

164,1 М/ч,
где γ = 7,85 г/см3 – удельный вес металла.
Скорость
подачи электродной проволоки окончательно
принимают с учетом технической
характеристики автомата, на котором
будет производиться сварка. Принимаем
 м/ч.
м/ч.
13. Определяем площадь наплавленного металла
0,112 См2
14. Определяем высоту валика
0,14 См
15. Определяем общую высоту шва
С = H + g = 0,56 см
16. Определяем коэффициент формы усиления
 7,8
7,8
Для сварки кольцевых стыков конической обечайки и фланца используем нестандартную разделку кромок (аналогичную типу У6 по ГОСТ 11534-75) (рисунок 29).
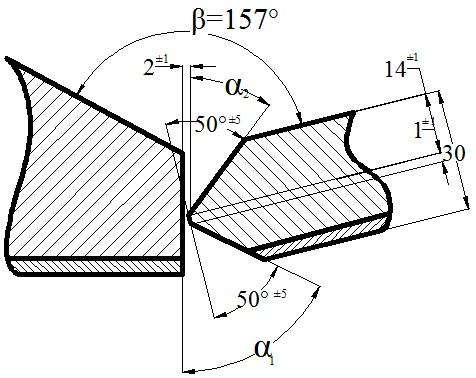
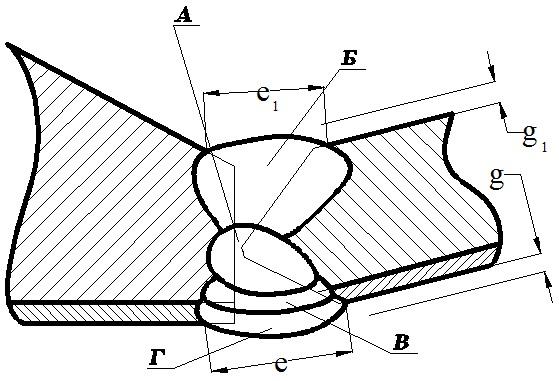
Рисунок 36 – Конструктивные элементы и форма сварного шва
Таблица 19 – Размеры конструктивных элементов, мм
|
Способ сварки |
S=S1 |
b |
β = 136 -165º |
g=g1 |
α1 |
α2 | |||||
|
АФ |
Номин. |
Пред. откл. |
е |
е1 |
Номин. |
Пред. откл. |
50+ (180º-β)=73ᵒ |
50- (180º-β)=27ᵒ | |||
|
14 - 30 |
2 |
±1 |
0,6s +5=23 |
1,2s +8=44 |
0,5 |
+2,0 -0,5 | |||||
Режимы сварки те же что при сварке кольцевых стыков цилиндрической и конической обечаек.
4.8 Приварка штуцеров к корпусу аппарата
Сварку штуцеров выполнить РДС. Режимы сварки для РДС указаны на упаковке электродов. Перед сваркой подготовить кромки по схеме Т1 по ОСТ 26.260.480-2003 (рисунок 30).
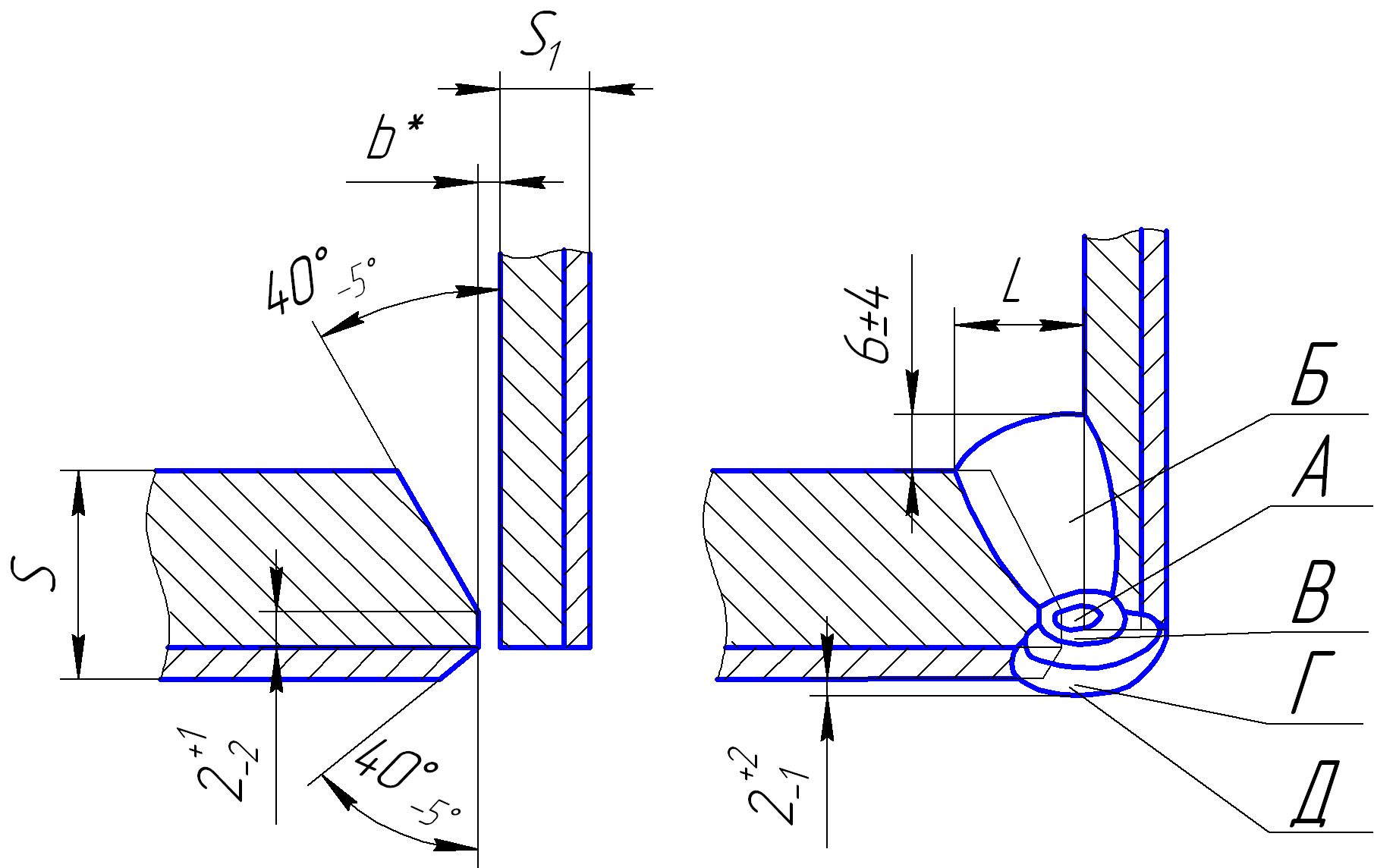
Рисунок 30 – Конструктивные элементы подготовленных кромок и шва сварного соединения типа Т1
Сварка выполняется в следующей последовательности:
- предварительная подварка корня шва основного слоя РДС с наружной стороны (шов А). Электроды типа Э50А марки УОНИ – 13/55 диаметром 3 мм по ГОСТ 9466-75;
