят к обрыву от четверти до половины анода по его высоте. Такие трещины развиваются в результате превышения предельных напряжений, действующих в вертикальном направлении. Исследования показывают, что в течение первого часа после установки анода главное направление разрывающих усилий никогда не бывает вертикальным. Хороший анод, не имеющий в своей структуре заранее заложенных горизонтальных расслоений, не даёт горизонтальных трещин как результат термического удара.
По мере прогрева анода достигается тепловое равновесие, и температурное поле анода становится стабильным. Концентрация напряжений снижается. Образование гарнисажа из электролита на стенках анода является важным технологическим фактором, позволяющим снизить теплопередачу от электролита и уменьшить температурный градиент в самом аноде. Поэтому очень важно поддерживать такие условия работы электролизёра, при которых гарнисаж будет стабильным.
Чем выше температура электролита, тем сложнее удерживать корку гарнисажа на боковой поверхности анода. Причем важна не только абсолютная температура электролита, но и величина его перегрева относительно температуры кристаллизации. Определенного эффекта можно достигнуть за счет снижения слоя укрытия анодного массива, не допуская риска обгорания анода.
Предварительный подогрев анода перед установкой его в электролит – ещё один способ смягчить термический удар. Однако это требует повышенных затрат труда и увеличивает загрузку операционных кранов. Весьма эффективно уменьшение глубины погружения анода в электролит. Глубина погружения меняется за счет уровня электролита, так как междуполюсное расстояние должно быть относительно стабильным. Следовательно, с этой точки зрения технологи должны стремиться к поддержанию относительно низких уровней электролита.
Следует отметить, что анодные блоки, произведенные на предприятиях с современной технологией и из стандартного по качеству сырья, как правило, успешно противостоят «термошоку» и образованию трещин, особенно на нормально работающих электролизерах. Однако старение технологического оборудования, периодическое использование некондиционного электродного сырья, равно как и отклонения от стандартных режимов электролиза могут инициировать разрушения анодов, вызванные «термошоком». Именно в этих случаях требуется соблюдение указанных выше условий, предотвращающих вредное воздействие «термошока».