- РДС основного слоя с наружной стороны (шов Б). Электроды типа Э50А марки УОНИ – 13/55 диаметром 3 мм по ГОСТ 9466-75;
- удаление механическим способом подварочного шва А, зачистка шлифмашинкой и РДС основного слоя (шов В). Электроды типа Э50А марки УОНИ – 13/55 диаметром 3 мм по ГОСТ 9466-75;
- РДС разделительного слоя в четыре прохода (шов Г). Электроды типа Э-10Х25Н13Г2 марки ОЗЛ-6 диаметром 3 мм по ГОСТ 10052-75;
- РДС плакирующего слоя в четыре прохода (шов Д). Электроды типа Э-10Х25Н13Г2 марки ОЗЛ-6 диаметром 3 мм по ГОСТ 10052-75.
Используется источник питания Kemppi Pro Evolution 4200. Его техническая характеристика приведена в таблице 18.
Таблица 20 – Технические характеристики источника питания Kemppi Pro Evolution 4200
|
Напряжение сети |
~, 50/60 Гц |
400 В (-15...+20%) |
|
Номинальная мощность при макс. токе |
|
19,7 кВА |
|
Сетевой кабель, м |
|
5,0 |
|
Предохранитель |
|
35A |
|
Нагрузка при 40% С, А / В |
ПВ 70 % |
420 / 36,8 |
|
ПВ 100% |
400 / 36,0 | |
|
Диапозон сварочных токов и напряжений, А / В |
|
10 / 20...420 / 37 |
|
Напряжение холостого хода, B |
|
65 |
|
Коэффициент мощности при маск.токе |
|
0,93 |
|
КПД при макс.токе |
|
0,85 |
4.9 Термическая обработка сварных соединений
Термообработка сварных конструкций производится после окончательной сварки и устранения всех дефектов. Для стали ВСт3сп+12Х18Н10Т основным требованием, которое предъявляется к сварным соединениям, является стойкость к различным видам коррозии, а так же необходимо добиться стойкости против образования горячих трещин. Поэтому необходимо применять термическую обработку по стойкости к коррозии и предотвращению образования горячих трещин.
Термическая обработка заключается в аустенизации до температур 1050-1100 °С, для снятия остаточных напряжений (вызывающие образование горячих трещин) и придания сварному соединению более однородных свойств с последующим охлаждением в воде. Нагрев до этих температур вызывает растворение карбидов хрома, а последующее быстрое охлаждение фиксирует состояние пересыщенного твердого раствора (аустенит). Медленное охлаждение недопустимо, так как при этом, как и при отпуске, возможно выделение карбидов, приводящее к ухудшению пластичности и коррозионной стойкости. Кроме того, при аустенизации происходят рекристаллизационные процессы, устраняющие последствия предшествующего пластического деформирования. Перешедшие при нагреве в раствор карбиды могут выделиться при последующем замедленном охлаждения или при отпуске 500-700 °С, если сталь была закалена. Это приводит к появлению очень опасного особого вида коррозионного разрушения по границам зерен, названного межкристаллитной (интеркристаллитной) коррозией. Выделение карбидов хрома в пограничных зонах приводит к обеднению этих зон аустенита хромом ниже того предела (т.е. 13 %), который обеспечивает коррозионную стойкость.В структуре стали 12Х18Н10Т после закалки будет аустенит, что обеспечивает наиболее высокие механические и коррозионностойкие свойства. В некоторых случаях аустенизация сопровождается последующим стабилизирующим отжигом при температуре 850 – 920 оС, время выдержки 2ч, с последующим охлаждением на воздухе или водяным спреем, для получения относительно стабильных структур в результате выпадения карбидной и интерметалидной фаз.
Стабилизирующий отжиг при этих температурах восстанавливает стойкость разных участков ЗТВ сварных соединений аустенитных сталей против межкристаллитной коррозии (в том числе ножевой) и коррозионного растрескивания. Это связано с тем, что при нагреве до 900° С титан наиболее активно связывается с углеродом. Поэтому после такой обработки в аустенитной матрице должны быть только карбиды титана, вследствие чего сталь не будет склонна к межкристаллитной коррозии после нагрева в опасном интервале температур. Остаточные напряжения, являющиеся основной причиной возникновения коррозионного растрескивания и горячих трещин, при нагреве до этих температур также практически полностью снимаются.
При невозможности термической обработки иногда производят с предварительным или сопутствующим подогревом до 350 – 450 оС.
Термообработка сварных конструкций производится после окончательной сварки и устранения всех дефектов. Ввиду больших габаритных размеров аппарата используется местная термическая обработка сварных швов.
Качество термообработки определяется возможностью точного регулирования скорости нагрева, выдержки и скорости охлаждения. При применении оператору приходится постоянно следить за показаниями регистратора температуры, корректируя процесс балластными реостатами. При выполнении термообработки на нескольких сварных швах одновременно и становится сложно контролировать все изменения температуры.
Для решения этих проблем используется установка РТ 75-6, предназначенная для полной автоматизации процесса термообработки. Установка производится ООО «ГК Ремонтные технологии».
Таблица 22 – Технические характеристики установки РТ 75-6
|
Модель |
РТ75-6 |
|
Корпус |
- Жёсткий рамный корпус с порошковой покраской и дополнительным лаковым покрытием - Съёмные панели по всем сторонам корпуса обеспечивают удобный доступ - Силовые гнёзда на задней панели - Для передвижения вручную специальные колёса - Усиленное основание для транспортировки погрузчиком - На верхней панели 4 рым болта для передвижения краном |
|
Трансформатор |
- Естественное воздушное охлаждение - Класс изоляции – H - Напряжение на первичной обмотке – 50 Гц, 3 отвода 360, 380, 400В |
|
Мощность при 100% нагрузке, кВт |
75 |
|
Рабочее напряжение (вторичная обмотка) |
0 - 30 - 60 В |
|
Номинальная мощность на канале |
10,8 кВт 4 нагревателя |
|
Количество каналов |
6 |
|
Потребляемый первичный ток при 100% нагрузке, А |
110 |
|
Безопасность |
- Контроль рабочей температуры трансформатора с принудительным отключением при перегрузке или коротком замыкании - Аварийный выключатель грибкового типа - Контактное напряжение относительно земли 30В - Индивидуальная защита каждого канала через предохранитель - Устройство защитного отключения 300мА (по заказу) - Блок стабилизации управляющего напряжения (по заказу) |
|
Контактное напряжение относительно земли |
Максимум 30В с быстродействующим размыканием через встроенное устройство защитного отключения 300 мА |
|
Регистратор температуры |
12-ти канальный, электронный. Запись на диаграммную бумагу 180 мм (по заказу - безбумажный регистратор) (по заказу в установки 100 и 150 кВА ставятся 2 регистратора) |
|
Термопарные входы |
12 термопарных панельных разъёмов тип К (ХА) |
|
Тип используемого программатора |
TC-60 с специальным программным обеспечением в случае раздельного управления по каждому каналу |
|
Визуальный контроль работы каналов |
- Неоновый индикатор - Амперметр 200А |
|
Ручное управление |
Регуляторы мощности на каждом канале |
|
Размеры ДхШхВ, мм |
1250 x 660 x 1450 |
|
Вес, кг |
580 |